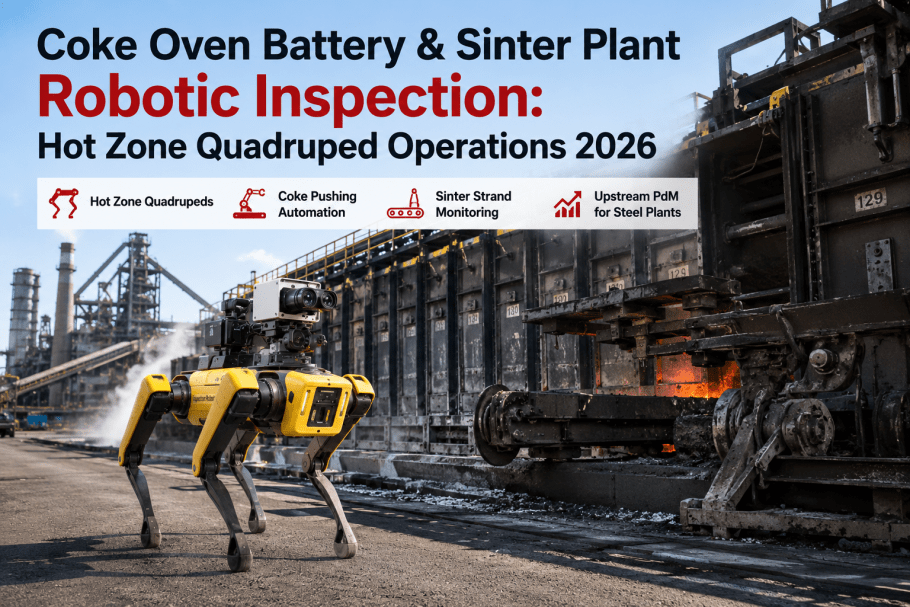
Coke oven batteries and sinter plants operate at the highest sustained temperatures in the steelmaking upstream chain — coke oven flue temperatures exceeding 2,200°F, pusher side ambient temperatures above 180°F during pushing cycles, sinter strand ignition hoods at 2,400°F, and sinter cooler discharge areas where product temperature remains above 400°F for hours after discharge. These conditions make continuous human inspection not only dangerous but physically impossible for extended periods — yet the equipment reliability demands on coke batteries and sinter strands are intensifying as integrated mills push campaign lives longer and environmental compliance requirements tighten. The gap between what needs to be inspected on a coke oven battery and a sinter plant and what can be inspected by human crews under those thermal conditions is the gap that quadruped robotic inspection systems are closing at integrated steel mills in Korea, Japan, Europe, and increasingly in the United States. iFactory's Robotics AI and Predictive Maintenance modules provide the data infrastructure to connect robotic inspection data from coke oven and sinter plant patrols to maintenance workflows, trend analysis, and environmental compliance documentation without disrupting the battery heating cycle or the sinter strand production schedule. Book a Demo to see iFactory's robotic inspection management platform configured for coke oven battery or sinter plant hot zone operations.
COKE OVEN · SINTER PLANT · QUADRUPED ROBOTICS · HOT ZONE INSPECTION · 2026
Coke Oven Battery and Sinter Plant Robotic Inspection — Quadruped Operations in the Highest-Heat Zones of the Steelmaking Upstream
iFactory connects your coke oven and sinter plant robotic inspection data to maintenance workflows, AI analytics, and environmental compliance documentation — enabling continuous hot zone monitoring without human heat exposure.
Why Coke Oven Battery and Sinter Plant Inspection Requires Robotics — The Thermal and Operational Constraints That Human Inspection Cannot Overcome
The upstream steelmaking process chain — coke production from coal carbonization and sinter production from iron ore agglomeration — operates in a thermal environment that has no equivalent anywhere else in the steel plant. A coke oven battery with 40 to 80 ovens operates continuously for 25 to 35 years between major rebuilds, with each oven cycling through charging, carbonization, pushing, and quenching every 14 to 20 hours at flue temperatures that reach 2,200°F. The battery structure itself — the brickwork, the regenerators, the standpipes, the doors, the pusher and coke side machinery — degrades continuously under this thermal cycling, and the inspection gap between scheduled brickwork surveys, door seal checks, and machinery inspections is where unplanned battery events occur. Sinter plants face an equally demanding environment: the sinter strand grate bars operate at 1,800 to 2,400°F at the ignition hood, the sinter cooler handles product at 600 to 1,200°F at discharge, and the windbox and gas cleaning system operate under negative pressure with abrasive sinter dust at elevated temperatures. Both facilities share a common inspection challenge: the zones that most need continuous monitoring are the zones that human inspectors cannot occupy continuously.
