Ask a QC lead what breaks their traditional machine vision system and the answer is almost never "the camera." It's a shadow that shifted because a forklift parked somewhere new, a product batch with slightly different packaging, or a defect type nobody wrote a rule for. Vision AI was built to absorb exactly that kind of variability instead of failing on it, and the practical differences between the two approaches matter more than most comparison charts let on, which is worth exploring further through a short conversation if you're weighing an upgrade.
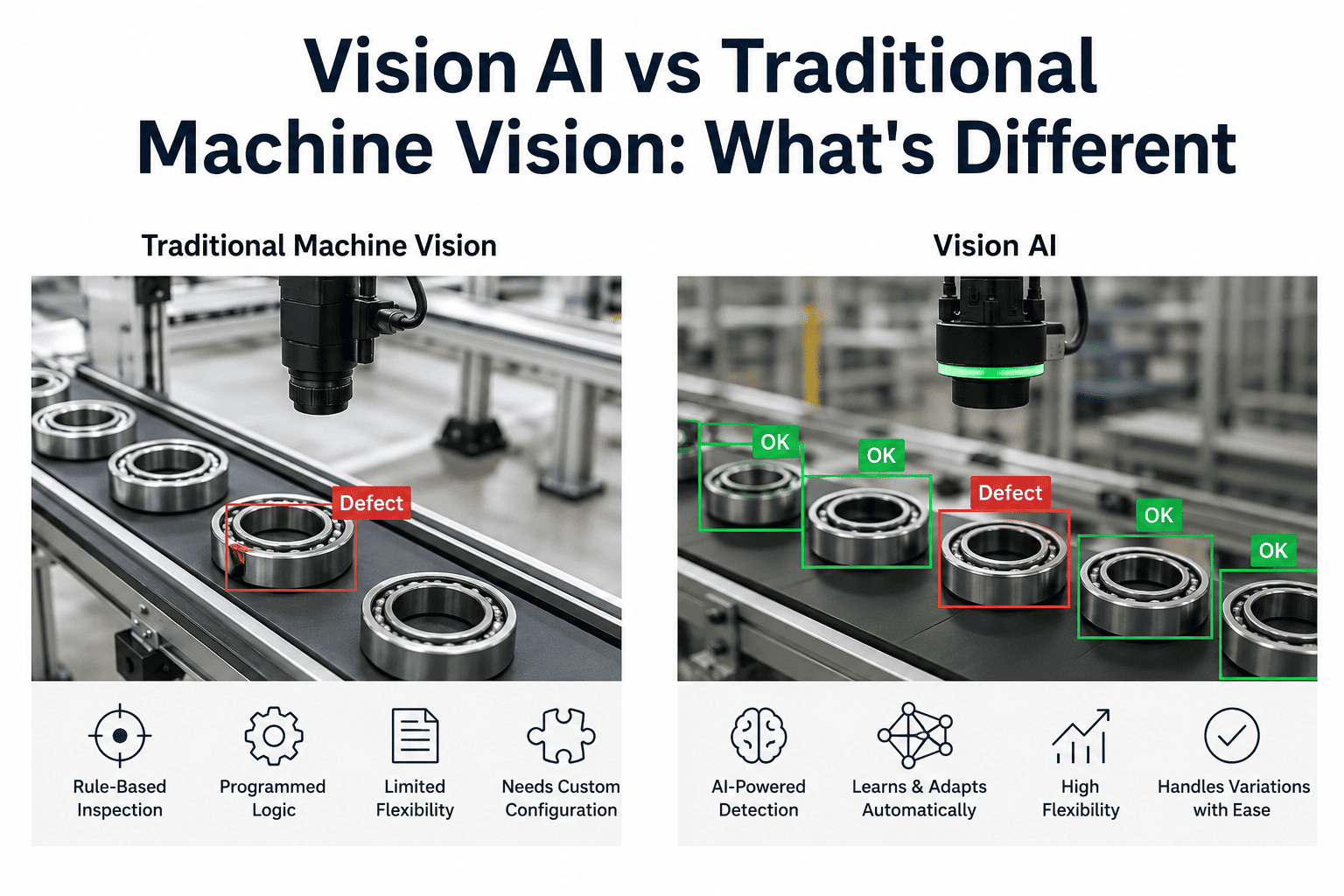
Vision AI vs Traditional Machine Vision: What Actually Changes
Both systems use cameras. Only one of them learns. Here's where that difference shows up on your line, and where it doesn't matter at all.
