A mill wreck on a hot strip mill is one of the most expensive single events in a steel plant's calendar — a spindle failure or a work roll surface breakdown mid-pass can take a stand out of service for days and, in the worst cases, damage adjacent stands as strip material backs up through the mill. Plant managers who track stand drive torque, backup roll bearing condition, and work roll surface wear continuously are catching the mechanical warning signs that precede these failures by weeks, not minutes. The monitoring approach behind that lead time is outlined at ifactoryapp.com/support.
The Warning Window Most Plants Never See
Mechanical failures on a hot strip mill rarely happen without warning — a spindle that eventually shears usually shows torque irregularities for days or weeks beforehand, and a backup roll bearing that eventually seizes shows temperature and vibration drift well ahead of the failure point. The problem is not that the warning signs don't exist, it's that they are buried in raw sensor data streams that nobody is watching closely enough, at a resolution fine enough, to catch the pattern before it becomes an emergency.
The Lead Time Timeline From Warning Sign to Failure
Below is how far ahead of an actual failure each type of warning sign typically appears, based on the specific component and failure mode being tracked.
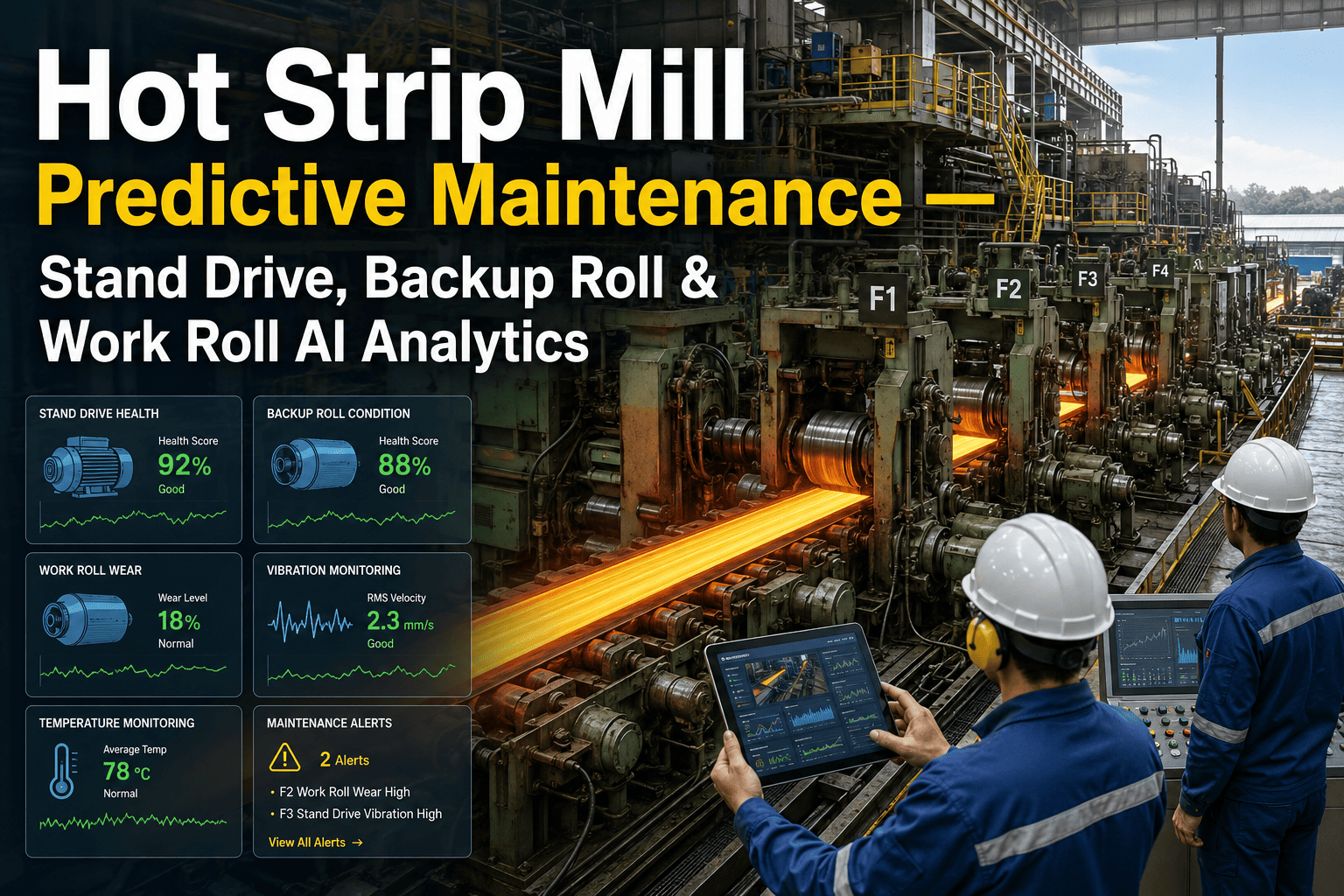
What Each Monitored Component Reveals
| Component | Signal Tracked | Failure Mode Prevented |
|---|---|---|
| Stand Drive Spindle | Torque trend, drive/non-drive side asymmetry | Spindle shear, universal joint failure |
| Backup Roll Bearing | Bearing temperature, vibration signature | Bearing seizure, chock damage |
| Work Roll Surface | Surface temperature profile, strip surface correlation | Roll spalling, surface breakdown |
| Mill Housing | Structural vibration, screwdown load balance | Housing fatigue, uneven roll gap wear |
What Weeks of Lead Time Are Worth
Converting even a fraction of a plant's emergency stand stoppages into planned maintenance windows changes the entire maintenance budget conversation, since planned work costs a fraction of emergency repair and carries none of the secondary equipment damage risk. Book a Demo to size this against your mill's specific stoppage history.
Deployment Across a Multi-Stand Mill
A hot strip mill typically has 5-7 finishing stands, and monitoring is deployed stand by stand starting with the highest-risk or highest-cost-of-failure positions, usually the first two or three finishing stands where roll forces and torque loads are greatest. Sensors integrate with existing drive control and roll cooling systems without requiring changes to mill pass schedules or automation logic, and the full stand lineup is typically instrumented within a single planned outage window.
Frequently Asked Questions
