A hot rolling mill is one of the most mechanically demanding production environments in U.S. steel manufacturing — a continuous sequence of roughing stands, finishing stands, hydraulic gap control systems, roller tables, and coiling equipment operating under extreme thermal and mechanical loads where a single unplanned stand stoppage costs $12,000 to $28,000 per hour in lost production and strip scrap. The maintenance challenge is not a lack of data. Modern hot strip mills and plate mills generate continuous data from vibration sensors on every roll bearing, hydraulic pressure transmitters on AGC cylinders roll force cells, motor current signals, and pyrometers at every strip measurement point. The challenge is that most of this data is being used reactively — alarms that fire when a failure has already developed, scheduled roll changes based on fixed tonnage targets rather than actual bearing condition, and hydraulic AGC system diagnostics that require a manual expert review rather than continuous automated trending. Hot rolling mill analytics management software changes that equation: connecting all of these data streams to AI models trained on rolling mill failure signatures, monitoring roll bearing condition continuously against stand-specific baselines, tracking hydraulic AGC system performance in real time, and generating condition-triggered roll change schedules that extend roll campaign life while eliminating unplanned bearing failures. Facilities running iFactory's hot rolling mill analytics platform report 35% reduction in unplanned mill downtime, 22% extension in average roll campaign life, and $1.8 million average annual maintenance cost reduction per mill line from optimized roll change scheduling, eliminated emergency roll bearing failures, and improved hydraulic AGC system reliability.
The opportunity at most U.S. hot rolling mills is not to add new monitoring technology — it is to get full analytical value from the instrumentation already installed. Roll force cells, vibration sensors, hydraulic pressure transmitters, and strip measurement systems are all in place. The gap is the analytics layer that converts continuous sensor data into specific, actionable maintenance decisions with enough lead time to plan rather than react. If your operation is evaluating platforms, book a live rolling mill analytics demo scoped to your mill configuration.
The Four Failure Categories Responsible for Most Hot Mill Downtime
Understanding which failure modes generate the most production-stopping events at hot rolling mills is the prerequisite for deploying analytics resources correctly. The four categories below account for more than 80% of unplanned hot mill downtime events at U.S. hot strip and plate mills, and each has a detectable condition signature that AI analytics identifies weeks before the failure forces a production stop.
The iFactory Hot Rolling Mill Analytics Platform: What It Monitors and How
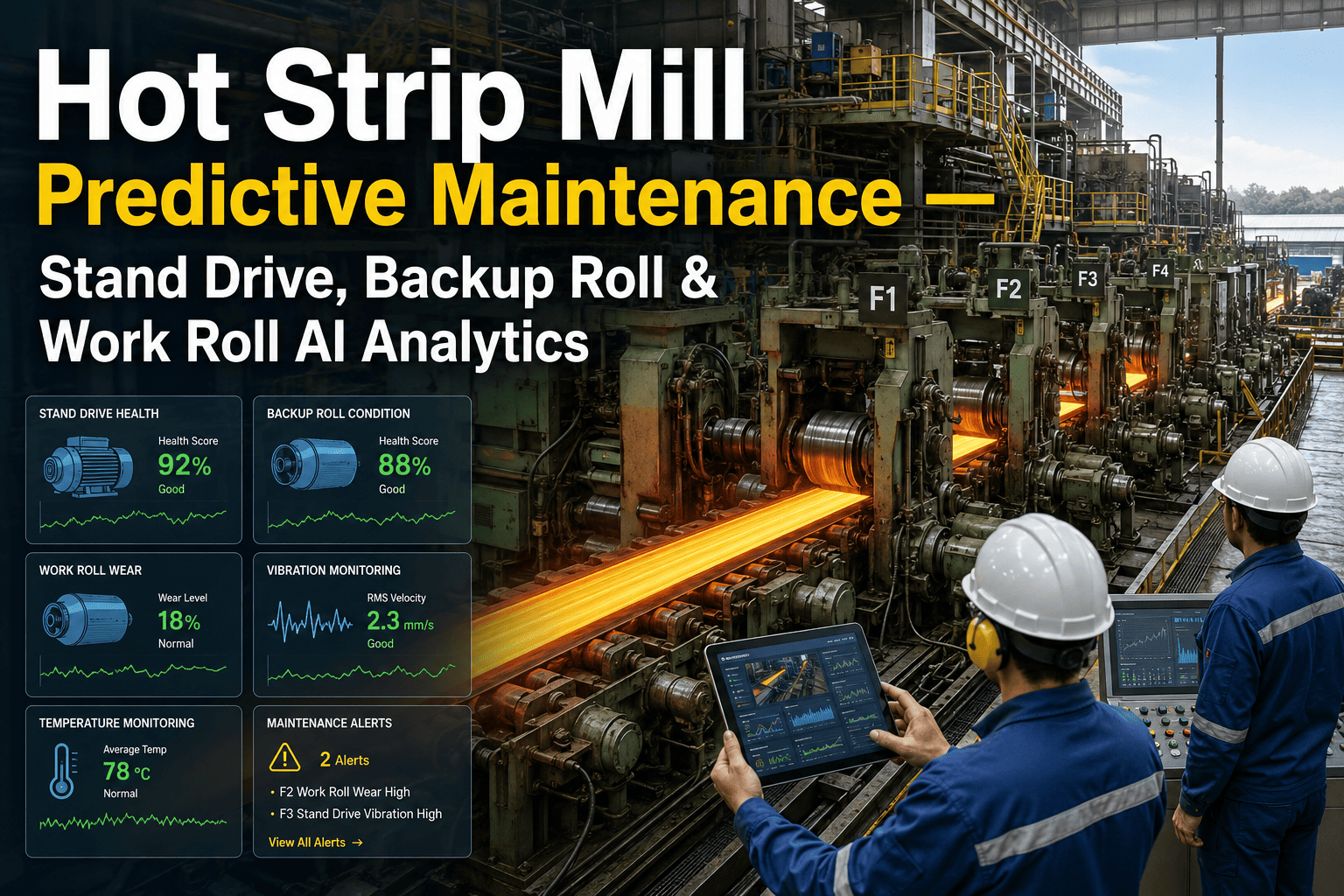
iFactory's hot rolling mill analytics platform addresses four monitoring domains simultaneously — roll bearing condition, hydraulic AGC system performance, drive train integrity, and process efficiency — integrating all four into a single asset health picture per stand and a fleet-level dashboard across the full mill line. The platform connects to existing mill automation without new sensor hardware in most deployments.
