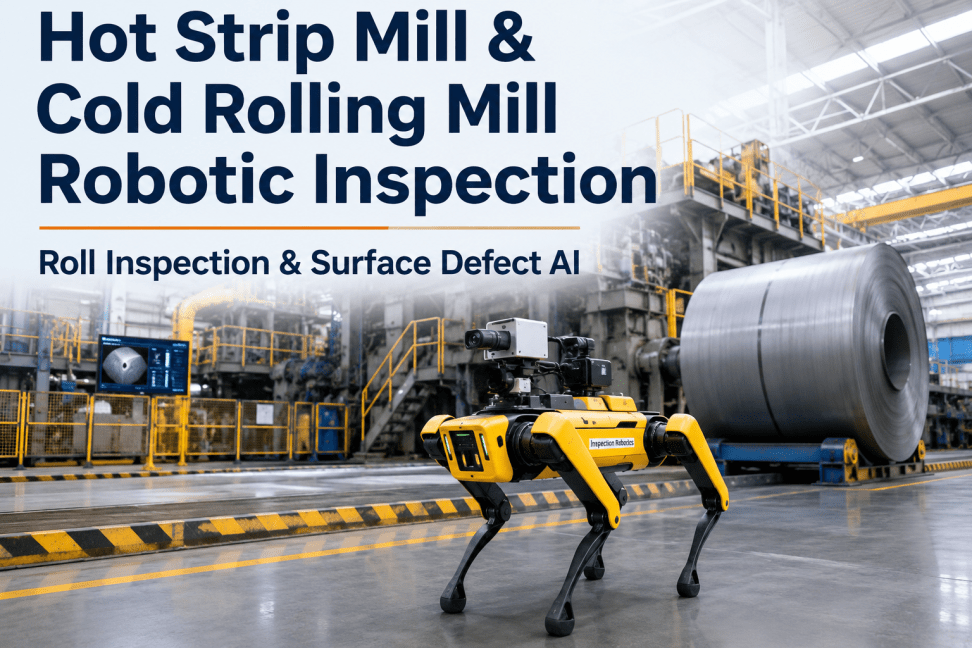
Hot strip mills and cold rolling mills operate at the physical limits of their mechanical systems every production day. Work roll surfaces degrade across a single campaign. Strip surface defects appear at line speed. Mill stand vibrations shift with bearing wear. Coil yard inventories sprawl across acres of outdoor storage. These conditions have traditionally been managed through scheduled inspections, operator experience, and offline quality lab sampling. But the gap between when a condition develops and when it is detected has measurable cost consequences—scrapped coils, unscheduled downtime, roll regrind cycles, and customer claims. Robotic inspection in hot strip and cold rolling mills changes that timeline fundamentally. Integrated with AI defect recognition, autonomous patrol platforms, and continuous surface scanning, robotics closes the detection gap from hours or shifts to real-time.
Is Your Rolling Mill Running on Real-Time Robotic Intelligence?
iFactory AI delivers integrated robotic inspection for work rolls, strip surfaces, mill stands, and coil yards—giving steel operations teams full visibility before defects reach the customer.
The Case for Autonomous Inspection Across the Mill Asset Hierarchy
A typical integrated hot strip mill processes over 4 million tons of steel annually. A single surface defect incident—a rolled-in scale patch, a chatter mark, an edge crack—can scrap an entire coil worth $8,000–$15,000. When that defect propagates across multiple consecutive coils before detection, the financial impact compounds rapidly. Work roll surface degradation costs are equally significant: a single work roll change in a finishing mill costs $25,000–$40,000 in lost production time and roll shop labor. Robotic inspection platforms equipped with AI vision, laser profilometry, and autonomous navigation address these failure modes at the point of origin rather than at the point of downstream detection.
Four Robotic Inspection Use Cases That Deliver Measurable Mill Value
Robotic inspection in hot strip and cold rolling mills spans four primary application domains: work roll surface condition assessment, strip surface defect detection at line speed, mill stand structural and vibration inspection via quadruped platforms, and autonomous coil yard inventory and condition patrols. Each domain addresses a distinct operational risk profile and generates measurable ROI through different commercial mechanisms.
