Power plant equipment operates under continuous thermal cycling, pressure stress, and environmental exposure that gradually — and sometimes suddenly — degrades critical components. Steam lines develop wall thinning, boiler tubes form hydrogen damage, turbine blades accumulate creep cracks, and switchyard insulators undergo tracking erosion. Traditional manual inspection catches a fraction of these defects at a point in time. Book a Demo to see how iFactory's AI Visual Inspection platform applies computer vision defect detection to power plant equipment across turbine halls, boiler structures, and switchyards.
AI Computer Vision for Defect Detection in Power Plant Equipment
A technical guide for plant operations and asset integrity leaders deploying deep learning vision models to detect corrosion, cracking, leakage, and thermal anomalies across all power generation asset classes.
Five Core Computer Vision Capabilities for Power Plant Inspection
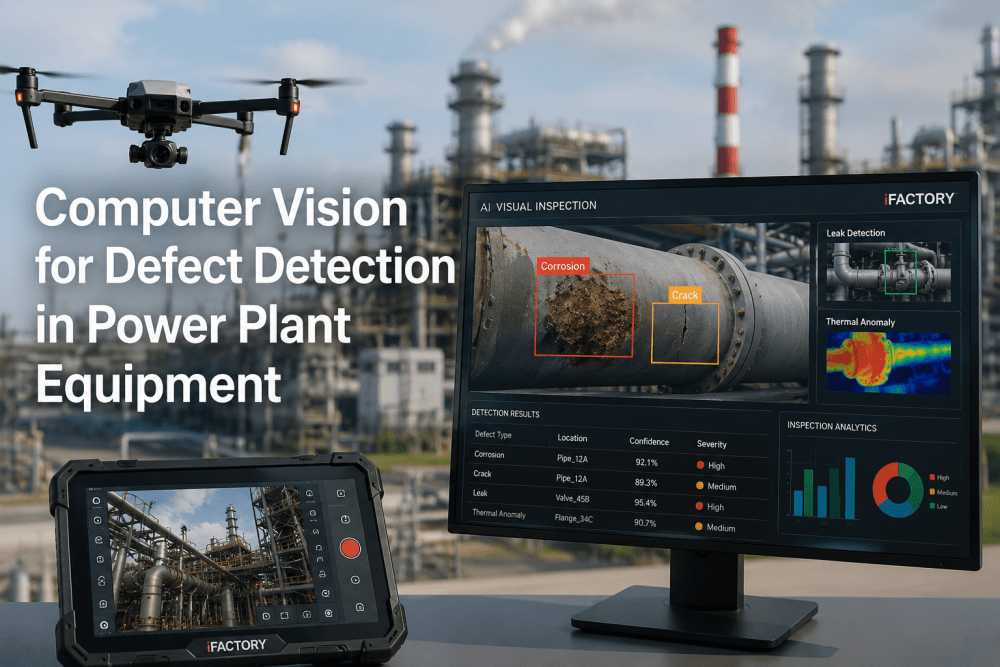
Computer vision defect detection in power plant environments operates on a fundamentally different principle from traditional inspection methods. Rather than relying on a human inspector to identify a crack, corrosion patch, or thermal anomaly during a scheduled walkdown, AI vision models analyze every pixel of every image frame against statistical defect signatures learned from hundreds of thousands of labeled asset images. The detection pipeline operates across four parallel modalities — visual surface analysis, thermal pattern recognition, acoustic spectrogram processing, and temporal change detection — each feeding into a fusion model that assigns a defect probability score and classification to every anomaly detected.