01
Coke Oven Door and Seal Integrity Patrol
Coke oven door leaks are the primary source of fugitive emissions from the battery and the most common cause of environmental compliance violations at integrated steel mills. Quadruped robots equipped with MWIR thermal cameras patrol the coke side and pusher side of the battery during the coking cycle, scanning each door seal for temperature anomalies that indicate leakage — a door seal leak produces a localized temperature elevation of 200 to 500°F above the door frame temperature that is clearly visible in thermal imagery. The robot captures a full battery door thermal survey in approximately 45 minutes for a 60-oven battery — compared to 3 to 4 hours for a human crew performing the same survey with handheld thermal cameras, during which the crew is exposed to ambient temperatures above 140°F on the coke side during pushing cycles.
Operational result
Battery door seal inspection coverage increased from approximately 40% per shift to 100% per patrol. Fugitive emission events reduced by an estimated 35-50% at mills deploying robotic door seal patrol with AI anomaly classification.
02
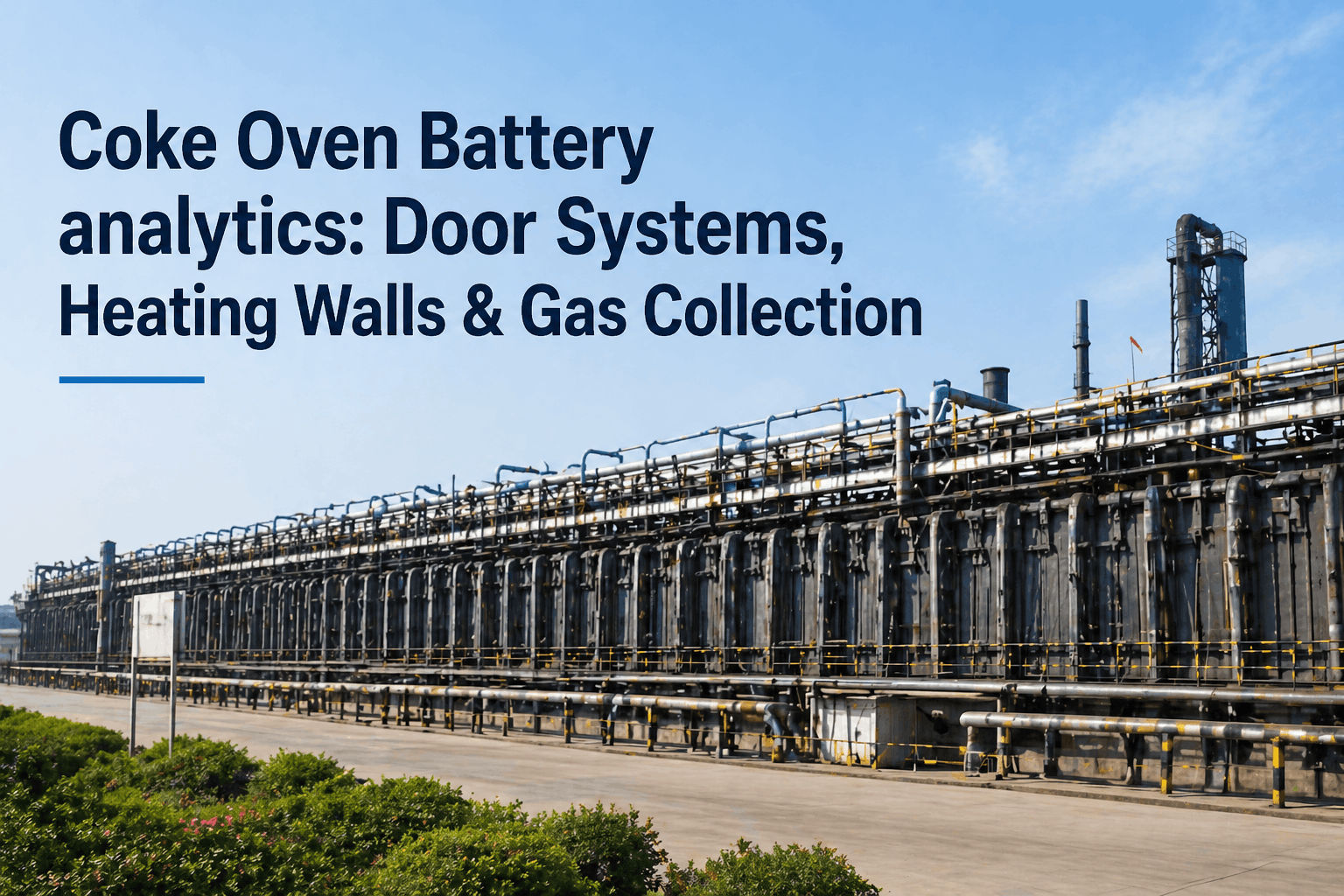
Coke Oven Brickwork and Standpipe Thermal Monitoring
Coke oven brickwork degradation — spalling, cracking, and joint erosion in the silica brick lining — is the primary determinant of battery campaign life and the most costly repair category when it goes undetected. Quadruped robots with high-resolution thermal cameras patrol the battery top and regenerator areas, capturing thermal profiles of the brickwork surface, standpipe bases, and ascension pipe elbows. AI models trained on brickwork thermal signatures detect developing hot spots that indicate brick thinning or joint erosion 60 to 90 days before the damage would be visible during scheduled battery inspections. The robot also measures regenerator dome temperatures to detect combustion channel blockages before they affect heating uniformity across the battery.
