In an integrated steel plant, a single torpedo wagon carries up to 350 tonnes of liquid iron at temperatures north of 1,400°C between the blast furnace casthouse and the steelmaking shop — three to five times per day, every day, across a refractory campaign that spans 300,000 to 400,000 net tonnes of hot metal per wagon. When that campaign is managed by paper heat-count logs, monthly walk-around IR scans, and a service card taped to the operator's cab, the maintenance team is not preventing failure. It is chasing symptoms. A single shell hotspot missed for a week can cost weeks of steelmaking production, a full emergency reline, and, in the worst case, human lives. AI-based refractory and mechanical fleet monitoring turns every ladle transfer car and torpedo wagon into a continuously instrumented, condition-aware asset — so decisions move from "how many heats has this car done" to "exactly how much lining is left and when will the next bogie bearing fail." To see how iFactory tracks refractory erosion, wheel and rail wear, and drive system health across a live wagon fleet, book a fleet condition demo.
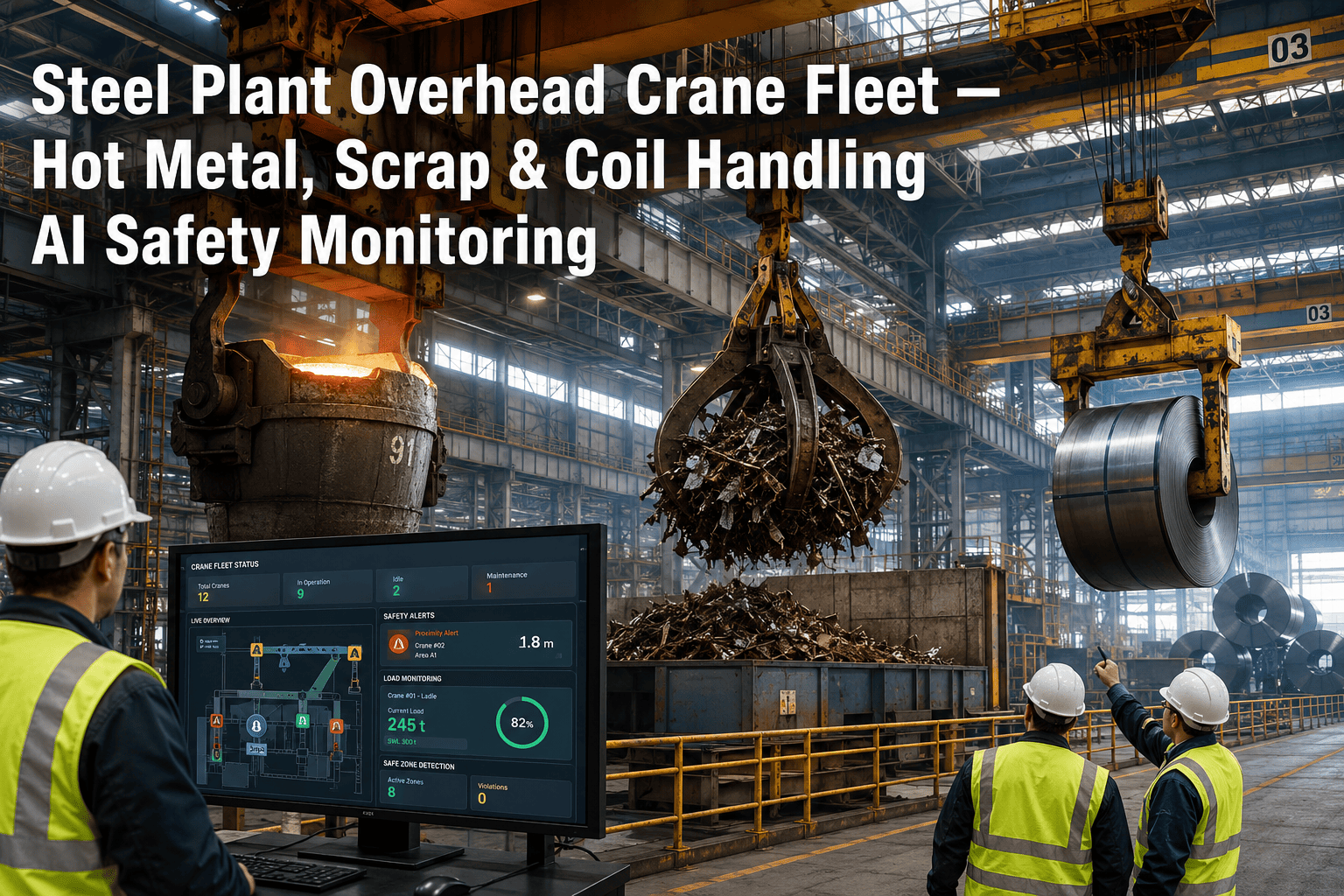
Crane and Material Handling Intelligence
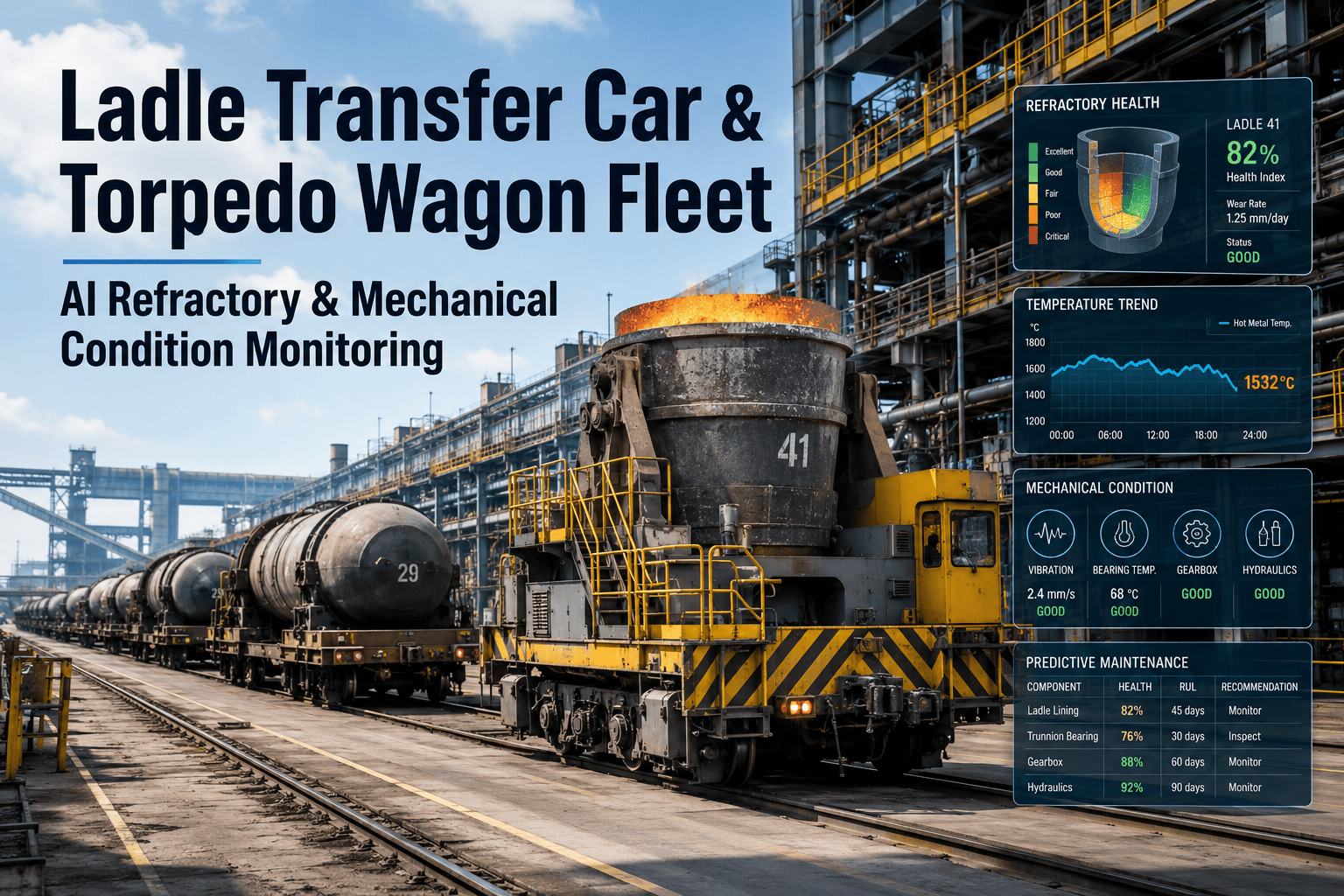
Ladle Transfer Car and Torpedo Wagon Fleet — AI Refractory and Mechanical Condition Monitoring
Track refractory campaign life, wheel and rail wear, bogie bearing health, drive system trends, and brake compliance across every wagon in your fleet — in real time, from one platform.
