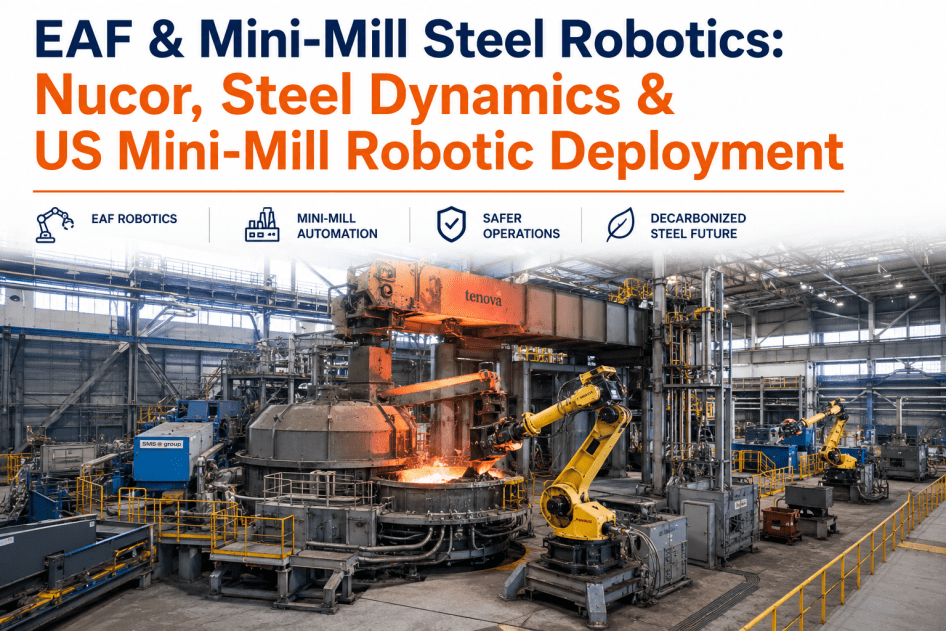
Electric arc furnace steelmaking in the United States now accounts for over 70% of domestic raw steel production, driven by Nucor, Steel Dynamics, Commercial Metals, and Charter Steel. Mini-mill operators have historically led the industry in production efficiency, but the next frontier is operational autonomy. Robotic deployment across the EAF melt shop—from scrap yard management and robotic scrap charging to EAF panel inspection, robotic electrode changing, off-gas system monitoring, automated tapping, and slag detection—is reshaping what a mini-mill workforce can achieve. With Nucor deploying over 25 robotic systems across its sheet, plate, and bar mills and Steel Dynamics installing autonomous scrap crane operations at its Sinton and Butler flat-roll facilities, the US mini-mill sector is quietly building the most robotically dense steelmaking environment in the world. This case study examines the robotic technologies, deployment patterns, and measurable operational outcomes defining this transformation.
Is Your EAF Melt Shop Running on Automated Robotic Operations?
