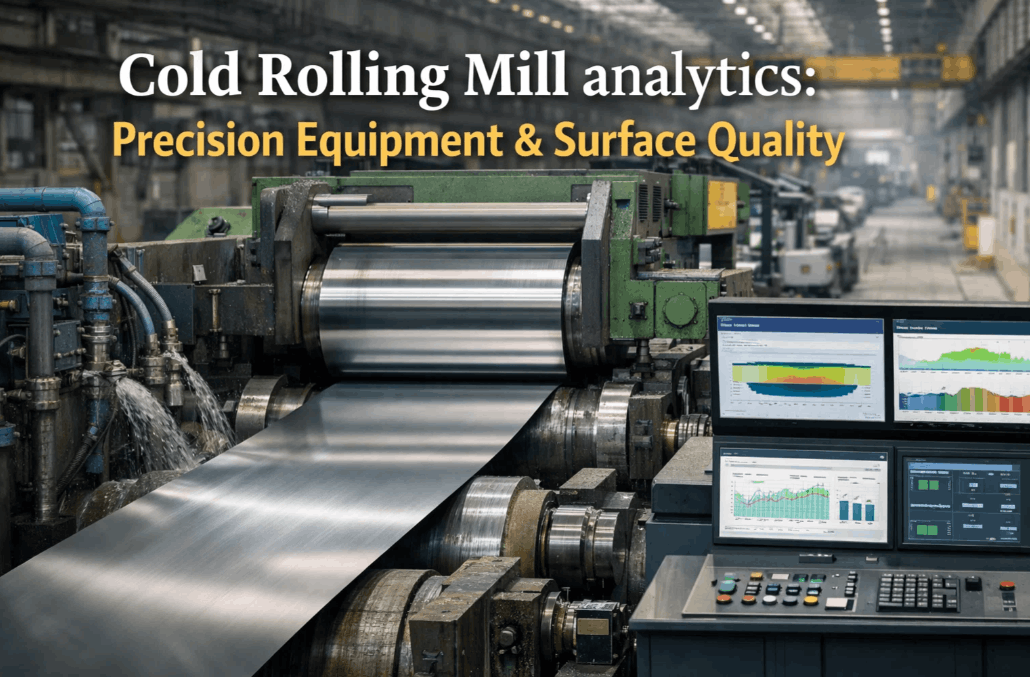
Cold rolling mills — tandem mills with 4 to 6 stands and reversing mills with 1 to 2 stands — transform hot-rolled pickled coils into precision strip with thickness tolerances of ±5 microns, flatness within 5 I-units, and surface quality suitable for automotive exposed panels, tinplate, and electrical steels. The control domains that determine cold mill performance — automatic gauge control, automatic shape control, mill chatter suppression, and roll coolant and lubrication optimization — are tightly coupled, with adjustments in one domain affecting the others. Conventional PID-based control systems with fixed gains struggle to maintain optimal performance across the full range of grades, gauges, widths, and rolling speeds that modern cold mills must handle daily. iFactory's Cold Mill Control AI replaces fixed-gain control with adaptive AI models that optimize AGC response, shape control, chatter suppression, and coolant distribution simultaneously — reducing gauge variation by 40–60%, eliminating flatness defects, and enabling 8–15% productivity improvement without capital upgrades. Book a Demo to see iFactory's cold mill control AI configured for your mill configuration and product mix.
Deploy AI-Driven Cold Rolling Mill Control for Precision Thickness, Flatness, and Chatter-Free Rolling
iFactory's Cold Mill Control AI replaces fixed-gain PID control with adaptive AI models that optimize gauge, flatness, chatter suppression, and coolant distribution simultaneously — reducing gauge variation by 40–60% and enabling 8–15% productivity improvement in a turnkey on-premise deployment.