400,000 t
Peak hot metal per refractory campaign — condition-based deployment
1,400°C+
Liquid iron temperature carried every cycle, every wagon
3 to 5
Full charge–transport–tip cycles per wagon, per day
100%
Of shell breakthroughs are preventable with structured thermal monitoring
Why Transfer Car and Torpedo Wagon Failures Escalate Faster Than Any Other Steel Plant Asset
A pump failure inconveniences a plant. A crane failure can shut down a bay. A ladle transfer car or torpedo wagon failure carrying 250 tonnes of liquid iron at 1,450°C is not a maintenance event — it is a plant-wide safety incident that ripples through blast furnace scheduling, BOF charging, casters, and rolling mills for weeks. The failure severity ladder below is why mobile hot metal assets demand a different class of monitoring than any fixed process equipment on site.
Tier 1
Refractory Shell Breakthrough
Localised brick erosion breaches the safety layer. Liquid iron contacts the steel shell. Weld-line failure follows within hours. Consequence: full campaign write-off, wagon reline, and personnel evacuation. Every documented shell breakthrough traces back to a missed thermal signature — a signature AI vision could have caught 24 to 48 hours earlier.
Tier 2
Bogie Bearing Seizure Under Load
A loaded torpedo wagon on active rail with a seized axle bearing cannot be moved, cannot be tipped, and cannot cool. Emergency cutting, iron freeze, and a 4 to 6 week wagon reconstruction typically follow. Vibration signatures build for weeks before the seizure — invisible to walk-around inspection.
Tier 3
Brake and Drive System Loss
A ladle transfer car with degraded brake compliance or drive slip on a grade carrying 200 tonnes is a runaway risk. Traction motor overheat, coupler fatigue, and parking brake pad wear are the three most common precursors — all trackable by cycle count, not calendar.
Tier 4
Cycle Delay and Thermal Loss
Not catastrophic, but constant: every hour of unnecessary wagon dwell burns 10 to 30°C of hot metal temperature. The BOF pays for it in oxygen, scrap, and tap-to-tap time. Fleet routing intelligence recovers 10 to 15°C on average by shortening the cycle bottleneck.
Every one of these failure modes has a measurable precursor. See how iFactory surfaces them 48 hours before the incident window — book a live fleet demo.
Anatomy of a Ladle Transfer Car and Torpedo Wagon — Where Wear Actually Happens
Before any monitoring system can help, the maintenance team needs a shared map of what fails and where. A ladle transfer car and its bigger cousin the torpedo wagon are both rail-mounted mobile vessels, but each has a distinct wear profile driven by its geometry, mission, and thermal exposure. The breakdown below is the physical asset map that AI condition monitoring layers on top of.
Ladle Transfer Car
Short-distance mover between casthouse, treatment, and BOF or EAF charging. Open-top ladle on a rail bogie. Cycle time under two hours. Fleet size typically 4 to 10 per plant. Wheel wear dominates; radiant heat degrades the shell continuously.
- Open-top ladle shell Radiant heat distortion, weld-line crack propagation, and localised overheating at the slag line.
- Trunnion bearings Support full ladle plus liquid iron weight during tipping. Seized trunnions strand loaded ladles.
- Wheels and rail interface Flange wear, tread wear, and rail head deformation from repeat traversals under load.
- Drive motor and traction Grade climbing under full load consumes brake life and stresses gearbox seals.
- Brake system Pad wear correlates directly to cycle count and load, not to the calendar.
Torpedo Ladle Wagon
Long-distance closed-vessel hot metal transporter. Capacity 250 to 350 tonnes. Refractory campaign target of 300,000 to 400,000 net tonnes. Doubles as a desulfurisation reaction vessel. Refractory dominates the wear conversation.
- Working refractory lining High-alumina brick or Al₂O₃-SiC-C composite. Slag-line erosion is the primary campaign killer.
- Impact pad zone Absorbs the direct fill stream from the blast furnace runner. First zone to fail on any wagon.
- Steel shell and skin Continuously monitored surface — every hotspot above threshold is a lining warning.
- Rotation bearings Enable filling and tipping rotation. Load and heat combine to shorten bearing life.
- Two-axis bogie assembly Upper and lower frames, couplers, buffers, and parking brakes. Each is a cycle-count monitored subsystem.
Fleet reality
A single integrated plant runs 12 to 20 torpedo wagons plus 6 to 10 ladle transfer cars in continuous rotation. Any wagon out of service for unplanned refractory or bogie work forces the entire hot metal cycle to rebalance around a smaller fleet — and the cost cascade begins immediately.
