Compressed air is the lifeblood of manufacturing operations, powering pneumatic tools, controls, and automated systems across assembly lines, stamping shops, and packaging facilities. Yet compressed air is also the most inefficient utility in manufacturing plants, with 20 to 30% of generated air lost to leaks, inefficient pressure regulation, and inadequate maintenance. A single 3mm leak in a plant with 100 psi supply costs $2,700 per year in wasted energy. A manufacturing plant with unmanaged compressed air system degradation can lose $50,000 to $150,000 annually in energy waste alone, before accounting for downtime from equipment failures and pressure drops that halt production lines. Book a demo to see how iFactory tracks air compressor performance and leak detection across your facility.
Why Compressed Air System Maintenance Matters
Compressed air systems in manufacturing plants typically operate continuously, delivering pressurized air to hundreds of pneumatic devices across multiple production areas. Unlike electrical or steam systems with visible consumption data, compressed air consumption is largely invisible. A poorly maintained system delivers the required volume and pressure to operators and equipment, but at continuously rising energy cost because the system must work harder to overcome leaks, heat losses, and pressure drop from dirty or undersized filtration.
The core maintenance challenge is that compressor failure modes develop gradually and are often masked by operator workarounds. When pressure drops 5 psi below specification, operators increase the compressor setpoint by 5 psi to restore performance. This adds 5-7% more energy consumption per 1 psi pressure increase. When filter element becomes saturated, pressure drop increases and the compressor unloads less frequently, running longer. When cooler fouling restricts heat transfer, discharge temperature rises and the compressor must run longer to move the same volume. Each of these degradation modes is individually invisible but collectively compound into a system that is consuming 30-40% more energy than design specification while delivering equivalent nominal performance.
The Air Compressor Problem: Hidden Energy Waste and Reliability Risk
A 3mm leak wastes $2,700 per year in energy cost. A plant with multiple small leaks and no systematic detection program can easily waste $50,000-$150,000 annually. Most plants have no baseline understanding of actual leak volume.
When operators increase compressor pressure to compensate for pressure drop from dirty filters or undersized lines, they trigger exponential energy increases. A 10 psi increase for system convenience costs $30,000-$50,000 per year in extra energy.
A single point of high pressure drop downstream of the compressor affects all equipment fed from that branch. Pneumatic tool performance degrades, cycle times increase, and production throughput suffers silently until pressure drop is severe enough to trigger visible slowdowns.
A compressor running continuously with degraded cooling, contaminated oil, and unmanaged pressure spikes can fail suddenly with no warning. An unplanned compressor failure halts all pneumatic systems simultaneously, costing $150,000-$300,000 in emergency repair and lost production.
Moisture in compressed air corrodes pneumatic tools and shortens actuator life. Water in air lines can freeze in regulators during cold weather, creating sudden pressure drops. Most plants have no active condensate management strategy.
When production lines ramp demand rapidly, pressure drops temporarily and backup compressors activate. If the primary compressor is degraded and cannot respond quickly, peak demand periods trigger frequent auxiliary compressor starts, wasting energy and accelerating primary compressor wear.
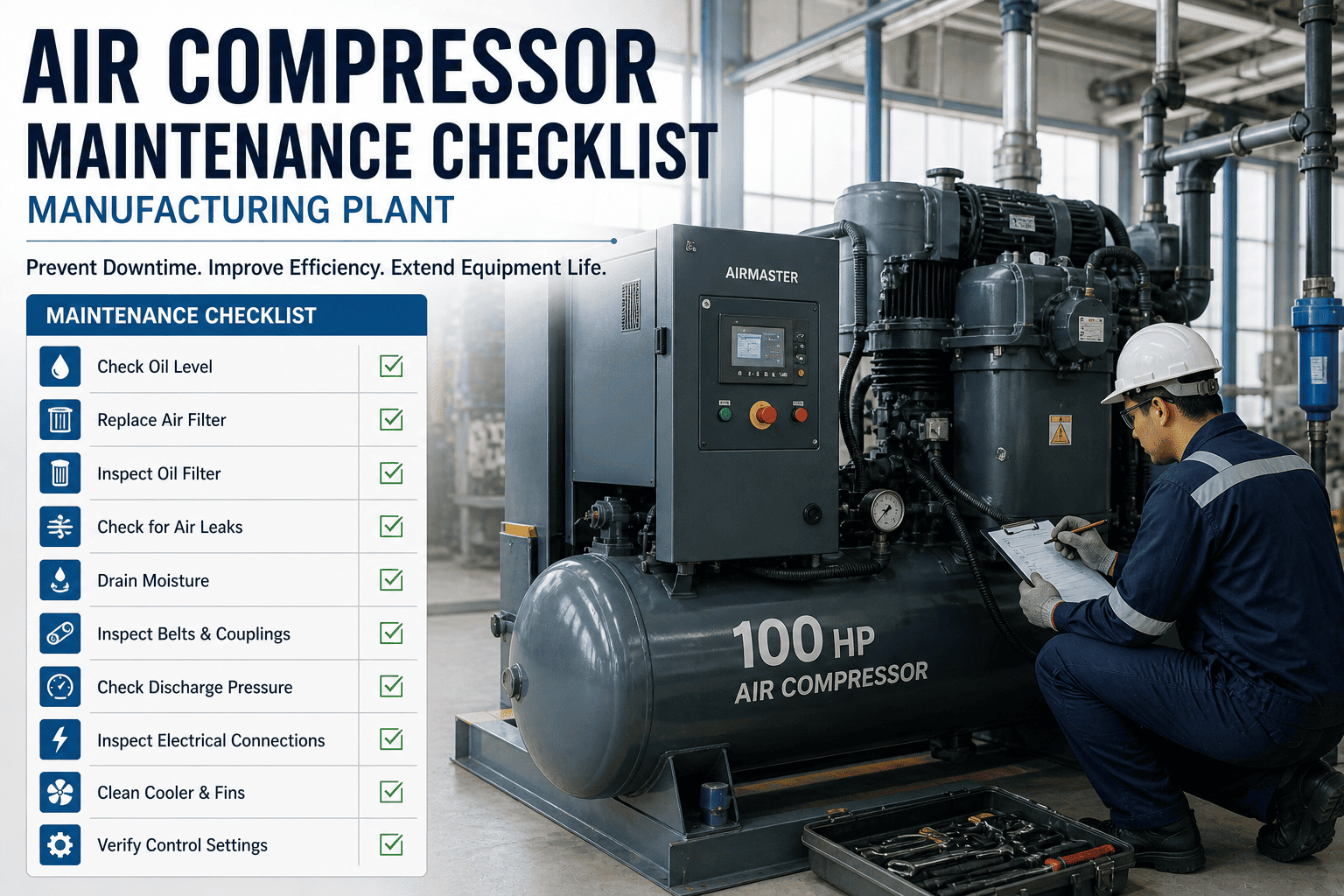
The Complete Air Compressor Maintenance Checklist
A structured air compressor PM program tracks three maintenance dimensions simultaneously: compressor unit condition (oil, temperature, vibration), system efficiency (pressure regulation, energy consumption, leaks), and downstream air quality (moisture, particulate, pressure stability). This checklist covers all three with specific inspection intervals and success criteria.