Want to see iFactory's rolling mill analytics running on a hot strip mill dataset? Schedule a live platform walkthrough with your current mill configuration and roll change schedule in hand.
Hot Rolling Mill Condition Monitoring Parameter Matrix
The table below maps the key monitoring parameters, measurement methods, normal operating ranges, degradation signals, and failure modes covered by iFactory's hot rolling mill analytics platform across the full mill line from roughing through finishing and coiling.
| Parameter | Measurement Source | Normal Operating Range | Degradation Signal | Failure Mode Indicated | Lead Time |
|---|---|---|---|---|---|
| Roll Bearing Vibration (BPFO/BPFI) | Chock-mounted accelerometers | Stand-specific baseline ±25% | Defect frequency amplitude >40% above campaign baseline | Outer/inner race fatigue spalling | 7–21 days |
| Roll Force Symmetry (Drive/Operator) | Roll force cells, both sides | <3% side-to-side asymmetry at design loads | Asymmetry >6% at constant pass conditions | Bearing wear, roll profile change, chock alignment | 3–14 days |
| Hydraulic AGC Servo Response Time | Cylinder position transducer + auto step test | OEM design response ±10% | >20% response time increase above commissioning baseline | Servo valve wear, contamination, pilot stage degradation | 4–10 days |
| AGC Cylinder Internal Leakage Index | Position drift under hold pressure | <0.05 mm/min drift at operating pressure | Drift rate >0.15 mm/min at operating pressure | Piston seal wear, cylinder bore wear | 7–21 days |
| Mill Drive Motor Current Signature | MCC current transducer, 1 kHz | Load-normalized current ±5% of design | Gear mesh frequency sidebands rising >30% above baseline | Gearbox gear tooth wear, pinion stand bearing | 14–28 days |
| Spindle Vibration (1× and 2×) | Accelerometer on spindle housing | Speed-normalized RMS ±20% | 1× component rise >35% above speed-normalized baseline | Spindle coupling wear, imbalance, misalignment | 7–14 days |
| Strip Gauge Deviation (σ per coil) | X-ray gauge, head/body/tail segments | Spec tolerance ±0.5σ of rolling standard deviation | σ increase >30% from prior 10-coil baseline | AGC system degradation, roll profile change, thermal crown | 1–7 days (process quality leading indicator) |
| Roller Table Drive Motor Current | MCC current monitoring, fleet-wide | Load-normalized current ±10% | No-load current rise >20% above installation baseline | Bearing wear, coupling deterioration, brush wear on DC drives | 7–21 days |
Fixed Roll Change Schedule vs. Condition-Based: The Cost of Getting It Wrong in Both Directions
The conventional argument for fixed tonnage-based roll change schedules is simplicity and predictability. The argument for condition-based scheduling is accuracy. The problem with fixed schedules is that they fail in both directions — pulling rolls too early wastes bearing life and increases roll shop grinding costs, while pulling rolls too late risks an emergency bearing failure that damages the roll neck, the chock, and the stand housing simultaneously. The comparison below maps the cost impact of both failure modes against condition-based scheduling at a typical U.S. hot strip mill finishing stand.
Ready to model the roll schedule optimization value for your specific mill configuration and roll inventory cost? Book a 30-minute hot mill analytics assessment with your current roll change history and bearing failure record in hand.