The AI Fleet Monitoring Stack — What iFactory Instruments on Every Wagon
The platform is not one sensor; it is a coordinated stack of thermal, vibration, acoustic, positional, and process data streams fused into a single fleet view. Each layer captures a different failure precursor. Together they deliver the 48-hour warning window that manual inspection cannot achieve.
01
Trackside Thermal Imaging
Dual IR camera stations mounted on either side of the rail path scan every wagon in motion at several hundred frames per second. Shell temperature maps are compiled per wagon, per pass, and compared against the wagon's own trend line rather than a fleet average. AI filters false alarms from surface slag, water splash, and reflection.
02
Bogie Vibration and Acoustic Sensors
Wireless triaxial accelerometers on axle boxes and drive gearboxes deliver bearing spectral signatures every cycle. Early inner-race, outer-race, and cage fault frequencies appear weeks before audible failure. Wheel flat spots, brake disc drag, and wheel-set imbalance are detected the same way.
03
GPS and RFID Positional Tracking
Every wagon location is streamed continuously. The fleet dashboard shows which wagons are at the casthouse, on the transfer rail, waiting at the desulfurisation station, or at the BOF tip. Dead time at preheaters, mixer bottlenecks, and buffer imbalances become visible for the first time.
04
Heat Count and Process Data Fusion
Every fill event pulls tap temperature, tap weight, sulphur content, and desulfurisation reagent load into the wagon's cumulative record. Refractory wear correlates strongly to slag chemistry and turbulence — not just tonnage — so heat-by-heat process integration is what makes lining life prediction accurate.
05
Digital Twin of Every Wagon
A live digital twin of each wagon maintains modelled internal lining thickness, bogie component life percentages, wheel diameter reduction, and brake pad remaining life. The twin is the single source of truth that maintenance planning, safety, and production all draw from.
Refractory Campaign Intelligence — From Fixed Interval to Condition-Based Relining
The refractory campaign is the biggest single lever in torpedo wagon economics. A conventional lining reaches end-of-life around 300,000 tonnes of hot metal transported. An advanced maintenance-free lining stretches that to 400,000 tonnes. Structured wear monitoring and optimised installation techniques have pushed documented campaigns to 2,500 cycles and 775,000 tonnes per lining — but only when every heat, every hotspot, and every slag chemistry deviation is captured against the campaign specification.
0 t
New Lining Installed
Preheat compliance and workmanship quality set the ceiling for the entire campaign. Missed preheat cycles are logged and audited.
100 kt
Early Wear Stabilises
First shell temperature baseline established per wagon. Wear trajectory modelled against original brick thickness map.
250 kt
Mid-Campaign Monitoring
Slag-line wear tracked heat-by-heat. Any deviation above the trend triggers slag chemistry review and reagent adjustment.
400 kt
Extended Campaign Window
Condition-based deployment replaces calendar-based relining. Wagon continues to run while lining margin remains positive.
775 kt
Documented Best-in-Class
Peer-reviewed benchmark for well-managed campaigns using targeted zone lining and structured wear monitoring.
Typical uplift with AI campaign management
15 to 20 percent longer lining life
Refractory spend impact per wagon per year
Six-figure reduction per unit
Emergency relining events avoided
Eliminated where thermal trends are monitored continuously
Extend Every Wagon's Refractory Campaign — Without Adding Risk
iFactory's thermal decay models, digital twin lining maps, and heat-by-heat process integration are already helping steelmakers push wagons closer to their true campaign ceiling while keeping safety margins intact. See how the platform would model your fleet.
Mechanical Health — Wheels, Bearings, Brakes, and Drive Systems
Refractory failure gets the headlines. Mechanical failure gets the incident reports. Bogie bearings, wheel flanges, brake systems, and drive components are the second layer of wagon reliability — and the systems most often neglected because they seem simpler than a refractory lining. The table below is the mechanical monitoring matrix iFactory applies across every wagon, indexed to cycle count and load, not to the calendar.
A mid-sized fleet documented a 22 percent reduction in bogie and wheel maintenance cost within twelve months of enabling AI condition monitoring. Ask for the case data — book a demo.
Fleet Scheduling and the Hot Metal Cycle — Every Minute is Temperature
Even a perfectly maintained fleet loses money if its rotation is uncoordinated. Blast furnaces cast on their own rhythm. BOFs charge on theirs. Torpedo wagons and transfer cars are the buffer, and every hour of unnecessary buffer is thermal loss the BOF pays for in energy, oxygen, and scrap. The four-stage cycle below is what fleet routing intelligence continuously optimises.
