Ferrochrome, ferromanganese, and ferrosilicon producers all run the same core asset — a submerged arc furnace — but the maintenance pressure it puts on a plant manager is unlike almost anything else in the metals industry. Electrode consumption alone can be one of the largest controllable cost lines in the operation, and a poorly timed tap can mean lost production, refractory damage, or worse. Most plants still schedule electrode and furnace maintenance around fixed intervals rather than actual condition, leaving money and uptime on the table. AI monitoring changes that by tracking electrode and tapping performance in real time, and a short call can show you what that visibility looks like for your furnace.
One Furnace. Three Products. One Maintenance Blind Spot.
Ferrochrome, ferromanganese, and ferrosilicon production all depend on submerged arc furnace uptime. AI monitoring tracks electrode consumption and tapping performance so maintenance is driven by condition, not the calendar.
Why Plant Managers Watch the SAF Above Everything Else
The submerged arc furnace isn't just the biggest asset on the floor — it's the biggest line item on the maintenance budget.
Three Alloys, Three Sets of Furnace Demands
The same furnace running different alloys places different stress patterns on electrodes and refractory.
Ferrochrome
High operating temperatures and chromite ore chemistry drive intensive electrode consumption and refractory wear.
Ferromanganese
Manganese ore reduction runs at different power profiles, shifting the wear pattern on electrode and hearth compared to chrome campaigns.
Ferrosilicon
High-silicon production runs at the most extreme temperatures of the three, placing the greatest thermal stress on furnace linings.
Where Condition Monitoring Fits the Process
Electrode and tapping performance are monitored continuously across the full production cycle, not just at scheduled inspection points.
Charging
Ore, reductant, and flux are charged, setting the electrical load profile the electrodes will carry through the melt.
Melting
Electrode current and position are continuously tracked, the highest-consumption phase of the cycle and the primary driver of electrode paste usage.
Tapping
Metal and slag are tapped from the furnace, with timing and temperature data feeding directly into the next cycle's electrode positioning.
Turn Your Biggest Cost Line Into Your Best-Managed Asset
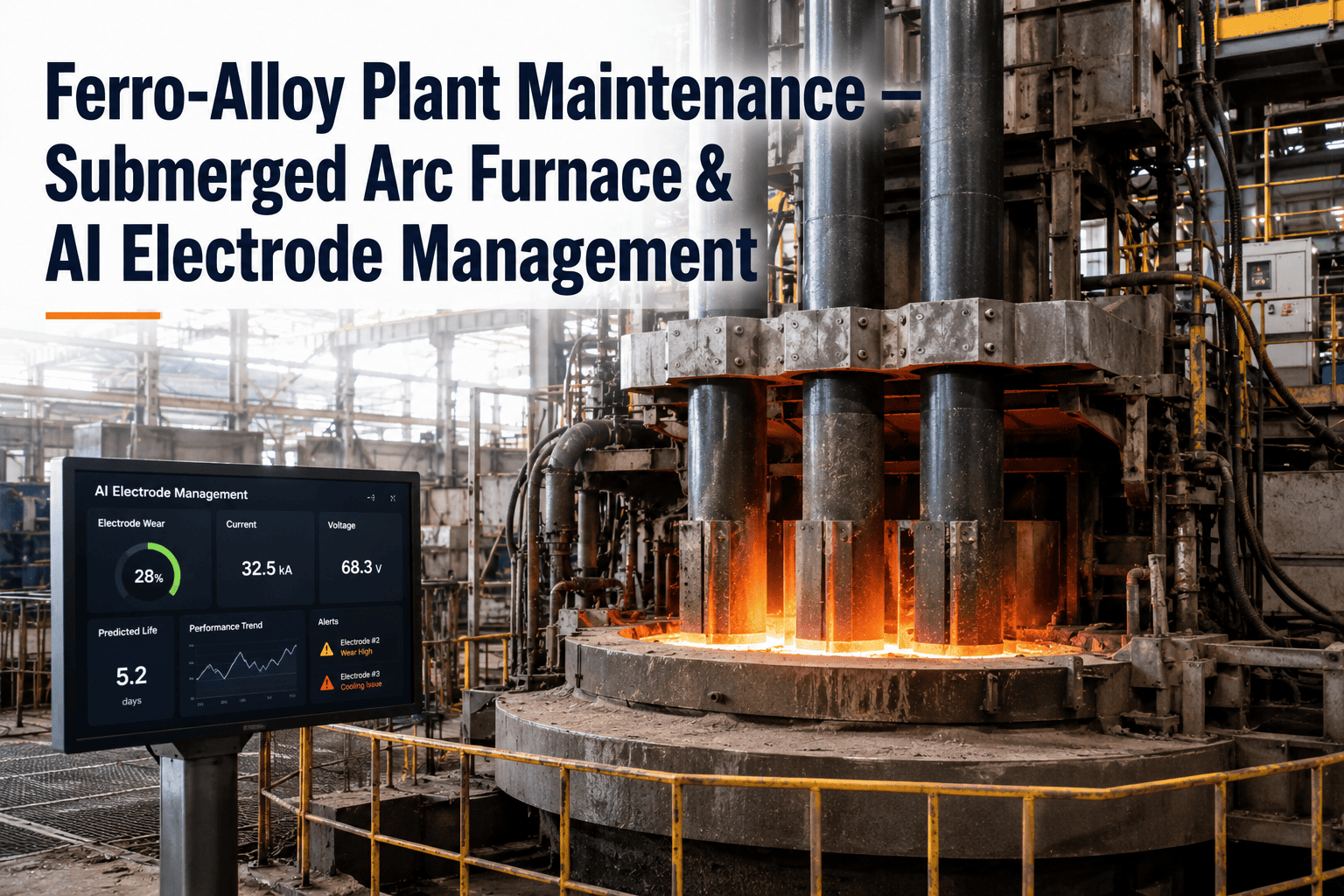
iFactory monitors electrode consumption, furnace power profile, and tapping performance in real time, giving plant managers condition-based maintenance instead of fixed-interval guesswork.