Cold Mill Control — Conventional PID vs Model Predictive vs AI Real-Time Optimization
The table below compares three control approaches across the five critical cold mill control domains. Conventional PID systems with fixed gains require manual retuning per grade change. Model predictive control offers multi-variable optimization but with batch-calibrated models. AI real-time optimization continuously adapts to every coil, every roll campaign, and every condition change — eliminating the performance gap between calibration and operation.
| Control Domain | Conventional PID AGC | Model Predictive Control | iFactory Cold Mill Control AI |
|---|---|---|---|
| Gauge control response | Fixed-gain PID with feedforward from entry thickness gauge | Multi-variable MPC with stand-specific constraints | AI-adaptive gain scheduling with real-time model update per coil |
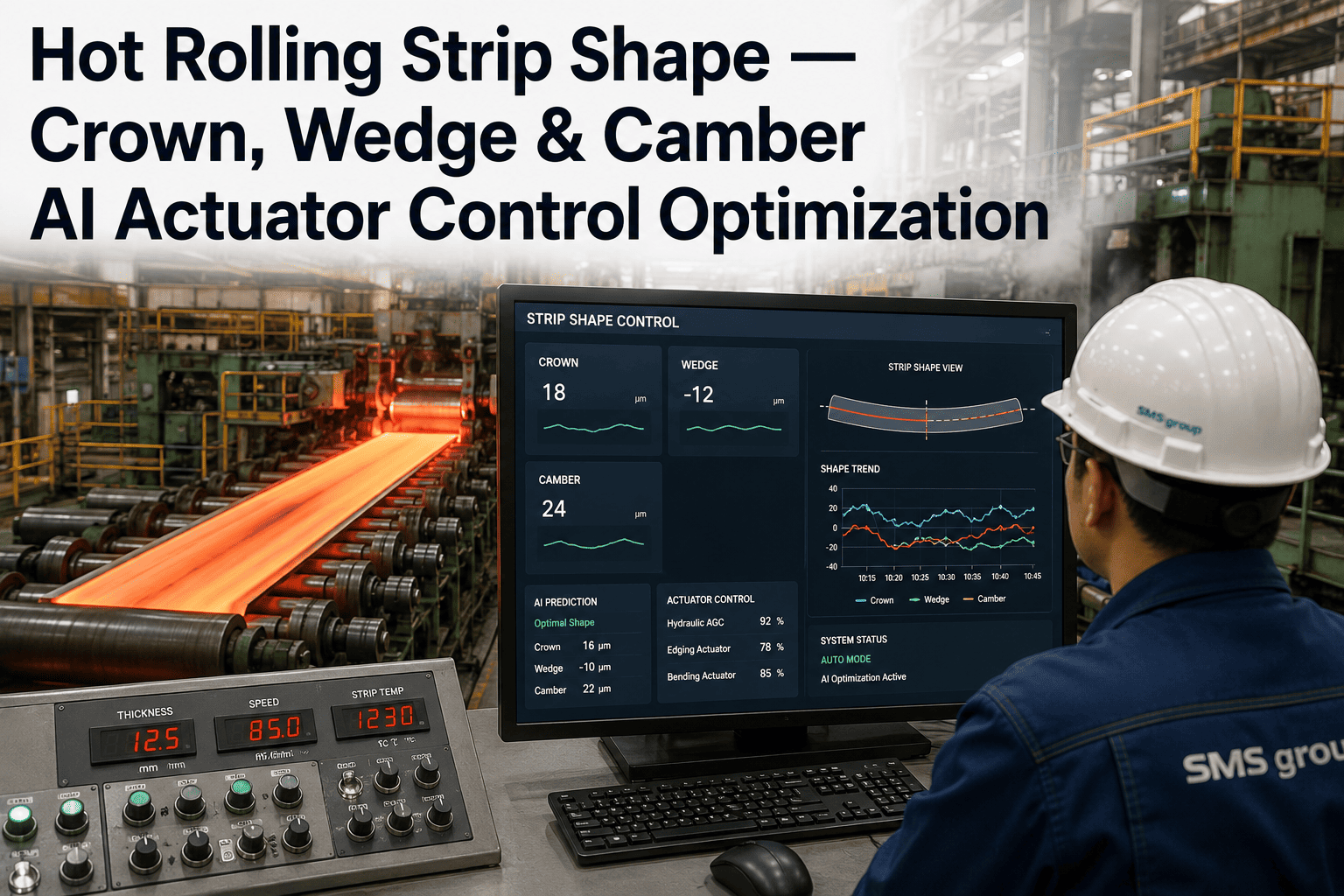
| Shape and flatness control | Separate SPC with manual roll bend and shift adjustments | Coordinated AGC-SPC with preset schedules per grade family | Fully integrated AI shape optimization with real-time tension and profile adaptation |
| Chatter suppression | Manual speed reduction on audible or vibration detection | Passive notch filters at fixed chatter frequencies | Active AI chatter prediction with automated speed and lubrication adjustment |
| Roll coolant distribution | Fixed zone flow rates per stand with manual seasonal adjustment | Grade-based coolant recipes with thermal camber model | AI-optimized zone distribution with continuous thermal profile feedback |
| Lubrication optimization | Fixed oil concentration per product group | Preset lubrication parameters per grade and speed | AI-adaptive oil concentration and application pattern optimized for friction and surface finish |
| Grade change adaptation | 3–5 coil stabilization period with manual trim | Pre-calculated model update with 1–2 coil settling time | Zero-coil adaptation through transfer learning from historical grade change data |
| Update frequency | Fixed gain set per roll campaign | Per coil model update | Continuous sub-second inference with per-frame adaptation |
| Thickness tolerance | ±10–15 microns steady state | ±8–12 microns steady state | ±3–5 microns across full coil length including head and tail |
4 Root Causes of Cold Mill Gauge Deviation, Flatness Defects, and Chatter
Cold mills that experience persistent gauge deviation, shape defects, and chatter events typically share a common set of root causes spanning control system limitations, mechanical condition, and process parameter optimization. These are not random quality events — they are predictable patterns that AI analytics can detect and correct in real time.