Operational result
Brickwork anomaly detection lead time extended from visual detection during scheduled inspections to 60-90 day early warning from thermal signature analysis. One undetected brickwork failure avoided per battery per campaign at deployed mills.
03
Sinter Strand Grate Bar and Pallet Condition Inspection
Sinter strand grate bars operate continuously at 1,200 to 1,600°F during normal production, with local hot spots exceeding 2,000°F when the strand slows or stops with sinter still on the pallets. Quadruped robots equipped with thermal cameras and visual cameras patrol the strand return side and the pallet dump area, inspecting grate bar condition, pallet side plate integrity, and windbox seal condition. The robot detects missing or damaged grate bars that would cause air leakage and strand downtime, identifies pallet deformation that would cause material spillage, and monitors windbox temperature profiles for anomalies that indicate seal degradation or windbox blockage.
Operational result
Strand unplanned downtime reduced by an estimated 22% through early detection of grate bar failure and pallet deformation. Grate bar replacement scheduled based on condition rather than fixed tonnage intervals.
04
Coke Wharf and Quenching Tower Thermal Monitoring
After pushing, incandescent coke at approximately 2,000°F travels down the coke wharf to the quenching tower, where it is sprayed with water to reduce temperature to 200 to 400°F before transport to the blast furnace stockhouse. The quench tower structure, wharf refractory lining, and quench water distribution system operate in a high-thermal-cycling environment with corrosive combustion products that accelerate structural degradation. Quadruped robots patrol the wharf and quench tower area between pushes, measuring wharf refractory temperature profiles, quench water spray pattern uniformity, and tower structural corrosion indicators through thermal and visual imaging.
Operational result
Wharf refractory life extended by 8-15% through early detection of thermal cycling damage. Quench water distribution uniformity improved through robotic spray pattern verification after each maintenance intervention.
05
Sinter Cooler and Discharge Conveyor Condition Patrol
The sinter cooler — a circular or linear traveling grate that cools sinter from 1,200°F to 400°F before conveying to the blast furnace stockhouse — is a critical equipment reliability boundary where cooler fan failures, drive chain degradation, and pallet damage cause unplanned strand outages that ripple through the entire ironmaking supply chain. Quadruped robots patrol the cooler perimeter and discharge area, measuring cooler pallet temperature profiles to detect air distribution anomalies, inspecting drive chain tension and sprocket wear through visual imaging, and monitoring discharge conveyor belt condition for hot spot development that indicates sinter carryback ignition risk.
Maintenance planning impact
Cooler drive chain replacement scheduled based on sprocket wear trending rather than calendar intervals. Discharge conveyor hot spot detection eliminates sinter carryback ignition events that cause conveyor belt damage and unplanned strand outages.
