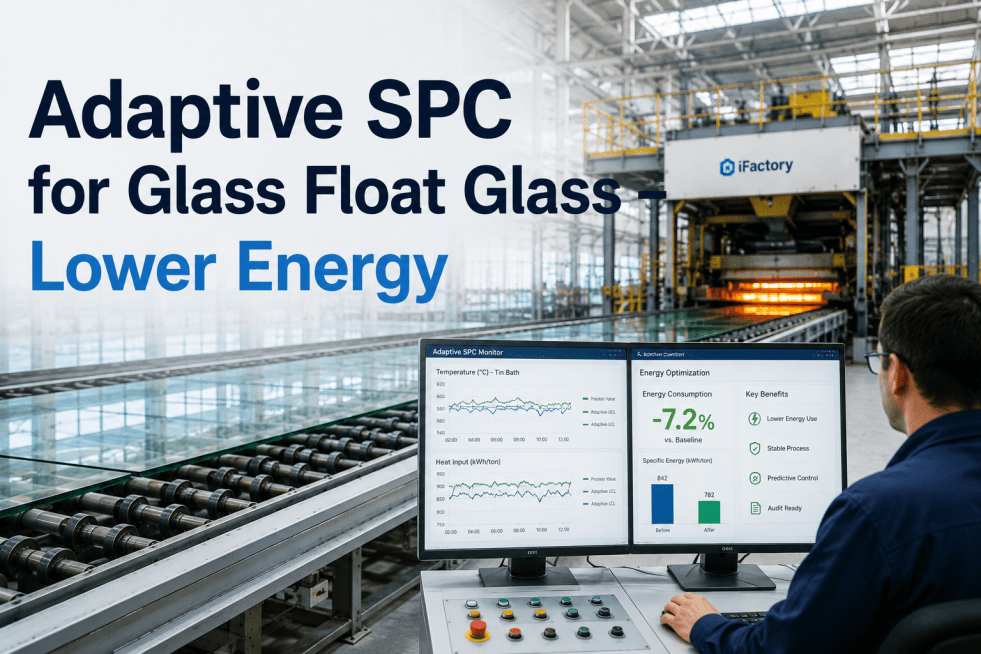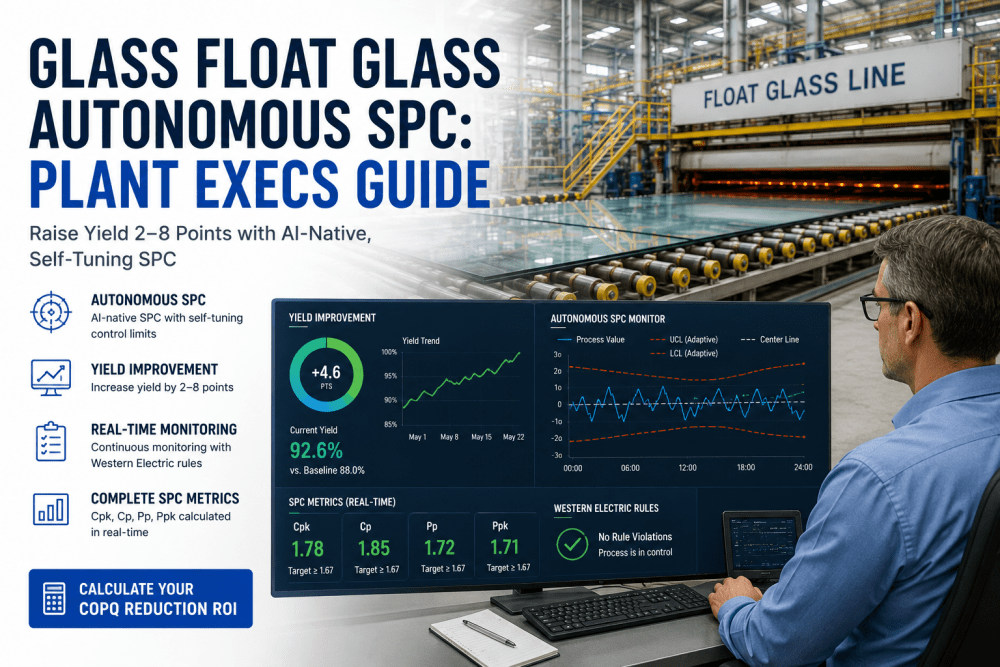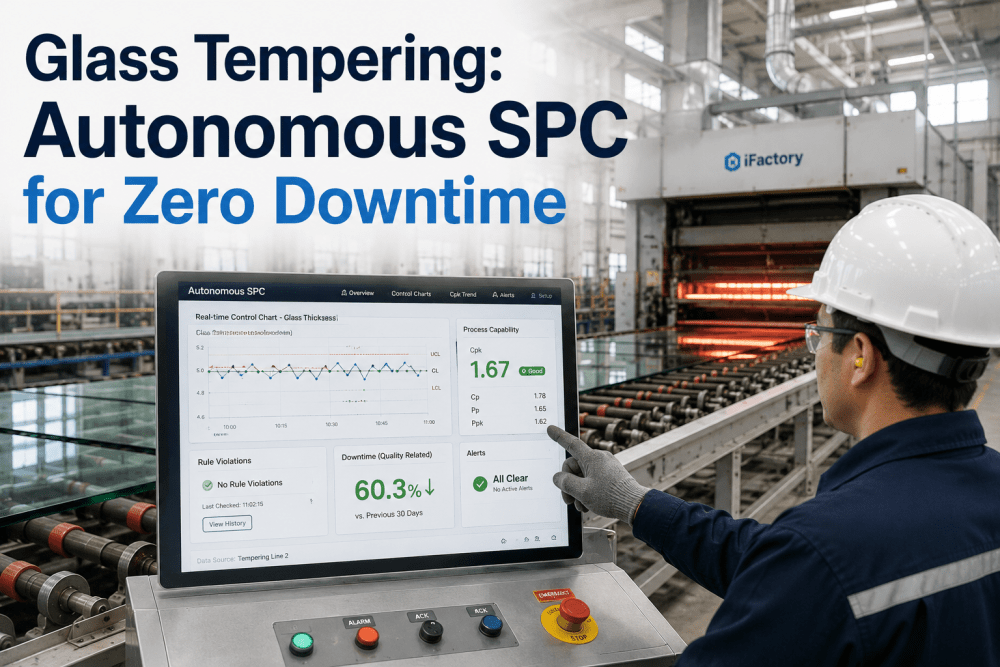
Glass tempering is a precision thermal process where glass panels are heated to approximately 620°C and then rapidly quenched to create surface compression that gives tempered glass its characteristic strength and safety properties. In this thermal cycle, small deviations in furnace zone temperature, conveyor speed, quenching pressure, or edge heating profiles can produce quality defects — bow, roller wave, edge flare, spontaneous breakage — that are only detected at the inspection station minutes later, at which point the out-of-specification product must be scrapped. Autonomous SPC replaces traditional static control charts with self-tuning statistical process control that continuously monitors Western Electric rules, Cpk, Cp, Pp, and Ppk metrics across every process variable — enabling tempering operators to detect process shifts in real time, intervene before defects occur, and eliminate 60% or more of quality-driven downtime. Book a Demo to see how autonomous SPC applies to your glass tempering operation.