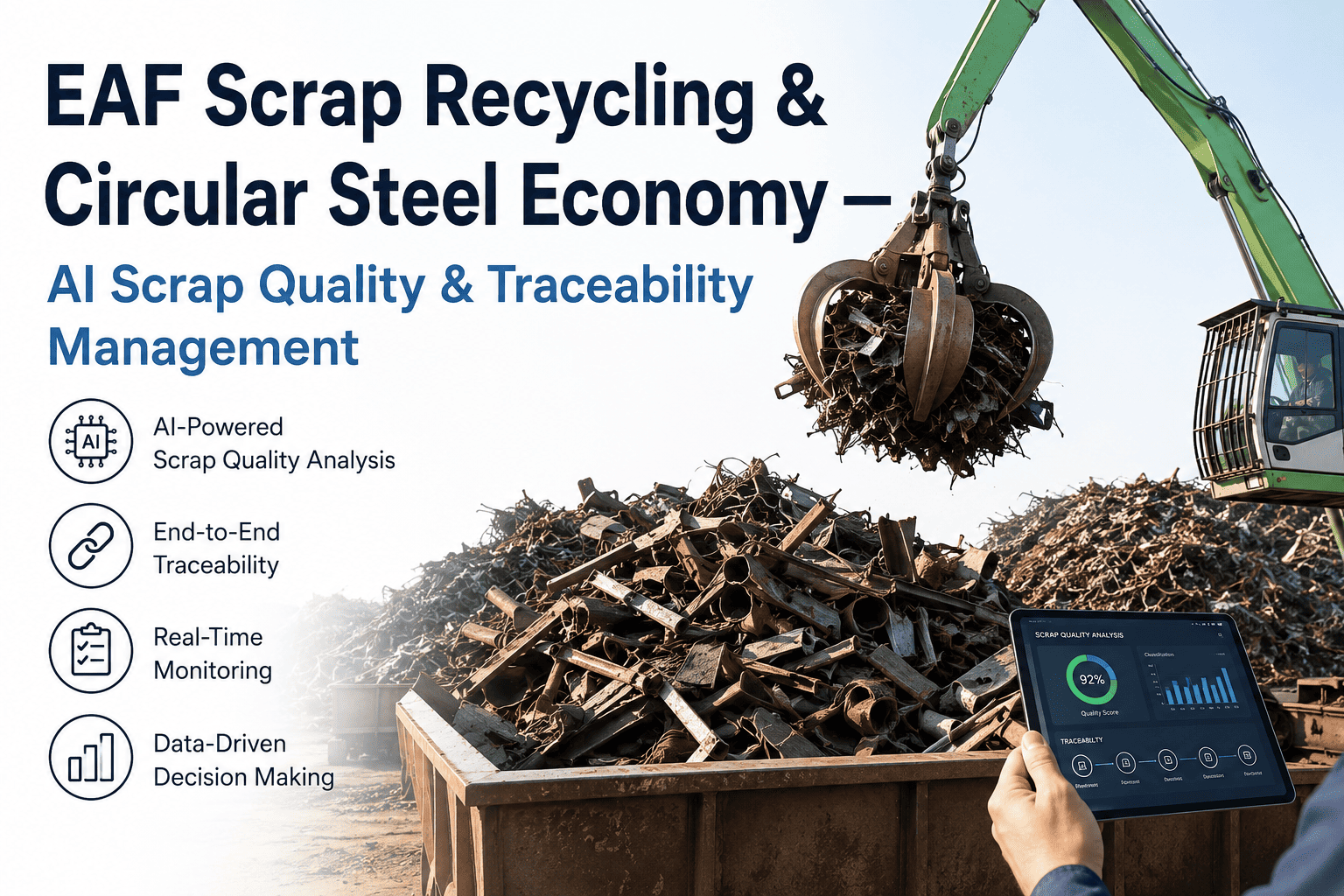
iFactory AI delivers integrated robotic solutions for scrap yard automation, EAF panel inspection, off-gas monitoring, electrode changing, and tapping robotics—purpose-built for US mini-mill production environments.
The Case for Robotic Deployment in US Electric Arc Furnace Steelmaking
The US mini-mill model is built on low-cost scrap sourcing, high-speed melting, and lean organizational structures. A typical EAF melt shop producing 1.5–3.0 million tons annually operates with 50–70 production and maintenance personnel per shift. Every minute of unplanned furnace downtime costs between $1,500 and $3,200 in lost melting capacity depending on grade mix and order book density. Robotic deployment addresses the three highest-impact failure domains in the EAF melt shop: electrode system failures (accounting for 22–28% of unplanned EAF downtime), scrap handling delays (15–20%), and panel or off-gas system degradation (12–18%). Systems deployed at Nucor, Steel Dynamics, and Commercial Metals facilities have documented electrode breakage reductions of 40–55%, scrap charging cycle time improvements of 18–25%, and a measurable reduction in furnace delta-T events from water-cooled panel degradation.