Traditional Machine Vision
- Relies on fixed rules: pixel thresholds, edge detection, template matching
- Needs controlled, consistent lighting to work reliably
- Struggles with new defect types it wasn't explicitly programmed to catch
- Requires an engineer to rewrite rules when products or packaging change
- Excels at highly repetitive, fixed-geometry checks like presence/absence
Vision AI
- Learns patterns from labeled example images instead of fixed rules
- Tolerates lighting shifts, angle changes, and minor surface variation
- Generalizes to defect types it has seen only a handful of examples of
- Retrains on new data rather than requiring manual rule rewrites
- Excels at variable, high-mix environments with subtle or cosmetic defects
Why Traditional Vision Struggles With Variability
Rule-based machine vision works by comparing incoming pixels against a fixed set of thresholds someone configured during setup. That works well in a controlled cell with consistent lighting and a single fixed product geometry. The moment any of those conditions shift, even slightly, false rejects or missed defects climb, and an engineer has to go back in and manually retune the rules.
Lighting Drift
A bulb dims over months of use, or a nearby door lets in sunlight at certain times of day, and pixel thresholds calibrated under different conditions start misfiring.
Product Variation
A supplier changes packaging slightly, or a new SKU gets added to the line, and rules tuned for the old geometry reject good product or wave through bad product.
Novel Defects
A defect type the system was never configured to detect passes through undetected until a human catches it downstream, often after a customer complaint.
Not Sure Which Approach Fits Your Line?
A quick assessment can show whether your current defect types and product variability call for rule-based vision, AI-based vision, or a hybrid of both.
Side-by-Side Comparison
| Factor | Traditional Machine Vision | Vision AI |
|---|---|---|
| Setup approach | Manual rule configuration per defect | Trained on labeled example images |
| Lighting sensitivity | High, needs controlled environment | Lower, tolerates natural variation |
| New defect handling | Requires new rule for each defect type | Generalizes from limited examples |
| Maintenance | Manual retuning as conditions drift | Periodic retraining on new data |
| Best fit | Fixed geometry, high-speed counting | High-mix, cosmetic, subtle defects |
| Upfront cost | Generally lower for simple checks | Higher initially, lower long-term upkeep |
Why Most Plants End Up Using Both
The comparison isn't really about replacing one system with the other. Plants running mature quality programs typically keep rule-based vision for the checks it's genuinely good at, fast, deterministic presence and dimension checks on fixed geometries, while layering AI-based vision on top for the harder cases: cosmetic defects, surface anomalies, and product lines with enough variation that static rules break down within weeks.
A hybrid setup also reduces risk during transition. Instead of ripping out an existing system that already works for certain checks, most QC leads add vision AI incrementally on the stations where false rejects or missed defects are already causing the most cost, then expand coverage as confidence builds.
Signals It's Time to Consider Vision AI
Your team spends more time retuning vision rules after product changeovers than actually running production.
False reject rates climb whenever lighting conditions shift, even slightly, across a shift or a season.
New defect types keep showing up that nobody configured a rule for, and customers catch them before you do.
You're running a high-mix line where SKU changeovers make static rule sets impractical to maintain.