Standard vibration monitoring is typically tuned to detect mechanical faults close to the point of failure, which is why the critical vibration signature often only appears days before a stand stop rather than weeks. This platform combines vibration data with drive torque trends, bearing temperature patterns, and roll surface correlation to catch the earlier-stage warning signs that precede the vibration signature by weeks. The two approaches are complementary rather than competing — your existing vibration system remains a valuable near-term safety layer while this platform extends the warning window significantly further out. Most plants run both systems together rather than replacing one with the other.
Yes, torque and vibration sensors can be added directly to spindle and bearing housings independently of the age of the underlying drive control system, and a gateway device bridges this sensor data into the monitoring platform regardless of what PLC or drive vendor is installed. Mills running legacy drive systems have successfully deployed this monitoring approach without a drive control upgrade. The main consideration for older mills is confirming physical access for sensor mounting, which is assessed during a site survey ahead of installation. This makes the platform viable even for mills that are decades old.
Work roll surface temperature profile data is compared against strip surface quality measurements from existing inspection systems, and the model learns the specific relationship between developing roll surface defects and the corresponding strip surface signatures they produce. This allows the model to flag early-stage roll surface degradation using thermal data alone, well before the defect becomes severe enough to show up clearly in strip surface inspection. Over time, as more roll change and strip quality data accumulates, this correlation becomes more precise for your specific mill's roll grades and cooling practices. The result is an earlier and more specific warning than either data source alone would provide.
Every warning includes a confidence score and an estimated time-to-failure range, giving the plant manager the information needed to make an informed risk decision rather than an automatic shutdown recommendation that ignores production priorities. Lower-confidence, longer-lead-time warnings typically allow production to continue while a maintenance window is scheduled, while higher-confidence warnings closer to the estimated failure point warrant more urgent attention. The decision to continue running or stop always remains with the plant's operations and maintenance leadership. This approach respects that production scheduling involves trade-offs the model does not have full visibility into.
Initial baseline models typically show useful accuracy within the first two to three months of live sensor data collection, since drive torque and bearing temperature patterns for common failure modes are well established across the industry and can be calibrated relatively quickly against your mill's normal operating baseline. Accuracy continues to improve as the model observes actual failure and maintenance events specific to your equipment over subsequent months. Mills with more historical maintenance and failure records available at the start of deployment typically see faster initial accuracy. ifactoryapp.com/support can review what historical data your mill has available to estimate a more specific timeline.