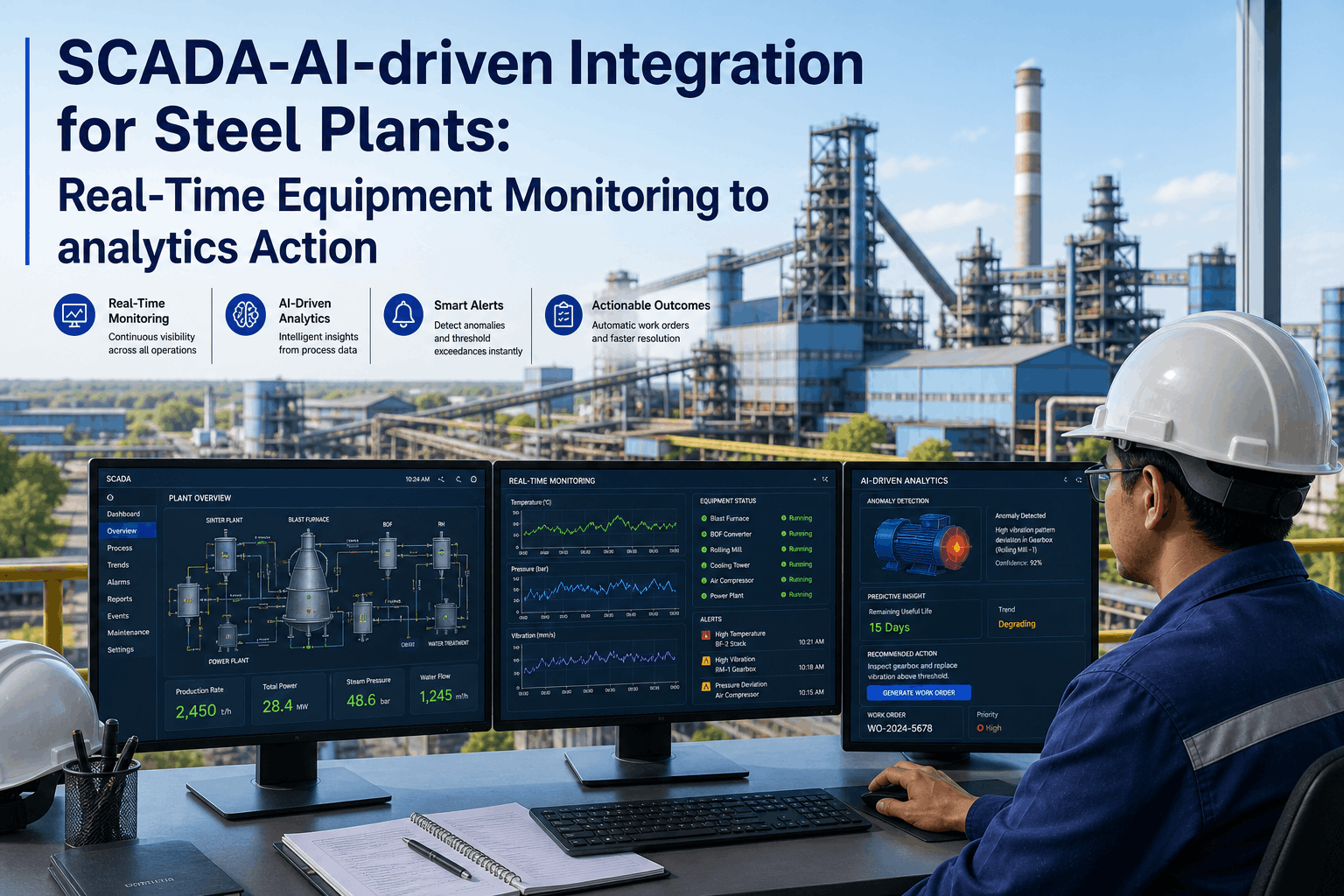
Connecting SCADA and Level 2 automation systems to an AI-driven analytics platform is the single highest-leverage integration project available to U.S. steel operations today. Every process variable, every alarm, every setpoint deviation that currently lives inside a historian or DCS controller holds maintenance intelligence — but only if it can be extracted, contextualized, and routed to the right decision maker at the right time. Steel Plant SCADA and Level 2 integration with AI closes the gap between real-time process data and predictive maintenance action, turning alarm floods into work orders, setpoint drift into bearing condition alerts, and historian archives into wear-rate models. This guide covers OPC-UA connectivity architecture, historian integration strategy, alarm-to-work-order automation, and process data analytics workflows for integrated steel plants and EAF melt shop operations. Book a SCADA Integration Review.