Automated Work Roll Surface Inspection
Robotic work roll inspection deploys laser profilometry and high-resolution line scan cameras to measure roll surface condition immediately after each coil exit. The system detects fire cracks, spalls, thermal fatigue bands, and wear patterns while the roll is still in the mill stand—before the next coil is threaded. AI models trained on millions of roll surface images classify defect types, assign severity scores, and recommend whether the roll can run another coil or requires immediate change. This eliminates the reliance on operator visual judgment during roll changes and extends average campaign life by 12–18%.
- Post-coil surface scanning — full roll face coverage in under 30 seconds per stand
- AI defect classification — fire cracks, spalls, thermal bands, chatter patterns
- Campaign life optimization — data-driven roll change decisions vs. fixed tonnage schedules
- Roll shop integration — condition data feeds regrind schedule and dressing parameter selection
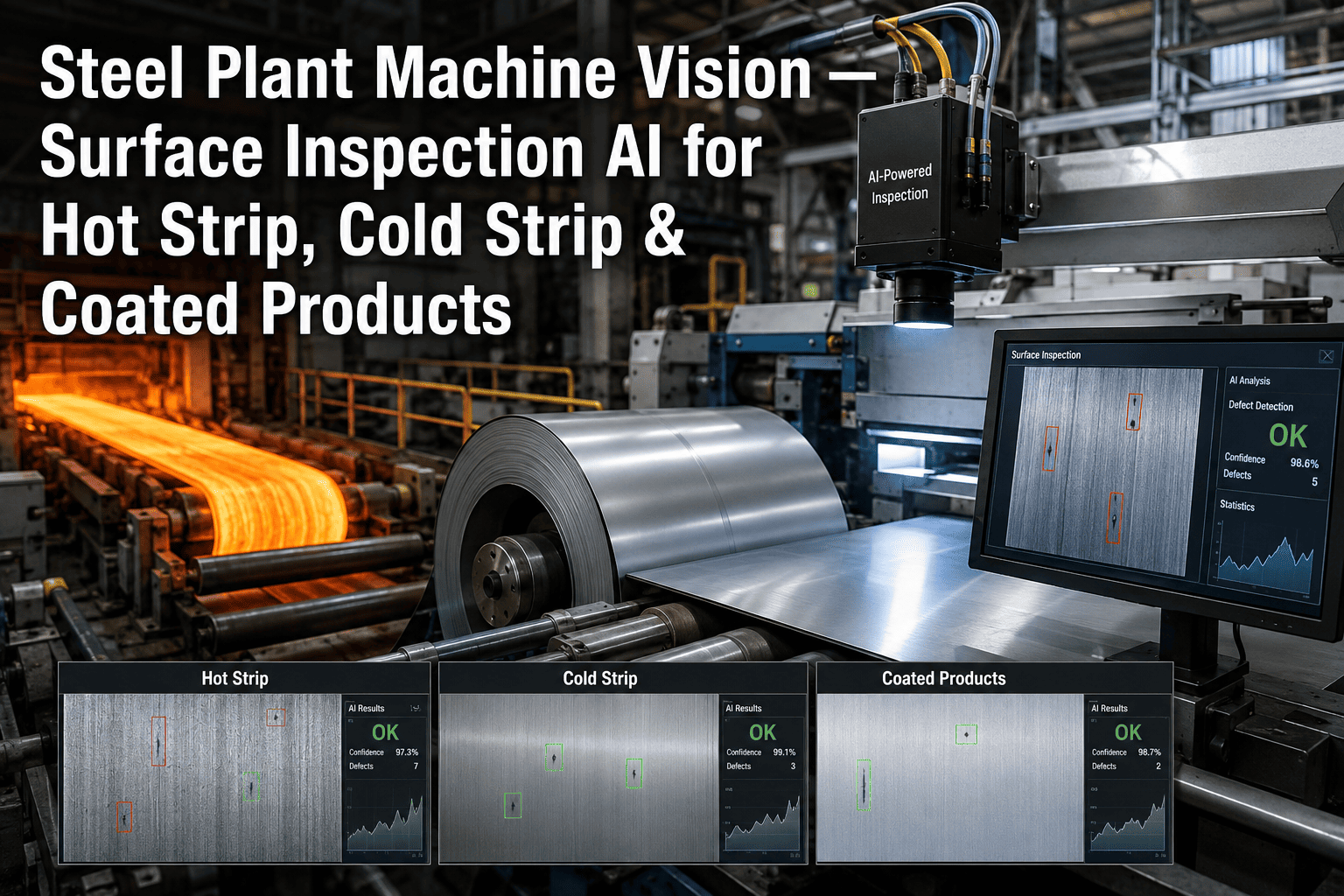
AI-Powered Strip Surface Defect Detection
Strip surface defect AI systems mount line scan cameras and structured light arrays at the exit of the finishing mill and at the entry and exit of the cold rolling mill. Convolutional neural network models trained on over 500,000 labeled defect images classify surface anomalies in real time at line speeds up to 1,800 m/min. Defect categories include rolled-in scale, scabs, slivers, edge cracks, chatter marks, oil spots, and strip break patterns. The system generates real-time alerts to operators, tags defective coil segments for downstream inspection, and builds a per-coil defect map that supports automated quality grading and customer certificate generation.