01 / The Downtime Challenge in Glass Tempering Operations
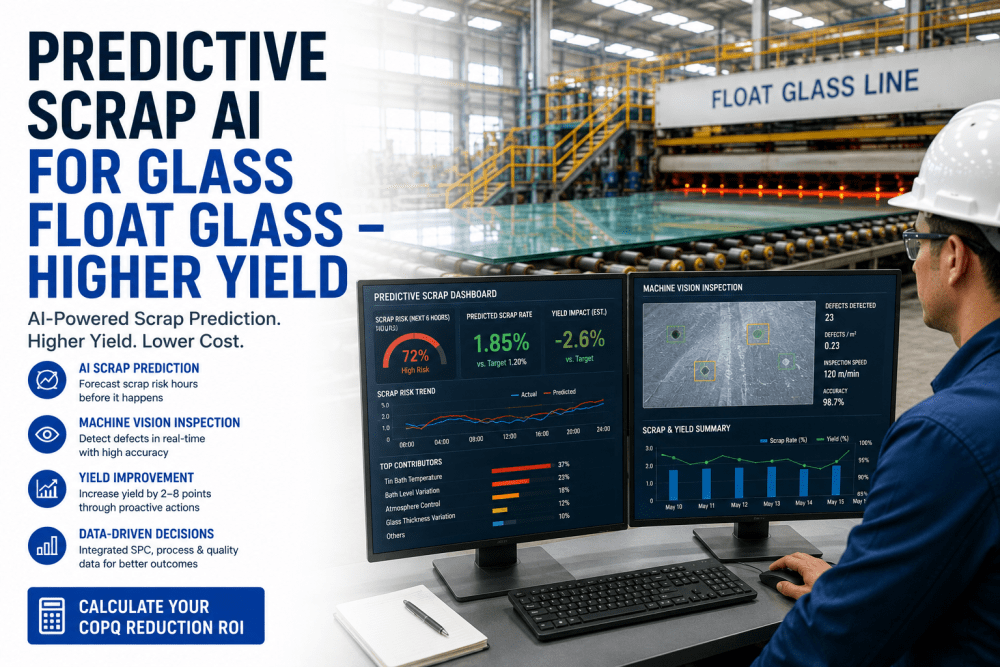
Glass tempering furnaces operate in continuous cycles where a single process deviation can affect multiple panels before detection. The thermal cycle — heating to forming temperature, maintaining uniform gradient across the glass surface, and controlled quenching — depends on dozens of interacting variables: zone temperature setpoints, heating element duty cycles, conveyor belt speed, quenching air pressure and nozzle alignment, edge heating compensation, and loading pattern density. Any variable that drifts outside its optimal range produces quality defects that are typically detected only at the visual inspection station or during the flatness check, 3 to 8 minutes after the deviation began. During those minutes, multiple panels move through the defective process window, all of which must be quarantined, inspected, and typically scrapped. Book a Demo to discuss how autonomous SPC addresses these downtime drivers for your glass tempering line.