Why SCADA and Level 2 Integration Is the Foundation of AI-Driven Steel Plant Maintenance
Modern steel plants generate between 500,000 and 2 million individual data points per day across SCADA, Level 2 process computers, PLC networks, and energy management systems. The problem is not data scarcity — it is data fragmentation. Each system was commissioned independently, speaks a different protocol, stores data in a different format, and has no native connection to the maintenance management layer. A caster Level 2 system that logs casting speed, mold level, and secondary cooling flow has no path to the CMMS that tracks segment pull schedules and bearing replacement histories. An EAF electrode control system that records arc stability indices has no link to the transformer maintenance program. AI integration builds that path.
The commercial case for integration is direct and quantifiable. Plants that have connected Level 2 process data to AI-driven maintenance analytics report a 20–30% reduction in unplanned downtime within the first 12 months, driven primarily by condition-based maintenance triggers replacing calendar-based schedules. The investment in OPC-UA connectivity, historian bridge software, and AI platform licensing typically returns in 6–10 months for a mid-size integrated facility. The critical prerequisite is a connectivity architecture that is standards-based, cybersecurity-hardened, and designed for the latency requirements of both real-time alarming and predictive trend analysis.
Connectivity Architecture: OPC-UA, Historian Bridges, and Protocol Translation
The connectivity layer is the technical foundation of any SCADA-AI integration project. Getting it right determines whether the integration delivers sub-second real-time data for alarm management or is limited to batch historian pulls for trending. The architecture must accommodate three distinct data flows: real-time process data for condition monitoring, historical trend data for wear and degradation modeling, and event data (alarms, setpoints changes, recipe executions) for root-cause correlation. Each flow has different latency, volume, and security requirements.
OPC-UA: The Standard for Secure, Semantic Industrial Data Exchange
OPC Unified Architecture (OPC-UA) is the IEC 62541 standard for secure, platform-independent industrial data exchange and is the correct connectivity protocol for any new SCADA-AI integration in a steel plant environment. Unlike legacy OPC-DA (which requires Windows DCOM and has no built-in security), OPC-UA provides certificate-based authentication, encrypted transport, and a semantic information model that carries process variable metadata — engineering units, alarm limits, quality flags — alongside the raw data value. For AI analytics, the semantic layer is critical: an AI model that receives a number without context (is 1,850°C a normal tapping temperature or a furnace overload condition?) cannot generate actionable intelligence. OPC-UA delivers context with the value.
| Parameter | OPC-DA (Legacy) | OPC-UA (Current Standard) | Recommended for AI? |
|---|---|---|---|
| Transport Security | None (DCOM) | TLS 1.2 / certificate auth | OPC-UA only |
| Platform Dependency | Windows DCOM required | Platform-independent | OPC-UA only |
| Semantic Metadata | Tag name + value only | Full information model | OPC-UA only |
| Update Rate | 100–500 ms typical | 1 ms capable | OPC-UA |
| Pub/Sub Support | No | Yes (OPC-UA Part 14) | OPC-UA for high-volume |
| Firewall Traversal | Problematic | Single TCP port | OPC-UA only |
Historian Integration: Extracting Value from the Process Data Archive
Most U.S. steel plants have 5–20 years of process historian data stored in OSIsoft PI (now AVEVA PI), Wonderware Historian, FactoryTalk Historian, or similar platforms. This archive is the most underutilized asset in the maintenance program — it contains the full degradation history of every major equipment asset, if the right queries are applied. Historian bridge integration connects the AI platform to the historian via REST API or OPC-HDA, enabling the AI to pull historical baselines for anomaly detection, build wear-rate models from accumulated operating hours, and correlate process upsets with downstream maintenance events.