- Real-time classification at line speeds up to 1,800 m/min with 99.2% defect detection accuracy
- 500,000+ labeled defect image training set across all carbon and stainless steel grades
- Per-coil defect mapping for quality grading, divert decision, and customer certificate generation
- Closed-loop feedback to process setpoints — AI flags upstream conditions driving defect formation
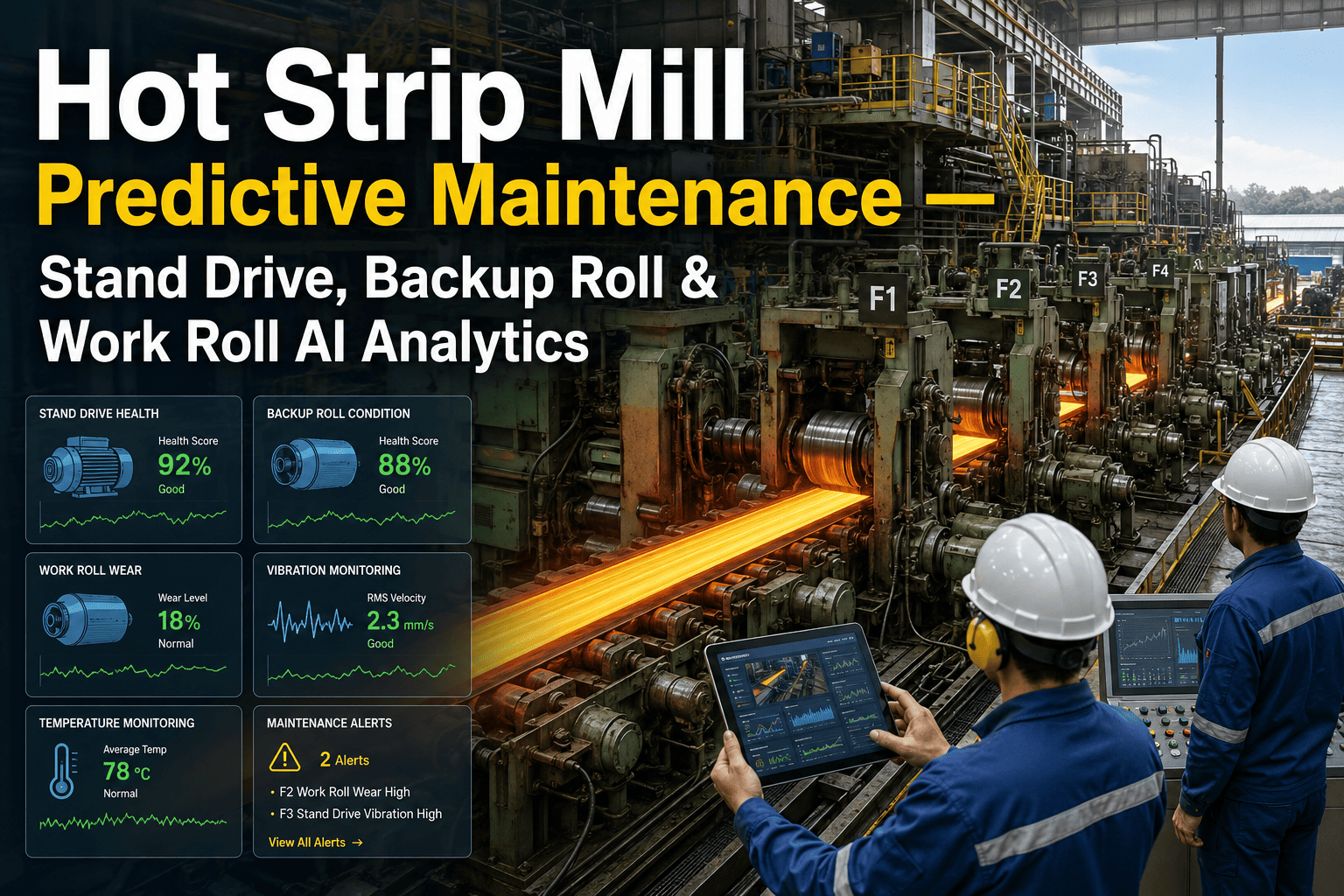
Quadruped Robot Mill Stand Patrols
Mill stand structural and mechanical condition monitoring has historically relied on portable vibration data collection rounds and visual inspections conducted during maintenance windows. Quadruped robots equipped with thermal imaging cameras, acoustic sensors, and three-axis accelerometers now perform autonomous patrols through the mill stand environment during production. These platforms navigate stairs, grating, and confined spaces between stands, collecting vibration signatures, thermal profiles, and acoustic data from each stand housing, spindle bearing, gearbox, and motor. AI models trained on multi-year vibration histories detect bearing degradation, gear tooth wear, and structural loosening 14–21 days before conventional alarm thresholds are crossed.