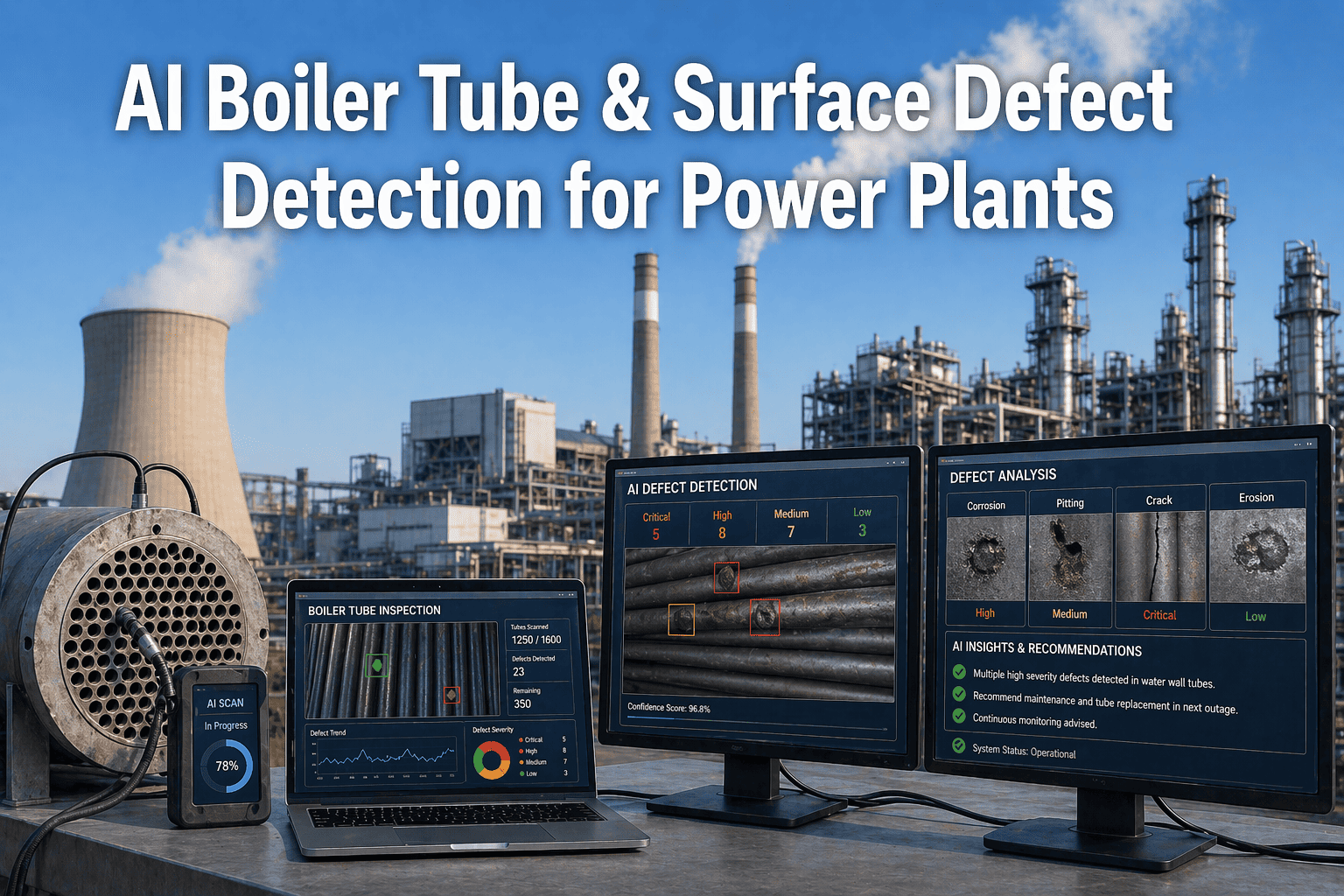
Corrosion & Coating Degradation Detection
Semantic segmentation models classify steam-line surface condition, boiler tube oxidation levels, structural steel coating integrity, and storage tank exterior corrosion. Deployed on drone and quadruped inspection routes covering all outdoor and indoor asset surfaces on a weekly or monthly cadence depending on asset criticality.
Crack Detection & Propagation Monitoring
Object detection and instance segmentation models identify cracks on turbine blades, boiler tubes, cooling tower concrete, and switchyard insulators. Temporal registration enables automatic crack growth measurement between inspection cycles, providing quantitative trend data for remaining-life assessments.