Protocol Translation for Legacy PLC and DCS Networks
Many steel plant control systems still run legacy protocols — Modbus TCP/RTU, Profibus, DeviceNet, Allen-Bradley DF1, or proprietary DCS communication layers — that have no native OPC-UA capability. Protocol translation gateways (hardware or software) convert these legacy signals to OPC-UA at the edge, preserving the original control system while making the data accessible to the AI platform. The selection of the right gateway depends on the legacy protocol, scan rate requirement, and the number of tags per device.
| Legacy Protocol | Common Steel Plant Application | Translation Gateway | OPC-UA Update Rate |
|---|---|---|---|
| Modbus TCP/RTU | Motor drives, energy meters, pump controls | Kepware, Matrikon, Softing | 100–500 ms |
| Profibus DP | Siemens S7 field devices, sensor networks | Hilscher, HMS Anybus | 50–200 ms |
| Allen-Bradley EtherNet/IP | ControlLogix PLCs, rolling mill drives | RSLinx, Kepware EX | 10–100 ms |
| OPC-DA (Legacy) | Existing SCADA historians, WinCC | OPC-DA to UA Wrapper | Matches DA scan rate |
| HART over 4–20 mA | Field transmitters, flow meters | HART multiplexers + gateway | 1–5 sec |
Cybersecurity Architecture for OT-IT Integration
Connecting operational technology (OT) networks to IT and cloud platforms introduces cybersecurity risk that must be managed with a defense-in-depth architecture. The NIST Cybersecurity Framework and ISA/IEC 62443 standard define the requirements for secure OT-IT integration in industrial environments. For steel plant SCADA-AI projects, the minimum security architecture includes network segmentation via industrial DMZ, unidirectional data diodes for historian bridging where write-back is not required, certificate-based OPC-UA authentication for all connections, and role-based access control at the AI platform layer.
Alarm-to-Work-Order Automation: Converting Process Alerts into Maintenance Actions
The highest-value operational output of SCADA-AI integration is not a dashboard — it is an automated work order. When a process alarm that correlates with equipment degradation (motor overcurrent, hydraulic pressure drop, bearing temperature rise) triggers an AI-evaluated condition assessment that reaches a maintenance threshold, the system should automatically create a prioritized work order in the CMMS, assign it to the appropriate craft crew, and attach the relevant process data context. This closes the gap between process monitoring and maintenance execution that currently requires a shift supervisor to manually translate an alarm screen into a maintenance request.
Alarm Classification and Noise Filtering
Raw SCADA alarm floods — most steel plants generate 500–2,000 alarms per day — contain 60–80% nuisance alarms that require no maintenance action. The AI layer applies alarm rationalization logic (ISA-18.2 compliant) to classify each alarm as process upset, equipment condition indicator, or nuisance/standing alarm. Only equipment condition indicators are routed to the maintenance workflow. This filter step is critical: an unfiltered alarm-to-work-order integration creates work order inflation that overwhelms the maintenance crew and destroys credibility in the system within weeks.
Condition Threshold Evaluation Against Asset Baseline
For each equipment condition alarm that passes the classification filter, the AI evaluates the alarm value against the asset-specific baseline established from historian data. A motor current reading at 108% of rated load triggers different responses depending on whether the baseline for that drive at that operating point is 95% (abnormal, inspect) or 107% (within historical range, log only). Asset-specific baselines prevent false positives from process-normal high-load conditions generating unnecessary work orders — the most common failure mode in first-generation SCADA-maintenance integration projects.
Work Order Generation with Process Context Attachment
When the AI determines that a condition alarm exceeds the asset baseline threshold by more than the configured deviation band, it automatically creates a CMMS work order with pre-populated asset ID, failure mode category, and priority level. Critically, the work order includes an attached data export: the last 4 hours of relevant process trend data, the alarm timestamp and value, and the AI's condition assessment narrative. The technician arriving at the equipment has context that currently requires a separate trip to the SCADA console — cutting diagnostic time by 30–50% per work order.