Gauge Deviation from Fixed-Gain AGC Limitations
Fixed-gain PID controllers tuned for average mill conditions underperform at the extremes of the operating envelope — head and tail ends of coils, thin gauge products below 0.15 mm, and high-strength grades requiring higher rolling forces. The AI model replaces fixed gains with continuously adaptive control parameters optimized for the specific conditions at each stand and each coil segment, reducing gauge deviation by 40–60% across the full coil length including head and tail transient zones.
Flatness and Shape Defects from Tension Imbalance
Interstand tension imbalance is the dominant cause of flatness defects — center buckle, edge wave, quarter buckle, and crossbow. The coupling between tension, roll force, roll bend, and coolant distribution creates a multi-variable control problem that exceeds the capability of conventional SPC systems. AI shape control coordinates all flatness actuators simultaneously, maintaining strip shape within ±3 I-units across 95% of coil length regardless of grade, gauge, or speed changes.
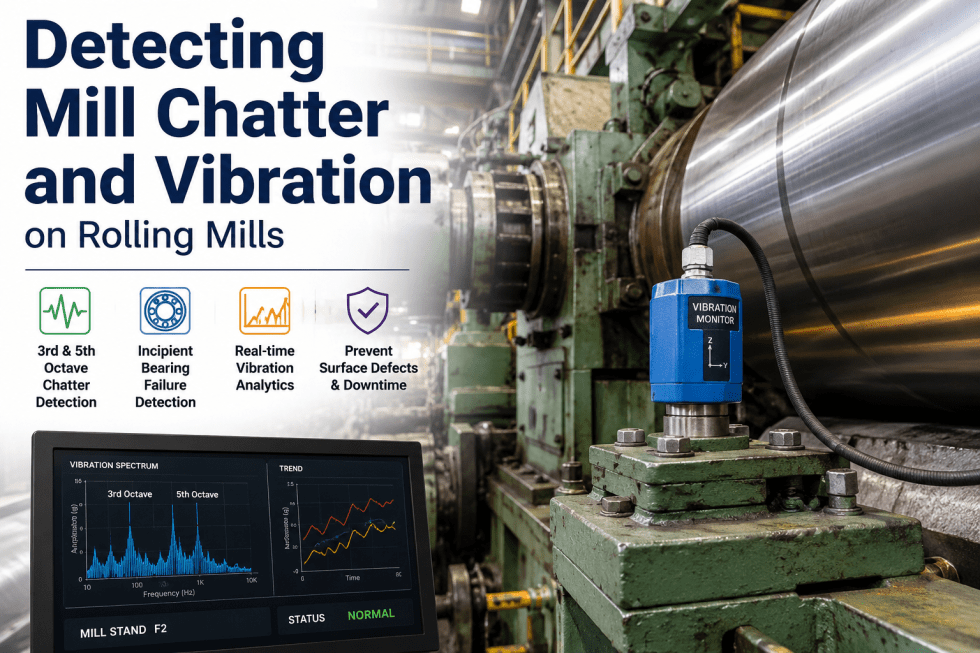
Mill Chatter Vibration (3rd Octave, 5th Octave, Torsional)
Mill chatter in the 120–280 Hz 3rd octave and 500–700 Hz 5th octave frequency ranges causes thickness variation marks, surface quality degradation, and accelerated roll wear. Chatter onset is influenced by rolling speed, reduction ratio, lubrication condition, and roll surface condition. AI chatter detection identifies precursor vibration patterns 3–10 seconds before full chatter develops, automatically adjusting mill speed, coolant flow, and lubrication parameters to suppress chatter without operator intervention.
Roll Coolant and Lubrication Non-Uniformity
Non-uniform roll coolant distribution creates uneven thermal camber that degrades shape control and surface finish. Lubrication oil concentration and application pattern variation causes inconsistent friction conditions across the strip width, leading to friction-induced flatness defects and surface quality variation. AI coolant optimization adjusts zone flow rates based on thermal profile feedback, maintaining uniform roll thermal camber across the full strip width.
AI-Powered Cold Mill Control Technology Stack
Effective cold mill AI requires integrating gauge control, shape control, chatter detection, and coolant optimization into a unified real-time platform that coordinates across all stands simultaneously. The technology stack must detect and correct deviations within the mill response window — typically 50–200 milliseconds for gauge and shape control, and 10–50 milliseconds for chatter suppression.