Quadruped vs. Tracked vs. Rail-Mounted Robot Selection for Coke and Sinter Applications
The coke oven battery and sinter plant environments require different robotic platform configurations depending on the specific patrol zone, thermal exposure, and physical access constraints. Quadruped platforms offer the best mobility across the uneven, debris-laden surfaces of coke oven battery platforms and sinter plant floors. Tracked crawler platforms provide better thermal tolerance and payload capacity for high-heat zones like the coke side door area and the sinter strand ignition hood. Rail-mounted gantry systems offer the most consistent patrol path for fixed-inspection applications such as battery top brickwork monitoring and sinter cooler perimeter patrol. The table below compares the three platform types across the key selection criteria for coke oven and sinter plant deployment. Book a Demo to discuss platform selection for your specific coke battery or sinter plant zone configuration.
| Selection Criterion |
Quadruped Platform |
Tracked Crawler |
Rail-Mounted Gantry |
| Surface adaptability |
Excellent — stairs, gratings, debris, and uneven battery platforms |
Good — flat surfaces only, limited stair climbing |
Fixed — requires dedicated rail installation |
| Thermal tolerance |
Up to 250°F ambient (with thermal shield) |
Up to 400°F ambient (water-cooled chassis) |
Up to 350°F ambient |
| Best application |
Door seal patrol, brickwork thermal survey, wharf inspection, cooler perimeter patrol |
Coke side high-heat zone patrol, grate bar inspection, windbox entry |
Battery top regenerative survey, sinter strand hood area, fixed patrol routes |
| Battery life per charge |
60-90 minutes typical patrol runtime |
Unlimited via tether — continuous runtime |
Unlimited via power rail — continuous runtime |
Coke Battery and Sinter Plant Robotic Inspection Deployment — A Phased Approach from Pilot to Full Production
The deployment of robotic inspection at a coke oven battery and sinter plant follows a phased approach that prioritizes the highest-risk inspection zones first, validates robotic platform reliability in the specific thermal and particulate environment, and expands to additional patrol zones as the operations team gains confidence in the system. The four-phase deployment timeline below is based on deployments at integrated steel mills in Europe and Asia where quadruped robots have been operating on coke batteries and sinter strands since 2023, with lessons from those deployments incorporated into the phased approach.
Pilot Zone Selection and Baseline Thermal Survey — Months 1-2
The deployment begins with a single robotic platform deployed on one patrol zone — typically the coke side door seal inspection route or the sinter strand grate bar patrol path. The pilot phase focuses on three validation objectives: thermal image quality and robot navigation reliability in the battery or strand environment, data transmission stability through the plant wireless network in the presence of high electromagnetic interference from battery machinery and sinter strand drives, and baseline thermal data collection covering 14 to 21 days of operation to establish the temperature profile baselines for each inspected component. The pilot team includes the coke plant or sinter plant operations manager, the maintenance supervisor, and the IT network engineer who will support the production deployment.
AI Model Training and Production Validation — Months 3-5
With the pilot-phase thermal baseline data established, AI models are trained to classify coke oven door seal leaks, brickwork hot spots, sinter grate bar failure signatures, and wharf refractory degradation patterns specific to the facility's oven configuration and operating conditions. The AI model training uses the 14-21 day baseline data set combined with the facility's historical maintenance records and known failure events. The model accuracy is validated against the maintenance team's manual inspection findings during a 60-day parallel operation period where both robotic and human inspections are conducted and compared. AI model anomaly detection accuracy targets are 85% at initial deployment and 92% after 6 months of retraining on live production data.
Multi-Zone Expansion — Months 6-9
With the pilot zone AI model validated, the deployment expands to additional patrol zones across the coke battery and sinter plant. The expansion sequence follows the risk priority order: from door seal patrol to brickwork and standpipe monitoring (coke battery), and from grate bar patrol to cooler and discharge conveyor monitoring (sinter plant). Additional robotic platforms are deployed as the patrol zone count exceeds the patrol capacity of a single robot — typically requiring a second robot when the daily patrol route exceeds 4 hours of cumulative runtime across all zones. The iFactory fleet management software optimizes patrol routing across multiple robots to achieve inspection coverage of all zones within each shift.
Steady-State Operation and Continuous Improvement — Month 10 Onward
With all patrol zones operational and the fleet management software optimizing patrol routing, the system enters steady-state production operation. The AI models continue to retrain on accumulating patrol data, with quarterly accuracy validation against the plant's maintenance event records. Anomaly detection thresholds are adjusted based on the plant's tolerance for false positives versus missed detections — a calibration that each plant must make based on its maintenance response capacity and risk tolerance. iFactory provides monthly performance reports showing patrol coverage percentage, anomaly detection count by zone, work order generation rate, and estimated cost avoidance per patrol zone.