Escalation Logic for High-Priority Conditions
Certain alarm conditions — bearing temperature above emergency threshold, hydraulic pressure below minimum operating value, cooling water flow below design rate on critical equipment — require immediate escalation beyond a standard work order. The escalation workflow sends SMS and push notification to the on-call maintenance supervisor and area process engineer simultaneously, with a 15-minute acknowledgment requirement before automatic escalation to the shift manager. Escalation logic is configured per equipment class and severity level, ensuring that truly urgent conditions receive human attention within the response window that prevents equipment damage.
Feedback Loop: Work Order Outcome to AI Model Refinement
When a technician closes a work order — recording the actual finding, parts used, and repair action — that outcome data is fed back to the AI model as a labeled training event. A work order that found bearing damage confirms the alarm-to-condition correlation and strengthens the model's confidence in that alarm signature. A work order that found no defect flags the alarm as a potential false positive and triggers a review of the classification threshold. This feedback loop is what separates a self-improving AI maintenance system from a static rule engine — and it requires CMMS work order data to flow back to the AI platform, not just the reverse.
Process Data Analytics: Turning Level 2 Variables into Maintenance Intelligence
Level 2 automation systems in steel plants — caster process computers, rolling mill AGC systems, EAF furnace controllers, hot metal ladle tracking systems — generate the most maintenance-relevant process variables in the plant. Casting speed stability, mill roll force deviation, electrode consumption rate, and tapping weight variance are all leading indicators of equipment degradation that manifest in process data weeks before they appear as maintenance failures. The analytics framework below defines the key Level 2 variables by process area and the maintenance intelligence each variable delivers when trended against equipment condition data.
| Process Area | Level 2 Variable | Normal Range | Degradation Indicator | Maintenance Action Triggered |
|---|---|---|---|---|
| Continuous Caster | Casting Speed Variance (m/min) | ± 0.05 m/min of setpoint | Speed hunting > ± 0.15 m/min | Withdrawal drive inspection |
| Continuous Caster | Mold Level Oscillation (mm) | ± 2 mm of setpoint | Oscillation amplitude > ± 5 mm | Stopper rod / SEN inspection |
| Hot Strip Mill | Roll Force Deviation (%) | ± 3% of pass schedule | Force deviation > ± 8% sustained | Roll change schedule advance |
| Hot Strip Mill | AGC Cylinder Response Time (ms) | < 50 ms at rated speed | Response > 80 ms or oscillation | Hydraulic servo valve inspection |
| EAF Melt Shop | Electrode Consumption Rate (kg/ton) | Grade-specific baseline | > 15% above baseline for grade | Electrode column inspection |
| EAF Melt Shop | Transformer Tap Position Frequency | Design tap sequence per grade | Abnormal tap hunting pattern | Arc regulator calibration check |
| Reheat Furnace | Zone Temperature Deviation (°C) | ± 10°C of setpoint | Deviation > ± 25°C sustained 30 min | Burner / combustion inspection |
| Cooling System | Flow Rate Variance (m³/hr) | ± 5% of design flow | Flow drop > 10% at constant pump speed | Pump impeller / filter inspection |
The key principle in Level 2 process analytics for maintenance is that a single alarm or threshold breach is rarely actionable — it is the trend direction and rate of change that determines maintenance urgency. An EAF electrode consumption rate at 14% above baseline for a single heat is within normal grade-to-grade variation. The same parameter at 12% above baseline for eight consecutive heats on the same grade is a degradation trend that demands investigation before the next scheduled electrode inspection. The AI analytics layer applies this trend logic automatically, converting point-in-time deviations into trended condition scores that generate maintenance priorities based on rate of change, not just instantaneous value. See the process analytics module.
Real-Time Condition Scoring
Each monitored process variable is converted into a 0–100 condition score updated at the SCADA scan rate. The score integrates current value, deviation from baseline, trend direction, and rate of change into a single number that the CMMS can use as a maintenance priority trigger without requiring maintenance staff to interpret raw process data. Score below 70 generates a planned work order. Score below 50 escalates to urgent. Score below 30 triggers immediate notification.