Five Robotic Deployments Transforming US Mini-Mill Operations
Robotic systems in the EAF melt shop span five primary application areas: scrap yard autonomous cranes and sorting robots, EAF electrode inspection and robotic changing, water-cooled panel and off-gas system robotic inspection, automated tapping and slag detection robotics, and ladle furnace (LMF) robotic operations. Each deployment addresses a specific operational risk and generates measurable financial return through reduced downtime, improved consumable life, or labor optimization.
Autonomous Scrap Yard Cranes & Robotic Sorting Operations
Scrap yard operations at US mini-mills process 1.5–3.5 million tons of ferrous scrap annually per facility. Traditional scrap bucket loading relies on overhead crane operators with 20–35 years of experience who visually grade scrap quality and select bucket makeup based on melt shop chemistry requirements. Robotic scrap yard systems replace or augment operator decisions with AI vision-based scrap classification, automated crane path planning, and robotic scrap sorting platforms. Steel Dynamics installed autonomous scrap crane operations at its Sinton, Texas EAF facility in 2025, achieving a 22% reduction in scrap-to-bucket cycle time and a 12% improvement in bucket weight accuracy. Nucor's Berkeley and Crawfordsville divisions have deployed robotic scrap sorting arms that use LIBS (laser-induced breakdown spectroscopy) sensors to classify shredded scrap by grade before bucket loading.
- AI vision scrap classification — real-time grade identification from moving scrap piles at crane bucket scale
- Autonomous crane path planning — optimized bucket fill sequence based on melt shop demand and scrap yard layout
- Robotic LIBS sorting arms — per-bucket chemical composition verification before furnace charging
- Weight accuracy improvement from +/– 2 tons to +/– 0.5 tons per bucket charge
Robotic Electrode Inspection, Joint Cleaning & Automated Changing
Electrode column failures—nipple breakage, joint separation, and sidewall spalling—are the single largest cause of unplanned EAF downtime at US mini-mills. Each electrode column failure costs $35,000–$75,000 in consumable loss, production delay, and crane recovery time. Robotic electrode inspection systems deploy laser profilometry and thermal imaging at the electrode column during furnace operation, detecting surface cracks, oxidation patterns, and joint gap anomalies before they propagate. Nucor's robotic electrode changing systems have logged over 2,000 automated change operations across its sheet mill fleet, reducing average electrode change time from 45 minutes to 14 minutes and virtually eliminating nipple breakage events. AMI Hellinger and Deutsche Edelstahlwerke have deployed similar systems that achieve electrode breakage reduction of 40–55% in high-productivity EAF operations.
- Laser profilometry of electrode column surface — crack detection at sub-millimeter resolution during furnace operation
- Automated joint cleaning — robotic brush and compressed air preparation of electrode socket surfaces before column makeup
- Robotic nipple installation with torque-controlled grippers — consistent 100% joint integrity verification
- 45-minute manual change compressed to 14-minute automated cycle; 40–55% reduction in breakage events
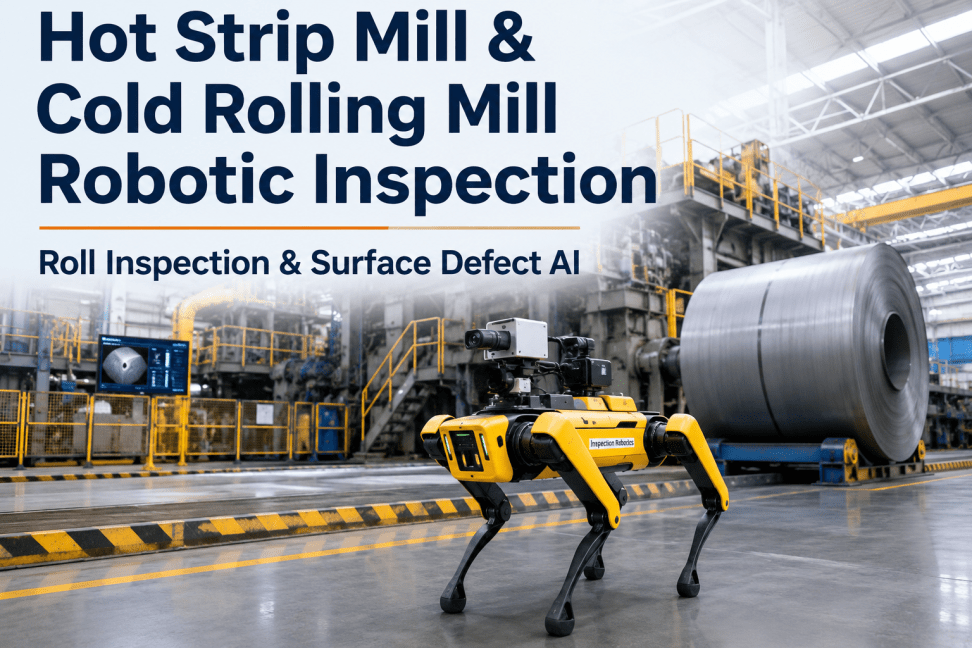
Water-Cooled Panel & Off-Gas System Robotic Inspection