Four Metrics Every Plant Manager Should See in Real Time
These are the leading indicators that connect furnace performance directly to maintenance cost and campaign life.
Electrode Consumption Rate
Track paste usage against production output to catch abnormal consumption before it compounds into a cost overrun.
Electrode Position Stability
Monitor slipping or positioning irregularities that signal electrode column issues before they cause an unplanned stop.
Tapping Temperature Trends
Identify drift in tap temperature that may indicate refractory wear or process instability developing over multiple cycles.
Refractory Wear Indicators
Correlate thermal and electrical data to estimate remaining refractory life across the current campaign.
Bringing Condition-Based Maintenance to the SAF
Deployment starts with the highest-cost variable, electrode consumption, before expanding to full furnace monitoring.
Baseline Electrode and Tapping Data
Establish current electrode consumption and tapping performance across recent campaigns for each alloy produced.
Connect Furnace Control Data
Integrate electrical, thermal, and positioning data from the furnace control system into a unified monitoring view.
Model Condition-Based Thresholds
Train AI to flag abnormal consumption or positioning trends specific to your furnace and alloy mix.
Shift Maintenance to Condition-Driven Scheduling
Replace fixed-interval electrode and refractory maintenance with schedules driven by real furnace condition data.
Ferro-Alloy Furnace Maintenance — Questions Answered
What plant managers ask most often when evaluating AI monitoring for a submerged arc furnace.
Q: Does this work across all three alloy types, or is it specific to one product?
The monitoring approach works across ferrochrome, ferromanganese, and ferrosilicon production, since the underlying furnace control and electrode data is captured regardless of which alloy is currently being run. The condition-based thresholds are configured per alloy, because each product places a different stress pattern on the furnace, so an abnormal reading during a ferrosilicon campaign is evaluated against ferrosilicon-specific baselines rather than a generic threshold. Ask about your specific product mix during a demo to see how thresholds are set for each.
Q: How much can electrode consumption monitoring actually reduce our costs?
Savings depend heavily on your current baseline consumption rate and how much of the variance is currently going undetected, since plants running on fixed-interval assumptions often carry more waste than they realize. The value shows up in two places: catching abnormal consumption early enough to correct it, and extending maintenance intervals when condition data shows electrodes and refractory are performing better than the fixed schedule assumed. A realistic savings estimate requires reviewing your current consumption data, which our support team can help assess.
Q: Does this require new sensors on the furnace, or can it use existing control system data?
Most submerged arc furnaces already generate electrical, thermal, and positioning data through the existing furnace control system, and this monitoring approach connects to that data as a starting point rather than requiring immediate new sensor installation. Additional sensors are sometimes recommended for specific gaps, such as more granular refractory temperature monitoring, but the initial deployment typically works with data your control system already produces.
Q: How quickly can plant managers expect to see actionable insights after deployment?
Electrode consumption and tapping performance baselines can typically be established within the first few weeks once furnace control data is connected, since this data is usually already being logged and simply needs to be organized into a usable view. Condition-based threshold accuracy improves further as more campaign cycles are captured across different alloy runs. Most plant managers see their first actionable consumption or positioning alerts well before the full threshold model is finalized.
Q: Can this system predict when refractory relining will be needed?
Yes, by correlating thermal and electrical data trends over a campaign, the system can estimate remaining refractory life and flag when wear indicators suggest relining should be scheduled sooner than the standard interval assumes, or confirm when it can safely be extended. This estimate improves in accuracy the longer the furnace has been monitored, since more campaign history gives the model a stronger basis for comparison. It's typically introduced after electrode monitoring has proven reliable.
Stop Scheduling Your Biggest Cost Line by the Calendar
Electrode consumption and furnace condition deserve better than a fixed maintenance interval. iFactory gives plant managers real-time visibility into the submerged arc furnace, so maintenance decisions are driven by actual performance across every alloy you run.