- Autonomous stand patrols — full mill vibration survey completed in under 20 minutes
- Thermal, acoustic, and vibration data fusion for multi-modal anomaly detection
- 14–21 day early warning on bearing degradation, gear wear, and structural loosening
- Stair and grating-capable navigation — no mill floor modification required for deployment
Autonomous Coil Yard Inspection & Inventory
Coil yards at hot strip mills routinely hold 8,000–15,000 coils across 20–40 acres of paved and unpaved storage. Manual inventory verification, condition assessment, and location tracking consume 4–6 labor hours per shift and still produce location accuracy rates below 90% in many facilities. Quadruped and wheeled robotic platforms equipped with RFID readers, thermal cameras, and barcode scanners now perform autonomous yard patrols, identifying coil location, verifying identification tags, and assessing surface condition—including detecting coil edge damage, corrosion, and storage-induced deformation. AI inventory models reconcile robotic patrol data against the mill's MES and ERP systems in real time, eliminating inventory reconciliation delays and supporting just-in-time coil retrieval scheduling.
- Autonomous yard patrol — full 20+ acre coil yard surveyed in under 90 minutes
- RFID and barcode scanning for 99.5%+ coil location accuracy
- Thermal and visual surface condition assessment for edge damage, corrosion, and deformation
- Real-time MES/ERP reconciliation — inventory data updated with each patrol cycle
Traditional Inspection Methods vs. AI-Powered Robotic Inspection — The Performance Gap
Most U.S. hot strip and cold rolling mills operate with a combination of manual visual inspection, scheduled vibration data rounds, offline quality lab sampling, and operator-dependent roll change decisions. These methods share a common limitation: the detection lag between defect onset and operator awareness is measured in hours, shifts, or even days. Robotic inspection with AI analytics compresses that lag to real-time for surface defects and to 14–21 days for mechanical degradation. The table below quantifies the performance gap across the critical inspection dimensions.
| Inspection Domain | Traditional Method | AI Robotic Method | Documented Improvement |
|---|---|---|---|
| Work Roll Surface | Operator visual check during roll change; fixed tonnage-based campaign limits | Laser profilometry + AI defect classification after each coil; data-driven change decisions | 12–18% campaign life increase; 40% fewer unplanned changes |
| Strip Surface Defects | Offline quality lab sampling every 5–10 coils; operator visual spot checks | 100% inline surface inspection at line speed; AI defect classification and coil mapping | 60–80% reduction in defect escapes; 99.2% detection accuracy |
| Mill Stand Vibration | Portable data collector rounds on weekly or monthly schedule | Autonomous quadruped patrols with continuous vibration, thermal, and acoustic monitoring | 14–21 day early warning; 60–75% reduction in unplanned stand downtime |
| Coil Yard Inventory | Manual visual verification; paper-based location tracking; 4–6 labor hours per shift | Autonomous yard patrol with RFID, barcode, and thermal scanning; real-time MES reconciliation | 99.5% location accuracy; 80% reduction in yard labor hours |
| ROT & Downcoiler | Visual inspection during scheduled downtime; temperature tape verification | Thermal camera patrols; continuous temperature profile monitoring; anomaly trend detection | 50% reduction in cobble-related downtime; earlier coiler drum wear detection |
| Descaler System | Pressure and flow monitoring via SCADA; nozzle inspection during maintenance windows | Robotic nozzle condition inspection; spray pattern AI analysis; pressure-flow correlation modeling | 35% reduction in scale-related surface defects; optimized nozzle replacement intervals |
A Structured Path to Autonomous Robotic Inspection at Your Rolling Mill
Deploying robotic inspection at a hot strip or cold rolling mill does not require replacing existing process control systems, modifying mill stands, or interrupting production schedules. iFactory AI's robotic platforms connect through read-only interfaces to mill SCADA historians, MES databases, and roll shop management systems. The deployment sequence below reflects the phased approach developed at integrated and mini-mill facilities with continuous production requirements.