Expert Perspective
Conclusion
Hot rolling mill reliability is determined by the quality of the maintenance decisions made between major planned outages — and those decisions are only as good as the condition data available at the time they are made. Fixed tonnage roll change schedules optimize for administrative simplicity, not for bearing life or downtime minimization. Hydraulic AGC system diagnostics based on strip quality alarms identify problems after they have already reached the strip, not before. Drive train condition monitoring based on vibration alarms fires near the failure event, not weeks before it. iFactory's hot rolling mill analytics platform replaces all three of these reactive approaches with continuous condition monitoring against stand-specific baselines, generating roll change schedule recommendations before bearing condition reaches the failure zone, AGC performance alerts before strip quality is affected, and drive system fault identification with 14 to 28 days of lead time for planned intervention.
The 35% downtime reduction and 22% roll campaign life extension at comparable U.S. hot mill operations are the documented result of converting existing Level 2 and PLC historian data into specific maintenance decisions rather than alarm responses. The platform deploys without new sensor hardware on existing mill automation, establishes stand-specific baselines within the first rolling campaign, and integrates with your CMMS to place every condition-triggered work order in the maintenance scheduler's queue before the intervention window closes. Book a mill analytics assessment to see what iFactory would deliver on your specific mill configuration.
Frequently Asked Questions
No. iFactory connects to the mill's existing Level 2 system, PLC historian, and process computer using read-only protocol connections — OPC-UA, SQL historian query, or file-based historian export depending on the automation platform. The connection does not modify any control logic, alarm configuration, or process setpoint, and cannot write to the mill control system unless the closed-loop advisory function is explicitly enabled and configured for specific parameters by the mill engineering team. Most U.S. hot strip mills running Siemens, ABB, or Primetals Level 2 systems have OPC-UA servers already configured for historian connectivity, making the initial data connection a 1 to 3 day task rather than a significant integration project. The only requirement from the mill IT/OT team is a read-only OPC-UA or SQL connection credential and a network path from the iFactory edge server to the Level 2 historian — typically a VLAN configuration that keeps mill control traffic isolated from the analytics data path.
The Roll Bearing Condition Index (RBCI) is calculated from vibration and process parameters normalized to the current rolling condition — strip width, rolling speed, roll force, and reduction ratio at each pass. A finishing stand rolling thin-gauge high-strength steel at maximum rolling force generates significantly higher normal vibration levels than the same stand rolling wide low-carbon product at minimum rolling force. The RBCI normalizes all condition metrics to the current operating point using a state-based model established during the first rolling campaign: the AI clusters the campaign into 6 to 12 distinct operating states and establishes separate vibration and process parameter baselines for each state. Subsequent campaign data is compared to the baseline for the current operating state, not to a campaign average, eliminating the false alarms and missed detections that occur when rolling condition variation is not accounted for. This state-based normalization is what allows the RBCI to detect genuine bearing degradation trends against the background of normal load variation across a production schedule with 40 to 80 different grade and dimension combinations.
Yes — and the detection lead time before strip gauge impact is the key metric for AGC system monitoring value. Servo valve degradation follows a progressive path: pilot stage spool wear increases response time and hysteresis, which first appears as a measurable increase in step response time during the automatic valve test iFactory triggers at each coil head. This response time increase is detectable 4 to 10 days before the degradation is sufficient to produce a measurable increase in strip gauge standard deviation. By the time gauge deviation increases are visible in the strip quality data, the servo valve has typically progressed to 60 to 70% of its degradation path — leaving only 2 to 5 days before a gauge control failure or a production reject event. iFactory's AGC monitoring identifies servo valve degradation at the 15 to 20% response time increase stage, when a planned valve service during a scheduled roll change window eliminates the gauge impact entirely.
The analytics capabilities are the same but the failure mode emphasis and condition parameter priorities differ between roughing and finishing stands in ways that iFactory accounts for in the stand-specific configuration. Roughing mill stands operate at lower speed but higher rolling force and experience more aggressive thermal cycling from the work roll surface, making roll thermal fatigue crack detection from roll force deviation patterns and surface roughness signatures more important than high-frequency bearing defect analysis. Finishing mill stands operate at much higher speeds and tighter gauge tolerances, making high-frequency vibration bearing defect analysis and AGC servo performance the primary monitoring priorities. For reversing roughing mills and steckel mills, the analytics include direction-specific condition tracking — separating forward and reverse pass condition signatures to distinguish directional loading asymmetry from genuine bearing degradation. The platform is configured for each stand type at deployment and the monitoring priorities, baseline methods, and alert thresholds are set appropriately for the stand's operating envelope and failure mode profile.
For a 6-stand finishing train plus roughing mill, coiler, and roller table fleet monitoring, iFactory's complete deployment — Level 2 data integration, stand-specific baseline configuration, AGC performance model build, drive system motor current analysis, CMMS work order integration, operator dashboard, and first-year subscription — runs $68,000 to $140,000 depending on the automation platform vintage, historian accessibility, and CMMS integration complexity. The deployment timeline from contract execution to live condition monitoring is typically 6 to 9 weeks: Weeks 1–2 for Level 2 and PLC data connection and validation; Weeks 3–5 for stand baseline establishment (requires one full roll campaign per stand); Weeks 6–8 for AGC model calibration, drive system baseline, and CMMS integration; Week 9 for operator training and commissioning review. First roll change recommendations and AGC performance alerts typically arrive within 45 days of live data connection as baselines are established stand by stand.