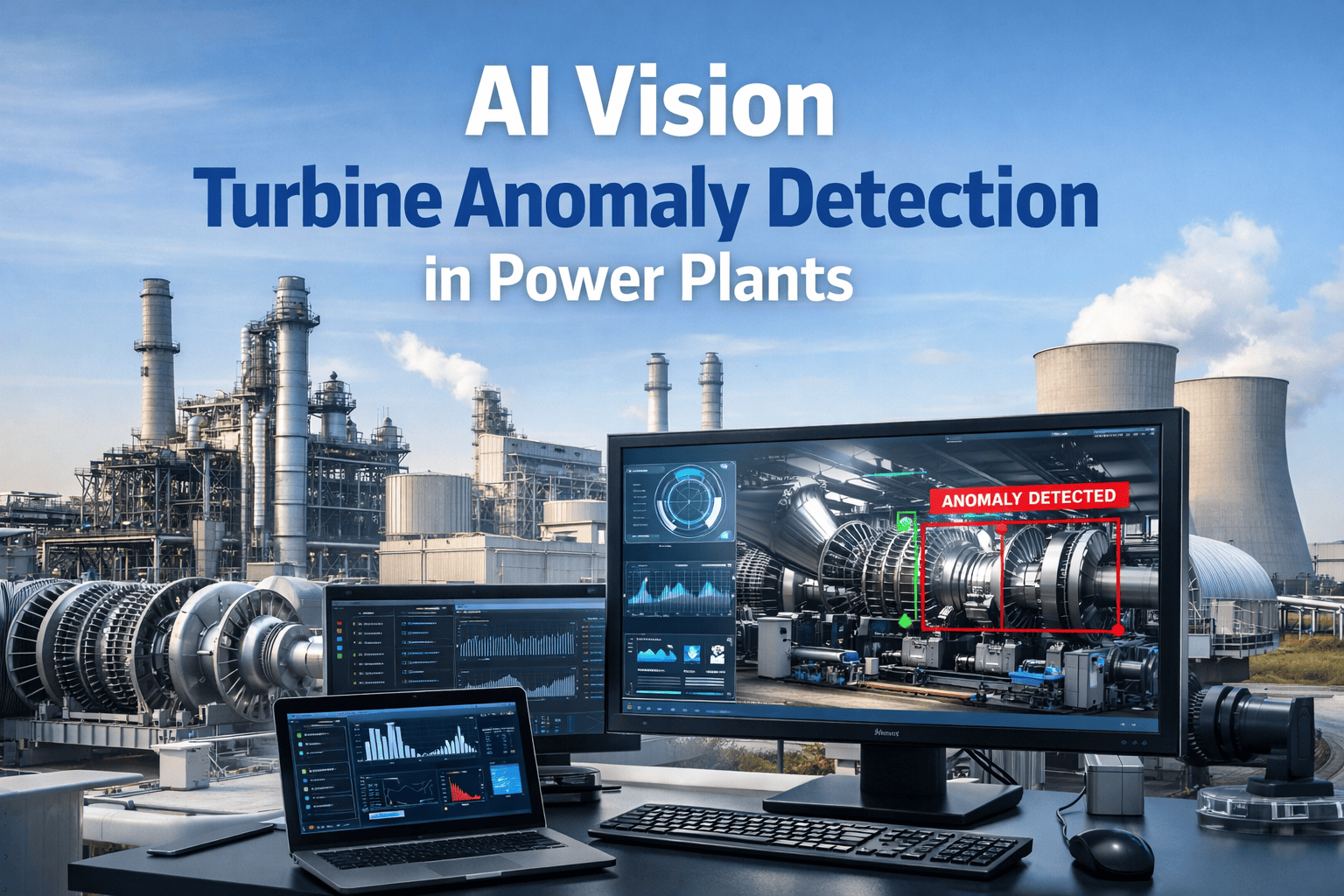
Thermal Anomaly & Hot Spot Detection
Radiometric thermal camera feeds analyzed against asset-specific thermal models that account for load state, ambient conditions, and solar loading. Hot spots on electrical connections, steam-line insulation breaches, boiler wall thinning indicators, and bearing overheating detected in real time during robotic patrols.
Leak Detection & Fluid Escape Analysis
Visual and thermal CV models detect steam leaks, water leaks, oil leaks, and gas escapes by identifying plume shapes, surface wetness patterns, and thermal differentials. Temporal models track leak severity progression between inspection cycles and prioritize re-inspection based on leak rate estimation.
Anchoring & Structural Displacement Monitoring
Visual odometry and feature-tracking CV models measure structural displacement, pipe support movement, anchor bolt loosening, and foundation settlement by comparing current camera frames against baseline registration images. Sub-millimeter displacement detection enables early intervention before structural loading is compromised.