What Deployment Actually Looks Like
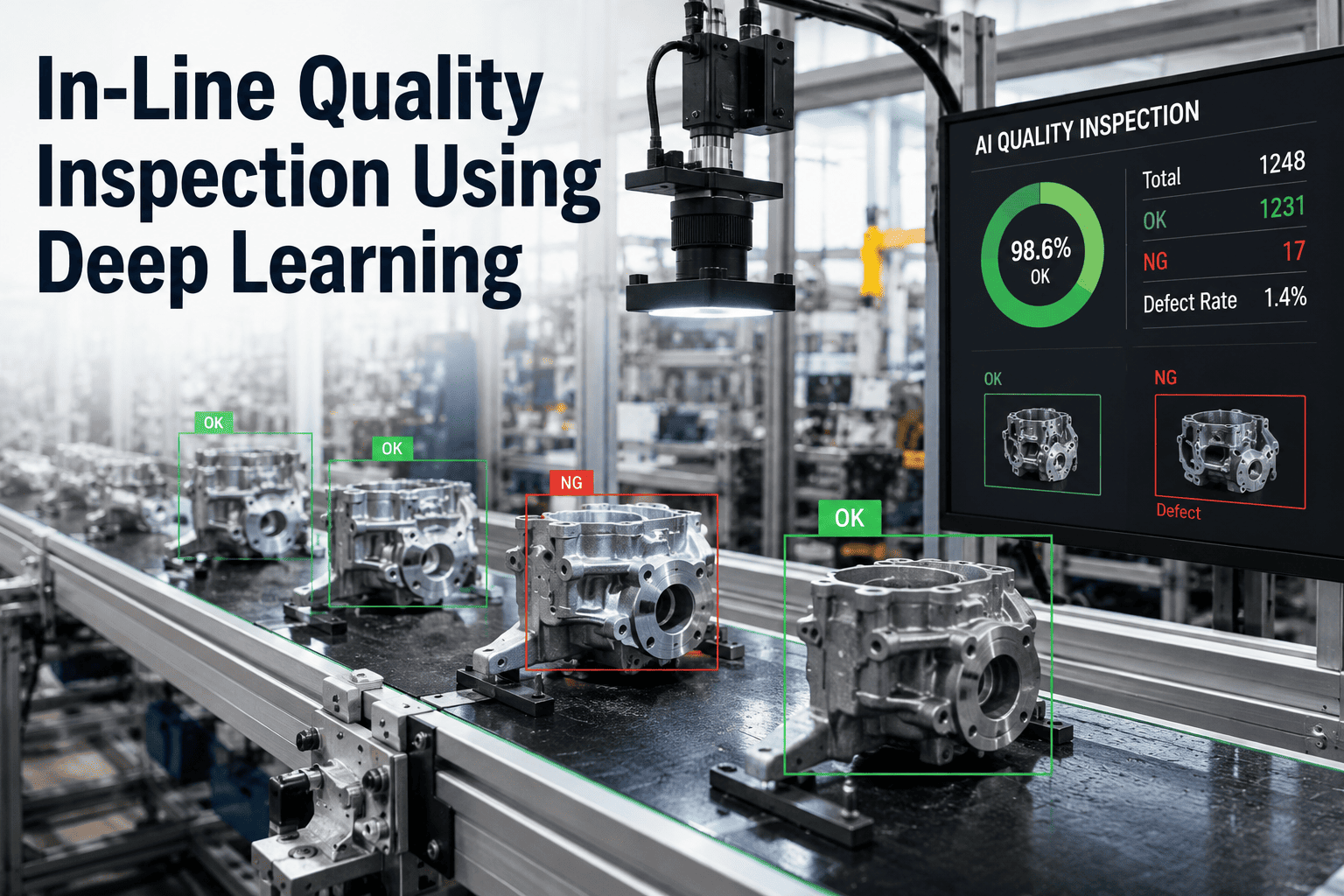
Adopting vision AI doesn't mean starting from a blank slate. Most deployments begin by collecting a set of labeled example images, both good product and known defects, from your existing line. That dataset trains an initial model, which then runs alongside your current inspection process rather than replacing it outright. QC leads compare the AI's calls against the existing system or manual inspection for a defined pilot period before it takes over decision-making.
This staged approach matters because it lets teams build trust in the system's accuracy before removing any human or rule-based safety net, and it gives the model exposure to real production variation rather than only lab conditions.
QC leads who've been through this transition consistently point to one factor that matters more than model accuracy scores on paper: getting line operators and inspectors involved early. Operators who flag edge cases during the pilot period, the odd lighting angle, the unusual product variant, feed directly into what the model needs to see next, which shortens the path to a model that performs reliably under real shop-floor conditions rather than just clean test data.
Common Misconceptions Worth Clearing Up
"Vision AI is a black box no one can explain."
Modern vision AI tools typically include visualization features that highlight exactly which region of an image triggered a defect flag, giving QC teams a clear reason for each decision rather than an opaque pass or fail with no context.
"It only works with huge datasets."
Pretrained base models mean plants no longer need tens of thousands of images to get started. A focused dataset from a few weeks of production, combined with transfer learning, is often enough for a usable first version.
"Once it's trained, it never needs attention again."