Traditional SPC vs. Autonomous SPC in Glass Tempering
| Aspect | Traditional SPC | Autonomous SPC |
|---|---|---|
| Control Chart Updates | Periodic — reviewed at shift change or after quality events | Continuous — updated on every production cycle in real time |
| Western Electric Rules | Manual application — operator must visually detect patterns | Automated — system flags rule violations as they occur |
| Cpk Monitoring | Batch-based — calculated when sufficient samples accumulated | Continuous — Cpk tracked per cycle, trend displayed in real time |
| Control Limits | Static — fixed UCL/LCL unchanged across process states | Self-tuning — limits adjust dynamically to glass type and operating mode |
| Alert Generation | Reactive — alerts only after limit violation or defect found | Predictive — alerts on drift trends before limits are violated |
| Operator Workload | High — manual chart review, pattern checking, limit management | Low — system handles monitoring, operator receives prioritized alerts |
02 / How Autonomous SPC Works for Glass Tempering
Autonomous SPC replaces manual control chart management with an AI-driven statistical process control engine that operates continuously, self-tunes its parameters, and delivers actionable alerts to tempering operators without requiring SPC expertise or daily chart maintenance. The platform ingests process data from furnace zone controllers, conveyor drives, quenching systems, and inspection stations, and applies Western Electric rules, Cpk calculations, and trend analysis to every variable on every production cycle. Book a Demo to explore the autonomous SPC architecture for your glass tempering operation.
The self-tuning engine automatically calculates and updates control limits based on the current process state. When the tempering line switches from 6 mm annealed glass to 10 mm laminated glass, the system detects the process state change, recalculates UCL and LCL boundaries appropriate for the new glass type, and begins monitoring Western Electric rules against the new limits — without operator intervention. The self-tuning algorithm distinguishes between intentional process variation (thickness changes, loading pattern shifts, ambient temperature effects) and actionable drift signals (furnace zone degradation, burner imbalance, quenching nozzle blockage). Operators receive alerts only for actionable signals, reducing false alarms by 60-80% compared to static SPC while improving drift detection sensitivity during steady-state production.
The platform continuously applies all four Western Electric rule sets across every monitored process variable simultaneously — a pattern recognition task that is impractical for manual execution across 30 to 50 control charts during a production shift. Rule 1 flags any single point beyond the 3-sigma control limit. Rule 2 detects two of three consecutive points beyond the 2-sigma limit on the same side of the centerline. Rule 3 identifies four of five consecutive points beyond the 1-sigma limit. Rule 4 monitors for eight consecutive points on the same side of the centerline — the classic trend detection pattern that signals a developing process shift before individual points exceed control limits. When any rule violation is detected, the platform generates an alert with the specific rule identifier, the variable name, the current value, and a recommended operator action.
The platform calculates Cp, Cpk, Pp, and Ppk metrics continuously for every monitored process variable, updating the values on each production cycle as new data points are collected. Unlike traditional capability analysis that is performed as a batch calculation after collecting 25 to 30 samples, the continuous capability model provides operators and process engineers with a real-time view of process performance relative to specification limits. When Cpk trends downward — indicating that the process is shifting toward a specification limit — the platform generates a predictive alert that provides operators with 10 to 30 minutes of advance warning before the process produces out-of-specification product. The continuous capability data is displayed on an operator dashboard that shows current Cpk values, trend direction, and 30-cycle history for every critical variable.
03 / Measured Business Impact — Downtime Elimination in Glass Tempering
Glass tempering facilities deploying autonomous SPC have documented measurable reductions in quality-driven downtime, scrap rates, and operator workload. The following results are drawn from deployments across three tempering operations producing architectural, automotive, and appliance glass with combined annual production exceeding 12 million square meters. Book a Demo to review the full deployment case study and projected impact for your glass tempering operation.
Expert Review — A Tempering Operations Supervisor's Perspective on Autonomous SPC
Conclusion — Autonomous SPC Transforms Glass Tempering from Reactive Quality Management to Real-Time Process Control
Glass tempering operators have faced the same structural challenge for decades: SPC is the most effective tool for detecting process shifts and preventing quality defects, but manual SPC management is impractical during production shifts where operator attention is divided among dozens of process variables and production tasks. Autonomous SPC solves this by automating the pattern recognition, limit calculation, and capability monitoring that operators cannot maintain manually — delivering self-tuning control charts that detect Western Electric rule violations in real time, continuous Cpk tracking that provides advance warning of process drift, and prioritized alerts that enable operators to intervene before defects occur. The 62% reduction in quality-driven downtime, 8-12 minutes of advance warning, and zero additional operator training documented across glass tempering deployments demonstrate that autonomous SPC is ready for production-scale implementation. The platform integrates with existing furnace controllers, conveyor systems, and inspection equipment — no changes to process control infrastructure are required. Book a Demo to schedule an autonomous SPC walkthrough for your glass tempering operation and discover how much downtime elimination is achievable with self-tuning statistical process control.