Section 1: Compressor Unit Condition Monitoring
Section 2: Compressed Air System Leak Detection
Air leaks are the primary efficiency loss in manufacturing compressed air systems. A single 3mm leak in a 100 psi system costs $2,700 per year. Leaks compound: a plant with 5-10 small leaks can waste $15,000-$30,000 annually without awareness.
Section 3: Air Quality and System Efficiency
Compressor Efficiency Analytics: KPI Results
Real Use Cases: Air Compressor Efficiency Improvements
Case 1: Leak Detection Reduced Energy Cost by $38,000 Annually
A mid-sized automotive supplier with a 150 hp compressor was spending $180,000 annually on compressed air energy. A structured leak detection program identified 12 leaks totaling an estimated 35 CFM loss at 100 psi (nearly 8% of compressor output). Repairs included: replacement of 4 worn hose assemblies, sealing 6 connection points with thread tape, and replacement of one stuck solenoid exhaust valve. Total repair cost: $1,200. Annual savings: $38,000.
Case 2: Pressure Optimization Saved $22,000 and Improved Production
A packaging line was operating at 115 psi system pressure to overcome 15 psi pressure drop in an undersized distribution header. Operators had increased the compressor setpoint incrementally over years as demand grew. A system pressure survey revealed the header problem. After replacing the distribution header and optimizing regulator setpoints, system operated at 105 psi with no pressure drop affecting equipment. Energy consumption dropped 13% immediately. Production cycle time improved 3% from more consistent pressure to pneumatic actuators.
Case 3: Preventive Maintenance Avoided $280,000 Emergency Compressor Replacement
A primary compressor suffered bearing degradation that went undetected until catastrophic failure occurred during full production. Replacement compressor required emergency procurement ($45K), overnight freight ($12K), emergency installation labor ($28K), and 18 hours of production shutdown across all pneumatic systems ($195K lost production). Total crisis cost: $280K. A structured vibration monitoring program would have detected bearing wear 6 weeks earlier, enabling planned weekend replacement at $35K cost.
Air Compressor PM Implementation: 8-Week Timeline
How iFactory Solves Air Compressor Maintenance
Real-Time Compressor Performance Monitoring
iFactory integrates with compressor controllers to track discharge pressure, temperature, run time, and load/unload cycles in real time. Performance trends reveal degradation before failure occurs. Pressure setpoint changes are logged and correlated with energy consumption changes.
Energy Consumption Analytics
Track compressor power draw and correlate with production demand and system pressure. Identify the energy impact of leaks, pressure increases, and equipment changes. Compare actual energy consumption to baseline to quantify savings from each repair or optimization.
Leak Detection and Tracking
Log detected leaks with location, severity rating, and repair status. Track which leaks have been repaired and verify energy consumption improvement post-repair. Prevent new leaks from developing by trending pressure stability across distribution piping.
Maintenance Task Automation
Configure PM schedule for all compressors. Daily checks, weekly tasks, and monthly audits are automatically scheduled and assigned to maintenance staff. Completion tracking ensures no PM windows are missed.
Pressure Regulation Monitoring
Track setpoint changes across all regulators. Alert when pressure is increased beyond specification. Correlate regulator setpoint increases with energy consumption increases to quantify the energy cost of pressure changes.
Compressor Reliability Predictions
Monitor bearing temperature, oil condition, vibration trends, and discharge temperature. Predict remaining useful life of critical components. Schedule preventive replacement during planned downtime rather than responding to failures.
Monitor Your Compressed Air System with iFactory
Real-time energy analytics, leak detection, and pressure optimization in one platform. Reduce energy waste by 20-30% and prevent catastrophic compressor failures.
Frequently Asked Questions
Final: Start Your Compressed Air Optimization Program
Reduce Energy Waste and Prevent Compressor Failures
Structured air compressor maintenance and real-time efficiency monitoring reduces energy consumption by 20-30% while preventing catastrophic failures. ROI in 18 months from energy savings alone.

.png)