iFactory's AI-adaptive AGC replaces fixed-gain PID controllers with deep learning models that predict optimal roll gap, stand speed, and interstand tension adjustments for each stand at sub-100-millisecond intervals. The model is trained on historical gauge data across the full product mix and continuously updated with each coil. Unlike conventional AGC that reacts to gauge deviation after it is measured at the exit gauge, the AI model predicts deviation 200–500 milliseconds before it reaches the gauge, enabling feedforward correction that eliminates gauge excursions at coil head and tail ends.
- AI-adaptive gain scheduling per stand, per grade, and per rolling speed regime
- Predictive feedforward control using entry gauge, roll force, and tension signals 200–500 ms before deviation
- Head and tail end gauge optimization reducing transient zones by 60–80%
- Multi-stand coordinated control eliminating gauge interaction between downstream and upstream stands
- Continuous model learning from post-process gauge measurement feedback
Flatness control in conventional systems operates independently from gauge control, causing actuator conflicts that degrade both shape and thickness consistency. iFactory's AI shape control coordinates all flatness actuators — roll bend, roll shift, coolant zones, and tension distribution — in a unified optimization that runs in parallel with AGC at sub-second intervals. The AI model uses shape measurement roll data, roll force distribution, and thermal camber estimates to predict flatness deviations before they appear on the shape roll measurement.
- Coordinated AGC-SPC optimization eliminating actuator conflicts between gauge and shape control
- AI-predictive flatness correction using roll force distribution and thermal camber trends
- Multi-stand shape propagation modeling preventing flatness defects from transferring between stands
- Shape target optimization per product application — tight center for shearing applications, uniform for coating lines
- Roll grind and initial crown recommendation based on AI-identified shape control limitations
Mill chatter — 3rd octave (120–280 Hz) and 5th octave (500–700 Hz) vibration — is the most disruptive transient event in cold rolling, causing thickness marks across the entire strip width and requiring immediate speed reduction or mill stop. iFactory's AI chatter detection uses accelerometer and load cell signals sampled at 2 kHz to identify precursor vibration patterns 3–10 seconds before full chatter develops. The AI automatically adjusts rolling speed, roll coolant flow, lubrication concentration, and tension distribution to suppress chatter without interrupting production.