Deploy Computer Vision Defect Detection Across Your Power Plant Fleet
iFactory's AI Visual Inspection platform connects to any camera source — robot-mounted, drone-carried, or fixed-position — and runs defect detection models trained on your specific asset types and degradation patterns. Models deploy at the edge for real-time inference or in the cloud for batch analysis.Book a Demo
Traditional Manual Inspection vs. AI Computer Vision
The difference between scheduled manual inspection and continuous computer vision-based defect detection is not incremental — it is a fundamental shift in inspection philosophy. Manual inspection relies on human visual acuity, memory of prior asset condition, and subjective defect severity judgment at discrete points in time. CV-based inspection applies consistent detection criteria to every asset, every camera frame, every inspection pass — and quantifies every change over time.
| Dimension | Traditional Manual Inspection | AI Computer Vision Inspection |
|---|---|---|
| Inspection Frequency | Quarterly or bi-annual scheduled walkdowns; asset may be inspected only 2–4 times per year | Every robot or drone pass — daily, weekly, or on-demand — with continuous fixed-camera monitoring of critical zones |
| Detection Consistency | Highly variable between inspectors; depends on experience, fatigue, lighting conditions, and attention | Identical detection criteria applied to every asset every pass; false positive rate tuned per asset class |
| Defect Progression Data | Subjective notes and memory; no quantitative growth measurement between inspection cycles | Pixel-level registration computes exact crack growth, corrosion expansion, and displacement changes over time |
| Access Requirements | Scaffolding, confined-space entry, fall protection, or outage scheduling for many asset zones | Robot or drone reaches all zones without scaffolding; outage-independent inspection scheduling |
| Data Output | Paper forms, photo attachments, subjective severity ratings; difficult to aggregate across assets | Structured defect records with GPS location, severity score, growth rate, and time-stamped image evidence |
| Coverage per Shift | 8–15 inspection points per walkdown depending on zone complexity and access conditions | 100–200 inspection points per robot shift; thousands per drone flight with automated image capture |
Industry Expert Perspective on Computer Vision for Power Plant Defect Detection
"I spent the better part of a decade evaluating and deploying computer vision systems across coal, gas, nuclear, and renewable generation assets through EPRI's inspection technology programs. The most persistent pattern I observed was not a technology failure — the models worked — but an implementation failure. Plants would deploy a CV model on a single robot, run it on one boiler tube section, get impressive detection results with 90%+ accuracy, and then expect the system to generalize to every asset class across the entire plant without retraining. Corrosion on a secondary superheater tube looks different from corrosion on a feedwater heater shell. A crack in a steam turbine blade has a different visual signature from a crack in a cooling tower concrete beam. The CV models that succeed at plant scale are not general-purpose defect detectors — they are a portfolio of specialized models, each trained on a specific asset class, with a systematic retraining pipeline that incorporates new defect examples from every inspection cycleBook a Demo ."
Deploy Computer Vision Defect Detection Across Your Power Plant Assets
iFactory's AI Visual Inspection platform delivers the full computer vision stack for power plant defect detection — from model training and edge deployment to alert management and continuous learning — purpose-built for the inspection conditions and asset diversity of power generation environments.
Conclusion: Computer Vision Is a Present Operational Advantage for Power Plant Inspection
The case for AI computer vision in power plant defect detection is built on a foundation that every asset integrity manager already understands: defects do not wait for the next scheduled inspection. Between the moment a crack initiates, a corrosion cell activates, or a hot spot develops and the moment a human inspector sees it, the defect progresses — and every day of undetected progression is a day of remaining useful life that cannot be recovered. Computer vision closes that gap by applying consistent, quantifiable, always-on defect detection to every asset in every zone on every inspection pass. The technology is production-ready, the deployment models are proven across multiple plant types, is measurable within the first deployment quarter. Book a Demo to see iFactory's AI Visual Inspection platform applied to your plant's asset population and defect detection requirements.
You can have a production-ready computer vision defect detection pipeline running on your power plant assets within weeks — connected to your existing robot, drone, and fixed-camera infrastructure. Contact iFactory to see the AI Visual Inspection platform applied to your plant's specific defect detection challengesBook a Demo.
Computer Vision for Power Plant Defect Detection — Frequently Asked Questions
Plant asset integrity managers and operations leaders ask these questions when evaluating computer vision defect detection deployment in power generation environments.