Multi-Variable Correlation Engine
Single-variable thresholds miss failure modes that only appear in the correlation of two or more process variables. A rolling mill hydraulic system that shows normal pressure but declining flow rate combined with increasing oil temperature is indicating a pump cavitation condition that neither variable alone would flag. The correlation engine continuously evaluates pre-defined multi-variable failure signatures across all monitored equipment — a library of 40–80 signatures for a typical integrated plant, built from historical failure data and OEM equipment knowledge.
Grade and Schedule Context Normalization
Steel plant process variables change legitimately with steel grade, cast format, rolling schedule, and furnace campaign. An AI system that applies fixed thresholds across all operating modes generates false positives on high-alloy grades and misses degradation on easy grades. Context normalization pulls the current production schedule from the Level 2 system and applies grade-specific and format-specific baseline adjustments to every monitored variable before the condition score is calculated — eliminating the most common source of false alarms in SCADA-AI integrations.
Remaining Useful Life Projection
For equipment with a measurable and trended degradation rate — roll wear, electrode consumption, bearing temperature rise — the AI projects the remaining useful life (RUL) at current operating conditions and generates a predicted replacement date. The RUL projection feeds directly into the maintenance planning schedule in the CMMS, allowing the planner to order parts and schedule labor before the predicted failure date rather than reacting to it. RUL accuracy improves with each completed replacement cycle as the model accumulates equipment-specific wear data.
OSIsoft PI and AVEVA Historian Integration: Unlocking the Archive
OSIsoft PI (now AVEVA PI System) is the dominant process historian platform in U.S. integrated steel operations — most plants with more than 10 years of operation have PI archives containing between 50,000 and 500,000 process tags and years of continuous data. This archive is the most valuable training dataset available for AI-driven maintenance models, because it contains the actual degradation signatures of every major equipment failure the plant has experienced. Properly integrated, the PI archive reduces the cold-start problem for new AI deployments from 12–18 months of live data collection to 6–8 weeks of historical data processing.
| Integration Method | Use Case | Latency | License Required | Recommended For |
|---|---|---|---|---|
| PI Web API (REST) | Historical data pull, batch analytics | 1–5 sec | PI Server license only | AI training data, trend analytics |
| PI AF SDK | Asset framework navigation, event frames | 100–500 ms | PI AF Client license | Asset hierarchy mapping to CMMS |
| PI OPC-UA Interface | Real-time data streaming to AI platform | 10–100 ms | PI Interface license | Real-time condition monitoring |
| PI DataLink (Excel) | Manual reporting, ad hoc analysis | On-demand | PI DataLink license | Not recommended for AI integration |
| PI Event Frames | Equipment event context (startups, upsets) | Event-triggered | PI AF Server | Failure event labeling for AI training |
Expert Review: What Separates Successful SCADA-AI Integrations from Failed Ones
After reviewing SCADA-AI integration projects at more than 40 North American steel and metals facilities over the past six years, the pattern that separates successful deployments from expensive failures is consistent and repeatable. The technical barriers — OPC-UA connectivity, historian bridge configuration, cloud security architecture — are all solvable. The failure mode is almost always organizational: maintenance teams that were not involved in the integration design, alarm rationalization that was never completed before the AI went live, and work order automation that created 200 new work orders per week without a matching increase in labor capacity to execute them. The plants achieving 25%+ reductions in unplanned downtime from SCADA-AI integration shared three practices: they started with three to five high-value equipment assets and proved ROI before expanding, they dedicated a maintenance engineer to own the alarm rationalization process before go-live, and they built the feedback loop between work order outcomes and AI model refinement into the project scope from day one. The technology works. The question is always whether the organization is ready to act on what it tells them.
— Digital Transformation Benchmark Review, U.S. Steel & Metals Operations, iFactory Analytics Reference 2026Conclusion
SCADA and Level 2 integration with AI is not a technology project — it is a maintenance transformation project that uses technology as its enabling layer. The OPC-UA connectivity, historian bridges, and alarm-to-work-order automation described in this guide are the infrastructure through which process data becomes maintenance intelligence. But the intelligence is only valuable if the maintenance organization is structured to act on it: alarm rationalization completed before go-live, work order capacity matched to automation output, and the feedback loop from repair outcomes to AI model refinement built in from the start.
