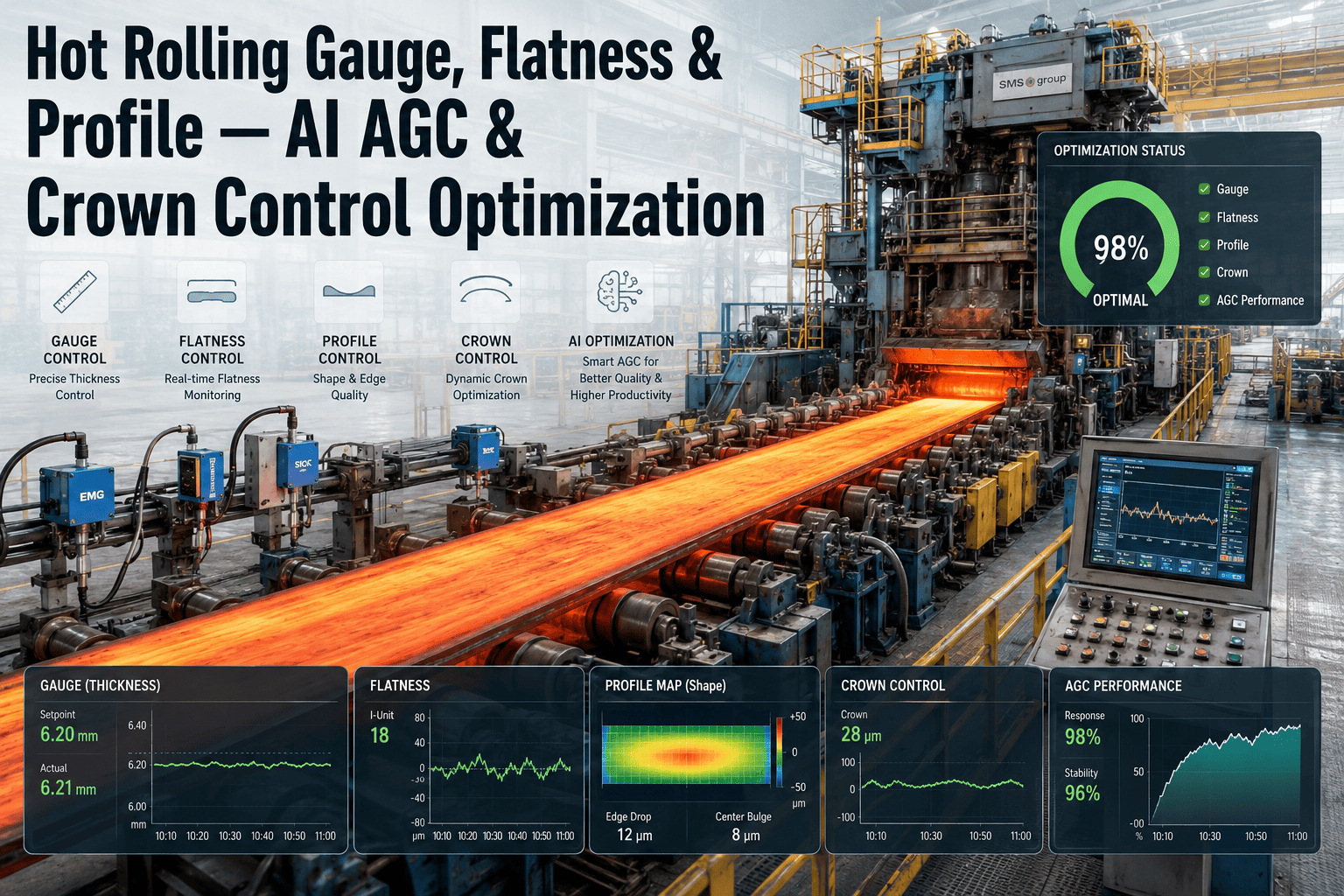
Meeting automotive and pipe-grade thickness tolerances on a hot strip mill means controlling variation measured in microns across a strip moving at production speed, and the gap between what a standard AGC system can hold and what an AI-enhanced model can hold is exactly the gap between winning demanding specification orders and turning them away. Process engineers refining gauge, flatness, and profile control are finding that the crown and shape prediction models make the difference on the tightest customer specifications. The technical approach is detailed further at ifactoryapp.com/support.
Where Standard AGC Reaches Its Limit
Automatic gauge control systems respond to thickness deviation after it is measured at the exit gauge, applying a screwdown correction based on a feedback loop that, by physical necessity, is always reacting slightly after the fact. This works well for gradual variation but struggles with fast disturbances — temperature fluctuations along the strip, incoming slab thickness variation, or roll eccentricity effects that repeat with each roll revolution. AI-enhanced gauge control adds a predictive layer on top of standard AGC, anticipating these disturbances before they show up as an exit gauge deviation rather than only correcting after the fact.