EAF water-cooled panel failures are among the most dangerous events in steelmaking, with the potential for steam explosion when water contacts molten steel. Traditional inspection relies on visual checks during furnace turnaround windows and thermal camera scans from the melt deck. Robotic inspection platforms—both quadruped and magnetic crawler configurations—now enter the EAF vessel between heats to perform ultrasonic thickness measurement and high-resolution thermal imaging of water-cooled panels, roof panels, and off-gas duct elbows. Commercial Metals' Arizona EAF facility deploys a magnetic crawler robot for furnace shell inspection that completes a full panel survey in under 18 minutes, detecting panel thinning 8–12 weeks before wall breakthrough risk. Off-gas system robotic inspection at multiple Steel Dynamics facilities uses thermal drone platforms to map refractory wear patterns in the elbow section and reaction chamber.
- Magnetic crawler and quadruped platforms for EAF vessel panel inspection between heats
- Ultrasonic thickness mapping of water-cooled panels — 8–12 week early warning on thinning patterns
- Off-gas system thermal drone inspection — refractory wear mapping in elbow and reaction chamber sections
- Automated temperature delta monitoring across all panel zones — real-time detection of steam-generating hot spots
Automated Tapping & Robotic Slag Detection Systems
Eccentric bottom tapping (EBT) operations at US mini-mills require precise coordination between furnace tilting, tap hole condition, and slag carry-over detection. Manual slag detection relies on visual observation by the furnace operator and acoustic monitoring of the tapping stream. Robotic slag detection systems deploy electromagnetic sensors and thermal imaging arrays at the tap stream, providing real-time slag carry-over measurements accurate to +/– 0.5 tons. Automated tapping robotics at multiple Nucor divisions position the tap hole drill and mud gun with robotic precision, reducing tap hole refractory wear and extending campaign life by 25–30%. Robotic tap hole clay injection systems developed in collaboration with European refractory suppliers maintain consistent tap hole length and diameter, reducing tap-to-tap variability in the tapping phase by 35%.
- Electromagnetic slag detection at tapping stream — +/– 0.5 ton slag carry-over measurement accuracy
- Robotic tap hole drill and mud gun positioning — extended tap hole refractory life by 25–30%
- Automated clay injection with depth-controlled refractory filling — consistent tap hole geometry between heats
- 35% reduction in tapping phase duration variability through robotic positioning consistency
Ladle Furnace Robotic Operations & Automated Alloying
Ladle furnace operations at US mini-mills handle temperature adjustment, chemistry trimming, and inclusion modification for every heat before casting. Robotic LMF systems at Charter Steel's Saukville and Wisconsin facilities manage electrode column maintenance and automated alloy wire feeding. The robotic electrode inspection platform performs surface condition assessment of the LMF electrode column during heat processing, detecting oxidation bands and joint condition without interrupting the treatment cycle. Automated alloy addition robotics at Commercial Metals' EAF mills achieve +/– 0.02% chemistry target accuracy through AI-optimized trim calculations and robotic wire feeder positioning, reducing rework heat frequency by 45% and improving first-pass chemistry compliance from 88% to 97%.