COKE OVEN · SINTER PLANT · QUADRUPED DEPLOYMENT · 2026
Your Coke Battery and Sinter Plant Inspection Data Already Contains the Failure Signatures the Quadruped Robots Will Detect — See the iFactory Platform Running with Live Data
iFactory's Robotics AI module connects your coke oven or sinter plant robotic inspection data to maintenance workflows, AI analytics, and environmental compliance documentation from a single platform deployed on your plant network.
Expert Review: What a European Integrated Steel Mill Coke Plant Operations Manager Learned Deploying Quadruped Robots on a 65-Oven Battery
"
I have managed coke oven battery operations for 23 years, and the single most persistent operational frustration has been the gap between how often we need to inspect the battery and how often we can actually inspect it given the thermal conditions on the coke side. We have 65 ovens on our battery, and the standard inspection protocol called for a door seal thermal survey once per shift — but in practice, the coke side survey was completed maybe 60% of the time because there were shifts when the ambient temperature on the pusher side platform was above 160°F for extended periods and the inspector could only stay on the platform in 15-minute intervals with recovery breaks in the control room. The door seal leaks that developed during the shifts when the inspection was incomplete went undetected until the next shift's inspection, if that inspection was completed. We deployed a quadruped robot for coke side and pusher side door seal patrol in early 2024, and within the first week it identified 11 door seal leaks across the battery — some of which had been leaking for an estimated 3 to 5 days based on the thermal signature size. The robot completed the full 65-oven door seal survey in 38 minutes without any human heat exposure. The environmental compliance team calculated that the robot's door seal patrol reduced our fugitive emission exceedance events by 44% in the first year of deployment. The battery brickwork inspection was even more valuable from a campaign life perspective. The robot's thermal camera picked up a developing hot spot on the regenerator dome of oven 24 — a pattern that the AI model classified as a combustion channel blockage that would eventually cause uneven heating across that oven and accelerate brickwork degradation. The maintenance team inspected the regenerator during the next scheduled maintenance window and confirmed a partial blockage in the combustion air channel that had not been visible during any previous manual inspection. That detection alone, based on the refractory damage it prevented, justified the entire first-year cost of the robotic deployment. The robots cost approximately $55,000 per year to maintain and operate. The avoided battery repair cost from that single regenerator detection was approximately $400,000.
— Coke Plant Operations Manager, European Integrated Steel Mill — 23 Years Coke Battery and Byproducts Operations — Lead Engineer, European Coke Plant Quadruped Robotics Deployment — German Steel Institute (VDEh) Coke Committee Member
Conclusion
Coke oven batteries and sinter plants represent the most thermally demanding inspection environment in the integrated steelmaking chain — and consequently the largest gap between the inspection frequency needed for reliable operation and the inspection frequency achievable by human crews working under those thermal conditions. Quadruped and tracked robotic platforms equipped with thermal imaging cameras, AI anomaly detection models, and automated work order generation are closing that gap at integrated steel mills across Europe, Asia, and now the United States. The documented results across deployments at coke batteries and sinter plants — door seal leak detection rates improved from approximately 60% per shift to 100% per patrol, battery brickwork anomaly detection lead time extended from visual detection to 60-90 day early warning, and fugitive emission exceedance events reduced by 35-50% — demonstrate that robotic inspection in these upstream hot zones delivers measurable operational, safety, and environmental compliance value.
iFactory's Robotics AI and Predictive Maintenance modules provide the data infrastructure to connect coke oven and sinter plant robotic inspection data to the plant's CMMS, AI analytics platform, environmental compliance reporting system, and digital twin — without modifying the battery heating system, the sinter strand control system, or the existing SCADA infrastructure. The platform is deployed on the plant network and supports any robotic platform configuration — quadruped, tracked crawler, or rail-mounted gantry — through standard API and OPC-UA protocol interfaces. Book a Demo to see iFactory's robotic inspection management platform configured for a coke oven battery or sinter plant environment, or contact support to schedule a site-specific deployment assessment with the iFactory upstream steelmaking robotics team.
Deploy Robotic Hot Zone Inspection on Your Coke Battery and Sinter Plant — With iFactory's Data Integration Layer Connecting Robot Patrols to Maintenance Actions
iFactory connects your coke oven and sinter plant robotic inspection data to your CMMS, AI analytics, and environmental compliance system — deployed on your plant network with zero cloud dependency. Supports quadruped, tracked crawler, and rail-mounted gantry platforms.
Frequently Asked Questions About Coke Oven Battery and Sinter Plant Robotic Inspection