Tolerance Bands: Standard AGC vs AI-Enhanced Control
The visualization below illustrates how tightly thickness variation clusters around target gauge under each approach, based on typical production data across comparable hot strip mill configurations.
Three Control Layers Working Together
Predictive screwdown adjustment anticipates incoming thickness variation using upstream measurement and roll force trend data, rather than reacting only after exit gauge deviation is measured.
Actuator response for work roll bending and shifting is coordinated with the gauge prediction so flatness correction does not fight against the thickness correction happening simultaneously.
Work roll thermal and wear crown is modeled continuously across the campaign, feeding an accurate crown compensation value into both the gauge and flatness control layers.
Specification Compliance by Product Type
| Product Specification | Typical Tolerance Requirement | Standard AGC Compliance Rate | AI-Enhanced Compliance Rate |
|---|---|---|---|
| Automotive Exposed Panel | ±15-20 microns | 65-75% | 92-96% |
| Pipe Grade (API) | ±25-30 microns | 80-88% | 97-99% |
| Standard Commercial | ±50-60 microns | 95-98% | 99%+ |
What Tighter Tolerances Are Worth to a Process Engineer
Every specification your mill cannot reliably hold is an order given to a competitor mill that can, which makes gauge and flatness performance a direct revenue question, not just a process control metric. Book a Demo to see what specifications become achievable for your specific mill configuration.
Integration With Your Existing Mill Automation
The predictive control layer runs alongside your existing Level 1 and Level 2 automation system rather than replacing it, reading upstream thickness measurement, roll force, and temperature data to generate a predictive correction signal that is fed into the existing screwdown and actuator control loop. Standard integration supports common hot strip mill automation platforms without requiring a full automation system replacement.
Frequently Asked Questions
No, the predictive layer works on top of your existing AGC hydraulic screwdown system and control loop rather than replacing the underlying actuator hardware or basic automation logic. It generates a predictive correction signal based on upstream measurement and roll force trend data, which is fed into the existing control loop alongside the standard feedback correction. This means the investment in your current mill automation is preserved, and the predictive capability is added as an enhancement layer rather than a rip-and-replace project. Most process engineers find this integration path significantly faster than a full AGC system upgrade would be.
The crown model tracks work roll thermal expansion and mechanical wear continuously throughout the campaign using roll force distribution data and exit strip profile measurement, updating its crown compensation value as the roll surface changes shape over successive passes. Early in a campaign, thermal crown dominates the compensation need, while later in the campaign, mechanical wear crown becomes more significant, and the model shifts its weighting between these two factors accordingly. This continuous tracking avoids the need for a fixed crown compensation curve that assumes uniform wear, which rarely matches actual roll behavior. The result is more consistent profile control across the full length of a roll campaign, not just at the start.
The model performs best with incoming slab or transfer bar thickness profile data, roughing mill exit temperature measurement, and roll force history from the finishing stands, since these inputs allow it to anticipate thickness disturbances before they reach the exit gauge measurement point. If some of this instrumentation is not currently in place, the model can still provide improvement using available data, though the predictive lead time and accuracy will be somewhat reduced compared to a fully instrumented mill. A technical review during onboarding identifies which additional sensors, if any, would meaningfully improve performance for your specific configuration. Most modern hot strip mills already have a substantial portion of this instrumentation in place.
The model is trained across your full range of rolled grades and gauges, since flow stress and thermal behavior vary significantly by chemistry and thickness, and a model trained only on one grade family would perform poorly outside that range. Grades with limited historical rolling data will initially show a wider confidence range in the predictive correction until sufficient live data accumulates for that specific grade and gauge combination. High-volume, frequently rolled grades typically reach strong accuracy fastest, while lower-volume specialty grades take longer to mature. This is communicated transparently through confidence scoring so process engineers know which grades currently benefit most from the predictive layer.
Validation follows a staged approach — the model first runs in observation mode, generating predictions that are logged and compared against actual exit gauge results without influencing the live control loop, allowing accuracy to be confirmed against real production data. Once accuracy meets an agreed threshold, the model moves to an assisted mode where its correction signal is blended with standard AGC feedback under close monitoring before being trusted at full weighting on demanding specification orders. This staged validation is standard practice specifically because gauge and flatness performance on automotive and pipe-grade orders carries real commercial consequences if it underperforms. ifactoryapp.com/support can walk through the specific validation timeline for your mill.