Mill Asset Audit & Robotic Platform Integration
iFactory engineering teams conduct an on-site audit of mill layout, asset hierarchy, communication infrastructure, and environmental conditions across the hot strip mill and cold rolling mill. Priority deployment zones are identified based on defect frequency, downtime impact, and data availability. Robotic platforms—quadruped units for mill stand patrols, gantry-mounted laser scanners for work roll inspection, line scan camera arrays for strip surface detection—are deployed to their respective zones with no modification to existing mill equipment. Book a Demo to discuss your mill's specific asset configuration and deployment requirements.
AI Model Training & Validation Period
With robotic data streams active, AI models begin training on mill-specific defect patterns, vibration signatures, and roll surface conditions. The strip surface defect AI ingests 60–90 days of production imagery, classifying defect types at 99%+ accuracy before entering production use. Work roll surface models establish baseline campaign profiles for each roll type and stand position. Quadruped patrol vibration baselines are calibrated against known-good mill conditions. All AI-generated alerts are reviewed by the mill engineering team during this validation window to calibrate sensitivity thresholds to site-specific operating conditions.
Full Production Deployment & Closed-Loop Integration
Robotic inspection systems operate in full production mode across all four application domains. Strip surface defect alerts feed the mill's quality management system with real-time coil disposition decisions and customer certificate data. Work roll inspection results integrate with the roll shop management system, driving data-informed roll change scheduling and regrind parameter optimization. Quadruped patrol data streams into the mill's CMMS, generating work orders with anomaly classifications and recommended corrective actions pre-populated for the maintenance team.
Continuous Improvement & ROI Benchmarking
With 9–12 months of robotic inspection data accumulated, iFactory AI runs monthly KPI benchmark reports comparing pre-deployment baselines against current performance across all tracked dimensions: strip defect escape rate, roll campaign life, mill stand unplanned downtime, coil yard labor hours, and customer claim frequency. These benchmarks quantify the commercial return on the robotic inspection platform investment and guide continuous improvement priorities for the following quarter. Model retraining occurs automatically as new defect patterns and operating conditions are encountered.
See iFactory AI's Rolling Mill Robotic Inspection Platform — Live.
iFactory integrates work roll surface scanning, strip defect AI, mill stand quadruped patrols, and autonomous coil yard inspection into a single platform purpose-built for the operational demands of hot strip and cold rolling mills.
Expert Perspective: What Changes When Robotic Inspection Runs Continuously in a Rolling Mill
The single most significant operational shift that robotic inspection delivers in a rolling mill environment is not the detection capability itself—it is the compression of the time horizon between defect onset and actionable information reaching the operations team. In a conventional mill, that lag is measured in hours or shifts for strip surface defects and in weeks or months for mechanical degradation. Continuous robotic inspection collapses that timeline to real-time detection and 14–21 day predictive warning.
What the robotic inspection system changed most fundamentally at our hot strip mill was our relationship with work roll changes. We had a fixed-tonnage campaign schedule—every roll came out at the same tonnage whether the surface was pristine or already fire-cracked. Within the first three months of the laser profilometry system running, it flagged a developing spall pattern on an F2 work roll that would have caused a strip break within the next two coils if it had stayed in the stand. We changed that roll in a scheduled window. No cobble, no scrapped coils, no emergency roll shop call-out. That single avoided strip break covered 40% of the annual platform cost for that mill. The strip surface AI has been equally transformative. Our offline quality lab used to sample one coil in eight. Now we inspect every inch of every coil at line speed and generate quality certificates from the AI defect map. Customer claims on surface defects dropped 65% in the first year.