- Multi-sensor vibration analysis with 2 kHz sampling for early chatter precursor detection
- Real-time frequency domain analysis distinguishing chatter from normal rolling vibration
- Automated speed and lubrication adjustment to suppress chatter within 2–5 seconds of detection
- Chatter frequency tracking for roll grind scheduling and coolant system maintenance
- Post-chatter recovery optimization returning mill to full speed within 10–15 seconds
Roll coolant distribution and lubrication concentration are the most commonly under-optimized parameters in cold rolling, yet they directly control roll thermal camber, strip surface finish, and friction conditions that drive shape and gauge variation. iFactory's AI coolant optimization uses roll thermal profile measurements, strip surface temperature, and friction indicators to adjust zone coolant flow distribution and oil-in-water concentration in real time — maintaining uniform roll thermal camber within ±2°C across the strip width.
- Zone-level coolant flow optimization with continuous thermal camber feedback
- AI-adaptive oil concentration control optimizing friction for each grade-speed combination
- Lubricant film thickness estimation using roll force and friction model
- Coolant system health monitoring — nozzle blockage, pump degradation, and filtration status
- Seasonal coolant recipe adjustment for ambient temperature effects on roll thermal stability
The 5-Step Framework for Cold Mill Control AI Deployment
Deploying AI-driven cold mill control follows a structured progression that builds from existing sensor infrastructure to full closed-loop optimization. Each step targets a specific control domain and delivers measurable improvement within a single operating campaign. iFactory's deployment methodology has been validated across tandem and reversing cold mills producing automotive, tinplate, electrical steel, and commercial grades.
Measurable Cold Mill Performance Improvement from AI Optimization
Cold mills that deploy AI-driven control optimization consistently report measurable performance improvements within the first 60 days of closed-loop operation. The metrics below represent the range of outcomes documented across tandem and reversing mills using iFactory's Cold Mill Control AI platform.
From Reactive Cold Mill Control to Predictive, AI-Optimized Rolling
Cold rolling mills represent the final shaping step for the highest-value products in the steel portfolio — automotive exposed panels, tinplate, electrical steels, and precision strip. The control systems that determine whether each coil meets specification are the same PID-based architectures installed decades ago, calibrated once per roll campaign and expected to perform across the full range of grades, gauges, and speeds that today's markets demand. The gap between what these control systems deliver and what a continuously learning AI platform can achieve is the gap between ±12 micron gauge tolerance and ±3 micron, between 5 I-unit flatness variation and ±3 I-unit consistency, and between reactive chatter management and predictive chatter suppression.
AI-driven cold mill control closes this gap by replacing fixed-gain control with models that learn from every coil, every roll campaign, and every condition change — continuously optimizing AGC response, shape control, chatter suppression, and coolant distribution in a unified, sub-second control loop. The platform pays for itself within 4–9 months through scrap reduction, productivity improvement, and quality premium capture, and delivers continuous value as the AI models improve with every ton rolled. For cold mill operations ready to eliminate gauge deviation, flatness rejects, and chatter events, book a demonstration with iFactory's cold mill control engineering team to see live mill data from operating installations.
Cold Mill Control AI — Frequently Asked Questions
Deploy AI-Driven Cold Rolling Mill Control Across Your Tandem or Reversing Cold Mill with iFactory
iFactory's Cold Mill Control AI replaces fixed-gain PID control with adaptive AI models that optimize AGC, shape control, chatter suppression, and coolant distribution simultaneously — reducing gauge variation by 40–60%, eliminating flatness defects, and enabling 8–15% productivity improvement. Turnkey on-premise deployment in 4–10 weeks.