- Robotic LMF electrode column condition monitoring — real-time surface assessment during active heat processing
- Automated alloy wire feeding with robotic position optimization — +/– 0.02% chemistry target accuracy
- AI chemistry trim optimization — calculated trim additions based on EAF tap analysis and target grade specification
- First-pass chemistry compliance improved from 88% to 97%; rework heat frequency reduced by 45%
Traditional EAF Melt Shop Operations vs. Integrated Robotic Deployment — The Performance Gap
US mini-mills have optimized manual operations to an extraordinary degree over the past three decades. But the performance ceiling of manual operations has structural limits: electrode change time is constrained by crane availability and operator fatigue, scrap classification accuracy is limited by visual inspection, and panel inspection frequency is bounded by the labor available for furnace turnaround windows. Robotic systems operating in a fully integrated deployment model—scrap yard to ladle furnace—achieve measured performance improvements that manual operations cannot reach regardless of operator experience or staffing levels.
| Operation Domain | Traditional Manual Method | Integrated Robotic Method | Measured Improvement |
|---|---|---|---|
| Electrode Changing | Overhead crane operator + crew of 3; 45-minute change cycle; visual nipple torque verification | Robotic joint cleaning, nipple installation, torque verification; 14-minute automated cycle | 4.1x cycle time reduction; 40–55% fewer breakage events |
| Scrap Bucket Loading | Crane operator visual classification; +/– 2 ton weight accuracy; 18-minute average bucket cycle | AI scrap classification + autonomous crane path; +/– 0.5 ton accuracy; 14-minute bucket cycle | 22% cycle time improvement; 75% reduction in weight variance |
| Water Panel Inspection | Visual inspection at furnace turnaround; thermal camera from melt deck; no thickness measurement | Magnetic crawler UT thickness survey; AI thermal delta analysis; 18-minute full panel survey | 8–12 week early warning; 60% reduction in panel breakthrough events |
| Tapping & Slag Detection | Operator visual observation of tap stream; acoustic slag detection; manual tap hole drill positioning | Electromagnetic slag sensing; robotic drill/mud gun positioning; automated clay injection control | 25–30% tap hole life extension; 35% tapping duration variability reduction |
| LMF Alloy Addition | Operator-calculated trim additions; manual wire feeder positioning; visual electrode condition check | AI chemistry optimization; robotic wire feeder positioning; automated electrode surface scanning | 97% first-pass chemistry; 45% fewer rework heats |
| Off-Gas System | Refractory inspection during annual outage; visual elbow assessment from access platform | Thermal drone patrols on weekly schedule; AI refractory wear prediction; automated elbow temperature mapping | 80% reduction in off-gas refractory breakthrough events; optimized patch scheduling |
A Phased Approach to Integrated Robotic Deployment at Your EAF Melt Shop
Deploying robotics across a US mini-mill EAF melt shop does not require a greenfield facility design or a production shutdown schedule. iFactory AI's robotic platforms are designed for brownfield retrofit on live operating EAF systems, with read-only data integration into existing melt shop control systems, scrap management platforms, and EAF process automation packages. The deployment sequence reflects lessons learned from multi-platform robotic installations at Nucor, Steel Dynamics, and Commercial Metals facilities.
Melt Shop Asset Audit & Robotic Platform Sizing
iFactory engineering teams conduct an on-site audit of EAF melt shop layout, scrap yard configuration, material handling infrastructure, and data system connectivity across the furnace, ladle furnace, and off-gas systems. Priority robotic deployment zones are identified based on historical downtime data, consumable cost drivers, and labor availability constraints. Robotic platforms—including autonomous scrap crane integration modules, electrode inspection and changing robots, magnetic crawler panel inspection units, electromagnetic slag detection arrays, and LMF robotic add systems—are sized and specified for the melt shop's production capacity and operating conditions. Book a Demo to discuss your melt shop's specific configuration and deployment requirements.