Stage 01
Casthouse Fill
Wagon receives 250 to 350 tonnes of liquid iron from the blast furnace runner. Preheat status, impact pad condition, and slag chemistry are logged. This is the highest-shock event in the entire cycle.
Stage 02
Transport and Optional Treatment
Wagon moves to the steelmaking shop or to desulfurisation. Every minute here is 0.2 to 0.5°C of hot metal loss. Fleet routing minimises transit and dwell simultaneously.
Stage 03
Tipping and BOF Charge
Rotation bearings take full load and thermal stress. Tipping angle, discharge time, and residual iron are captured for wagon and lining history.
Stage 04
Return, Cool, and Requeue
Empty wagon returns to the casthouse. Cool-down rate, brake compliance, and wheel condition data update the digital twin. The wagon rejoins the queue with a refreshed condition score.
What Steelmakers Gain — Documented Fleet-Level Results
Across integrated steelmakers running iFactory's molten metal handling platform for twelve months, the numbers below are the fleet-level benchmarks maintenance managers, plant heads, and finance teams have cited.
15 to 20%
Increase in refractory lining life through precise wear tracking and preheat compliance
22%
Reduction in bogie and wheel maintenance cost through early bearing detection
10 to 15°C
Recovery of hot metal temperature by shortening transit and dwell time
48 hrs
Warning window before predicted shell hotspot events
Zero
Unplanned refractory breakouts in monitored fleets over the reporting period
6 to 9 mo
Typical payback period for the deployed AI fleet monitoring stack
Frequently Asked Questions
Can AI refractory monitoring replace our scheduled thermal camera inspections?
It replaces the reactive, calendar-based part of your programme and augments the inspection part. Handheld and walk-around IR sweeps only catch a hotspot at the moment of the sweep and cannot show trend. iFactory's trackside thermal stations image every wagon on every pass, build a per-wagon temperature trend, and filter false alarms from surface slag and reflections. Manual inspection remains valuable for close-up verification when the platform surfaces a specific zone of concern, but the platform is the primary condition-detection layer. Full deployment details are available through
iFactory support.
How much of our existing WMS, MES, or fleet management system needs to change?
In most integrated steel plants, iFactory sits alongside existing MES, level-2 systems, and any wagon or ladle tracking already in place. The platform integrates bidirectionally through standard industrial connectors and does not require a rip-and-replace. Refractory condition, mechanical health, and cycle position data flow into the platform, while alerts, work orders, and campaign summaries can flow back into your existing maintenance management system. Full architecture reviews are done during the audit. To scope your integration,
book a demo.
What is the realistic timeline from decision to first fleet-level insights?
Trackside thermal stations and bogie vibration sensors can be commissioned within weeks of hardware arrival on site, and the digital twin for each wagon begins populating from the first cycle it observes. Meaningful trend analysis for refractory campaign extension typically emerges within 6 to 8 weeks of continuous operation, once enough heat-by-heat data is fused into the twin. Mechanical health baselines stabilise faster — usually within 2 to 3 weeks. Full ROI is generally documented within 6 to 9 months. Detailed rollout plans are shared during scoping —
book a call.
Does this work for a mixed fleet of torpedo wagons, transfer cars, and open-top ladles?
Yes. The digital twin schema is asset-type aware, so torpedo wagons carry a refractory campaign model, ladle transfer cars carry a trunnion and shell distortion model, and open-top ladles carry a slag-line and radiant exposure model. A single fleet dashboard shows all asset types side by side, ranked by risk. Mixed fleet coverage is the standard deployment pattern for integrated plants, not a special case. Configuration details are available from the
support team.
Who owns the day-to-day monitoring — the maintenance team or an external service?
The maintenance manager and reliability team own the platform. iFactory provides the monitoring stack, digital twin, alerting logic, and a support relationship for tuning and model refinement, but the decisions — when to reline, when to pull a wagon for bogie work, when to accept a hotspot alert — stay with your team. This is deliberate, because the accountability for wagon safety cannot sit outside the plant. Onboarding, training, and a shared alerting protocol are part of every deployment and can be reviewed on a
demo call.
Stop Guessing at Refractory Life. Stop Waiting for the Next Bogie Failure.
Your fleet is the most safety-critical asset in the plant. It deserves a monitoring platform built for the physics, the chemistry, and the cycle it actually runs on. Book a fleet audit and see the wagons you are already running, mapped onto the platform that would run them safer.