Like any model, vision AI benefits from periodic retraining as products, packaging, or lighting conditions evolve, though this retraining is far less labor-intensive than manually rewriting rule sets every time conditions shift.
Thinking Through the Cost Question
Cost comparisons between the two approaches often stop at hardware price, which misses most of the real difference. Traditional machine vision can look cheaper upfront because the cameras and processing units are commodity components, but every product change, lighting shift, or new defect type triggers an engineering hour to rewrite rules. Over a two or three year window, that maintenance labor frequently outweighs the initial hardware savings, especially on lines with frequent SKU changes.
Vision AI shifts more of the cost toward the front end, model training, initial data collection, and integration work, and less toward ongoing manual tuning. The tradeoff makes sense on variable, high-mix lines where rule maintenance would otherwise be a recurring drain on engineering time. On a stable, low-mix line with one or two well-defined defects, that same tradeoff may not pay off, which is why the right answer depends heavily on your specific production profile rather than a blanket recommendation either way.
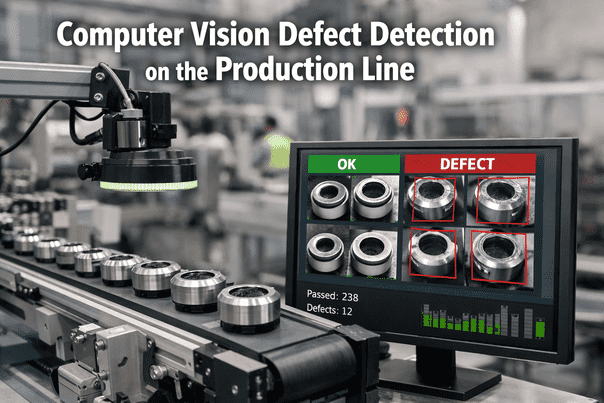
Where Each Approach Tends to Win
Rule-Based Vision Wins
Counting parts on a conveyor, checking that a label is present, verifying a fill line sits within a fixed range, or confirming a cap is seated correctly on a single, unchanging bottle geometry.
Vision AI Wins
Spotting cosmetic surface defects on painted or textured parts, catching subtle weld inconsistencies, sorting products by visual grade, or inspecting across a product line with frequent packaging or SKU changes.
Most quality programs eventually need both categories covered, which is exactly why a hybrid setup, rather than an all-or-nothing switch, tends to be the more practical starting point for plants evaluating this decision for the first time.
Frequently Asked Questions
Do we need thousands of images to train a vision AI model?
No, modern vision AI models can achieve useful accuracy with a few hundred labeled examples per defect category, especially when starting from a pretrained base model rather than from scratch. Rare defect types benefit from techniques that synthetically expand a small dataset. Most plants collect enough images from a few days or weeks of normal production to get started, and accuracy improves as more real examples get added over time.
Will vision AI replace our existing machine vision hardware?
In most cases, no. The cameras and lighting rigs you already have usually stay in place, with the AI model replacing or supplementing the software layer that interprets the images. Some setups add additional cameras for angles the AI benefits from, but a full hardware replacement is rarely necessary. You can review your specific setup through support to confirm compatibility.
How does vision AI handle lighting changes on the floor?
Because the model learns from a range of example images rather than a single fixed threshold, it develops tolerance for reasonable lighting variation as part of training. This doesn't mean lighting no longer matters at all, but it significantly reduces how often small shifts cause false rejects compared to threshold-based systems, which is one of the most common pain points traditional vision teams report.
What happens when a genuinely new defect type appears?
Unlike rule-based systems, which miss anything nobody explicitly programmed for, vision AI models can sometimes flag unfamiliar patterns as anomalies worth reviewing even before they're formally trained on that specific defect. Once confirmed, a small number of labeled examples of the new defect can be added to retrain the model, extending detection coverage without a full system rebuild.
Is vision AI worth it for a low-mix, high-speed line?
For lines with fixed geometry, consistent lighting, and a narrow set of well-defined defects, traditional rule-based vision often remains the more cost-effective choice, since it's fast, deterministic, and doesn't require ongoing model management. Vision AI earns its cost on lines with real variability. It's worth discussing your specific line profile on a scoping call to see which approach fits best.
See How Vision AI Performs on Your Actual Product
A pilot using your own production images shows real accuracy numbers before you commit to a full rollout.