Robotic Installation & Site-Specific AI Model Training
Robotic platforms are installed during planned maintenance windows—electrode changing robots during a scheduled electrode column rebuild, scrap crane automation modules during a scrap yard realignment, panel inspection crawlers during furnace turnaround. The 10-week period includes AI model training on site-specific data: scrap classification models are trained on 60 days of scrap yard camera feeds and chemical lab analysis results; electrode surface defect models are calibrated on the melt shop's specific electrode grade, diameter, and current density profiles; panel thickness baselines are established from initial UT surveys. All AI-generated alerts and robotic operation logs are reviewed by melt shop metallurgical and maintenance teams during this validation period.
Full Production Deployment & Cross-System Integration
All robotic systems operate in full production mode across the EAF melt shop. Electrode changing robots run on furnace electrode column rebuild cycles. Scrap yard automation operates on the production bucket schedule. Panel inspection crawlers perform full furnace surveys between every 8–12 heats. Slag detection systems provide per-heat carry-over measurements. LMF alloying robotics manage chemistry trim additions for every heat. All systems integrate through iFactory's melt shop intelligence layer, which feeds electrode consumption dashboards, scrap yard productivity metrics, panel condition trends, and chemistry compliance reports to operations and maintenance teams through existing plant information display systems.
Continuous Benchmarking & ROI Verification
With 7–8 months of robotic deployment data, iFactory AI generates monthly KPI benchmark reports comparing pre-deployment baselines against current performance across all tracked dimensions: electrode consumption per ton, scrap bucket cycle time and weight accuracy, panel breakthrough frequency, tap hole campaign life, LMF chemistry compliance rate, and unplanned EAF downtime by root cause category. These benchmarks quantify the commercial return on the integrated robotic deployment and guide continuous improvement priorities for the subsequent quarter. Model retraining occurs automatically as scrap types, electrode grades, and production schedules evolve.
See iFactory AI's EAF Melt Shop Robotic Platform — Deployed on a Real Production Furnace.
iFactory integrates scrap yard automation, robotic electrode changing, panel inspection, slag detection, and LMF alloying robotics into a single platform purpose-built for the production demands and operating environment of US mini-mill EAF melt shops.
Expert Perspective: What Changes When an EAF Melt Shop Integrates Robotic Operations Across the Full Production Chain
The most significant operational shift that integrated robotic deployment creates in an EAF melt shop is not any single application improvement—it is the system-level effect of connecting scrap yard data to furnace operations and chemistry outcomes in real time. In a conventional mini-mill, scrap classification decisions made at the bucket directly influence melt-in chemistry, electrode consumption, and slag practice, but those connections are mediated by operator experience and take hours or shifts to close. With robotic deployment, the scrap classification data from the AI crane system flows directly into the furnace control model, adjusting power input and oxygen lance programming for the specific scrap mix entering the furnace.
Our Nucor division operates four EAFs across two melt shops with a combined annual capacity of approximately 3.6 million tons. We deployed robotic electrode changing at both facilities in late 2024 and the impact on electrode consumption and unplanned downtime exceeded our internal projections. The electrode breakage rate dropped by 48% in the first six months. What surprised me more was the impact on furnace operators—they had been spending 40–50 minutes every shift managing electrode column maintenance. That time is now available for process optimization. Our off-gas system robotics gave us the same kind of surprise. We had been losing about 1,200 tons per year to off-gas refractory breakthrough events. The thermal drone patrols detected developing wear patterns in the elbow section 11 weeks before the first refractory breach would have occurred. We scheduled the patch in a planned maintenance window. No unplanned outage, no lost production, no safety incident.
The scrap yard automation piece has been the biggest system-level enabler for our melt shop. The AI scrap classification system at our bucket loading station feeds scrap type and quality data to the furnace automation system before the bucket even reaches the furnace. This allows the process control model to pre-set the power input curve and oxygen injection profile for the specific mix of shred, No. 1 busheling, and plate and structural scrap that was loaded. We have seen a consistent 15% reduction in melt-in energy consumption per ton and a 4-minute reduction in tap-to-tap time that directly translates to annual capacity. The robotic LMF addition system took our first-pass chemistry compliance from about 90% to 97% across our highest-volume grades. That 7% reduction in rework heats is pure margin improvement.