The quadruped stand patrol capability was the one that surprised me most. I had seen wheeled robots in other industrial environments, but a mill stand environment is a different challenge entirely—stair access, grating floors, water spray, temperatures that would melt conventional electronics. The quadrupeds navigate it without any facility modification. They pick up vibration trends on spindle bearings 18 days before our monthly portable data collection round would have caught them. That predictive lead time transforms the maintenance conversation from emergency response to planned intervention. You do not realize how much reactive maintenance you are carrying until the proactive data stream shows you what you have been missing.
The Case for Robotic Inspection in Hot Strip and Cold Rolling Mills Is Both Operational and Commercial
The operational case for robotic inspection at hot strip and cold rolling mills is direct: AI-based strip surface inspection catches 99.2% of defects at line speed, robotic work roll surface assessment extends campaign life by 12–18%, quadruped mill stand patrols detect mechanical anomalies 14–21 days before failure, and autonomous coil yard patrols deliver 99.5% inventory accuracy while reducing labor hours by 80%. Each application closes a detection gap that traditional inspection methods leave open, and the combination of all four creates an integrated condition awareness layer across the entire rolling mill asset base.
iFactory AI's robotic inspection platform is deployable without modifying mill stands, replacing process control systems, or interrupting production schedules—robotic units are introduced during planned maintenance windows and begin delivering inspection data within the first shift of operation. The documented ROI from a single avoided strip break, a single extended roll campaign, or a single prevented stand failure more than justifies the platform investment in the first year. Book a Demo with iFactory's steel industry team to build a site-specific deployment plan and begin the path to autonomous robotic inspection at your rolling mill.
Deploy Autonomous Robotic Inspection Across Your Rolling Mill Operations
iFactory AI delivers integrated robotic inspection for work rolls, strip surfaces, mill stands, and coil yards—in one platform purpose-built for the production demands and environmental conditions of steel rolling mills.
Hot Strip Mill & Cold Rolling Mill Robotic Inspection — Frequently Asked Questions
Do robotic inspection platforms require modifications to existing mill stands or rolling equipment?
No. iFactory AI's robotic inspection platforms are deployed as non-contact, non-intrusive systems. Gantry-mounted roll scanners install outside the mill stand envelope. Line scan cameras mount on existing structural steel. Quadruped robots navigate mill floors without facility modification. All data acquisition is read-only—there is no write access to mill control systems, no modification to stand housings, and no impact on rolling equipment. Book a Demo to review your mill's specific deployment environment with iFactory's steel engineering team.
What strip surface defect types can the AI vision system detect and classify?
The AI model is trained on over 500,000 labeled images covering all common strip surface defect categories: rolled-in scale, scabs, slivers, edge cracks, chatter marks, oil spots, strip breaks, pinchers, and thermal buckle patterns. The system supports carbon steel, stainless steel, and specialty alloy grades at line speeds up to 1,800 m/min, with per-coil defect mapping that enables automated quality grading and customer certificate generation.
How do quadruped robots navigate the environmental conditions inside a hot strip mill?
iFactory's quadruped platforms are rated for industrial mill environments including ambient temperatures up to 55 degrees Celsius, water spray exposure, scale debris on walking surfaces, and steel grating flooring. The robots navigate stairs, ramps, and confined spaces between stands autonomously using LIDAR and stereo vision SLAM. No mill floor modifications, stairway alternations, or dedicated pathways are required.
What is the minimum data infrastructure required for robotic inspection deployment?
The primary prerequisite is existing SCADA historian or process data acquisition infrastructure with vibration, temperature, and drive current data for mill stand assets, and quality lab data for strip defect model calibration. iFactory performs a data connectivity assessment during pre-deployment to identify any coverage gaps. Most modern U.S. rolling mills have adequate data infrastructure for initial robotic deployment without additional field instrumentation.
How does robotic inspection integrate with the mill's existing CMMS and quality management systems?
iFactory AI's platform integrates with all major CMMS (SAP PM, IBM Maximo, Fiix, UpKeep) and QMS systems through standard API and database connectors. Strip surface defect maps feed quality certificate generation and automated coil disposition decisions. Work roll inspection data populates roll shop scheduling systems. Quadruped patrol alerts generate pre-populated work orders with anomaly classification and recommended actions. All integration is read-only on the mill system side.