The Case for Integrated Robotic Deployment at US Mini-Mill EAF Melt Shops Is Both Operational and Commercial
The operational case for integrated robotic deployment at US mini-mill EAF melt shops is measurable and repeatable: autonomous scrap yard operations reduce bucket cycle time by 22% and improve weight accuracy by 75%, robotic electrode changing compresses a 45-minute manual operation to 14 minutes with 40–55% fewer breakage events, magnetic crawler panel inspection provides 8–12 week early warning on water-cooled panel thinning, electromagnetic slag detection improves tap consistency by 35%, and AI-optimized LMF alloying raises first-pass chemistry compliance to 97%. Each robotic application closes a performance gap that manual operations cannot bridge, and their integration creates a system-level effect: scrap data flows into furnace control, electrode condition informs energy input strategy, and chemistry outcomes feed back into scrap selection decisions.
iFactory AI's EAF melt shop robotic platform is deployable as a brownfield retrofit on live furnace systems without production shutdown, structural modification of furnace buildings, or replacement of existing process automation platforms. The documented ROI from electrode consumption reduction, unplanned downtime avoidance, and chemistry compliance improvement typically delivers full platform payback within 10–14 months at a 1.5-million-ton-per-year melt shop. Book a Demo with iFactory's steel industry team to build a site-specific deployment plan and begin the path to integrated robotic operations at your EAF melt shop.
Deploy Integrated Robotic Operations Across Your EAF Mini-Mill Melt Shop
iFactory AI delivers scrap yard automation, robotic electrode changing, panel inspection, slag detection, and LMF alloying robotics in one platform purpose-built for the production demands and environmental conditions of US mini-mill EAF steelmaking.
EAF & Mini-Mill Steel Robotics — Frequently Asked Questions
Do robotic deployments require modifications to existing EAF furnace structures or scrap yard infrastructure?
No. iFactory AI's robotic platforms are designed for brownfield retrofit. Electrode changing robots mount on existing furnace gantry structures. Scrap crane automation modules integrate with existing overhead crane controls. Panel inspection crawlers operate on furnace shell surfaces without modification. All data acquisition and control integration is read-only from melt shop systems. Book a Demo to review your melt shop deployment environment with iFactory's steel engineering team.
How does AI scrap classification handle the variability in scrap types and quality at different US mini-mills?
The AI scrap classification model is trained on facility-specific imagery during a 60-day calibration window. The system adapts to regional scrap markets, seasonal scrap type availability, and mill-specific grade mix. The model improves continuously through reinforcement learning as chemical lab results confirm or correct the AI's per-bucket composition predictions.
What is the typical payback period for an integrated EAF melt shop robotic deployment?
iFactory AI's documented deployments show full platform payback within 10–14 months at 1.5-million-ton-per-year melt shops. The primary ROI drivers are electrode consumption reduction (28–35% improvement), unplanned downtime avoidance (estimated at $1,500–$3,200 per minute), and chemistry compliance improvement that reduces rework heat costs by 45%.
How do robotic systems operate in the high-temperature, high-dust environment of an EAF melt shop?
Robotic platforms deployed in EAF melt shops are rated for ambient temperatures up to 60 degrees Celsius, with IP65+ enclosures for dust and moisture protection. Electrode changing robots use forced-air cooling and heat-shielded manipulator arms verified for operation within 3 meters of furnace shell surfaces during powered operation.
Can iFactory AI's platform integrate with existing melt shop process automation packages?
Yes. iFactory AI integrates with all major EAF process automation platforms including Primetals, Danieli, SMS group, and ABB systems, as well as scrap management platforms and melt shop MES databases. The integration is read-only on the mill system side, with robotic data streams feeding existing operator displays, historian databases, and reporting tools.