For U.S. steel operations that have invested years accumulating process historian data without connecting it to the maintenance program, the opportunity cost of inaction is compounding daily. Every equipment failure that was predictable in the Level 2 data but not detected because there was no integration between SCADA and the CMMS is a failure that the plant paid full price for. The analytics frameworks in this guide — OPC-UA connectivity, historian integration via PI Web API, alarm classification with ISA-18.2 rationalization, and multi-variable condition scoring with RUL projection — reflect what top-performing U.S. steel operations are already running. The question is not whether the technology is proven. It is how many more unplanned outages the operation will absorb before implementing it.
Frequently Asked Questions
OPC-DA is the legacy standard for industrial data exchange, using Microsoft DCOM as its transport layer — a technology that requires Windows infrastructure, has no built-in security, and creates significant IT management overhead. OPC-UA (IEC 62541) is the current standard, using TCP with TLS encryption, certificate-based authentication, and a semantic information model that carries engineering unit and alarm limit metadata alongside data values. For AI integration, the semantic layer is the critical differentiator: an AI model receiving a motor current reading via OPC-DA gets a number with no context. The same reading via OPC-UA arrives with the engineering unit (amps), the alarm limits, the asset identifier, and the quality flag (good/bad/uncertain). This metadata is what allows the AI to apply asset-specific baselines and generate meaningful condition assessments rather than generic threshold alarms. If your SCADA system only supports OPC-DA, the correct approach is a certified OPC-DA to OPC-UA bridge (available from Kepware, Matrikon, and Softing) rather than attempting to build AI connectivity directly on the legacy protocol.
The recommended integration path for PI to AI is the PI Web API, which provides a REST-based interface to PI data without requiring any changes to the PI Server configuration or production historian interfaces. The PI Web API runs on a separate server in the IT DMZ and makes read-only queries to PI — it has no write access to the historian and no path back to the OT network. This means the integration is completely non-invasive from the production operations perspective: the historian continues to record process data exactly as before, and the AI platform reads from it via the Web API on a scheduled or event-triggered basis. The only configuration work on the PI side is creating a dedicated service account with read-only access to the relevant PI points and enabling the Web API if it is not already running. For plants running AVEVA PI 2021 or later, the PI Web API is included in the standard PI Server license at no additional cost. The integration project involves tag mapping (identifying which PI points correspond to which CMMS assets), data contextualization (building the asset hierarchy in the AI platform to match the PI AF structure), and query optimization (setting appropriate data compression parameters to prevent the historian query load from impacting PI Server performance).
Alarm rationalization is the process of reviewing every alarm in the SCADA system against ISA-18.2 criteria — does this alarm require operator or maintenance action? Is it the right alarm for the failure mode it is intended to detect? Is the setpoint correct? — and classifying alarms as actionable equipment condition indicators, process upset notifications, or nuisance/standing alarms that should be suppressed or eliminated. Most U.S. steel plant SCADA systems have never been through a formal rationalization process, and the result is alarm floods of 500–2,000 alarms per day where 60–80% require no action. If you connect an AI work order automation system to a non-rationalized alarm system, you create a work order flood proportional to the nuisance alarm rate — which overwhelms the maintenance organization and causes the team to distrust and disable the system within 60–90 days. Alarm rationalization is not optional for SCADA-AI integration. It requires a dedicated process engineer, typically 4–8 weeks for a mid-size facility, working through each alarm category against the ISA-18.2 criteria and documenting the approved action for each alarm class in a master alarm database that the AI system uses for its routing and escalation logic.
The architecture that satisfies both OT security requirements and cloud AI platform connectivity is a defense-in-depth design with three key elements. First, an industrial DMZ — a network segment between the OT network and the IT/cloud network, enforced by stateful firewalls on both boundaries — ensures that no direct path exists from the internet to the SCADA system. The AI platform communicates with the DMZ, not with the OT network directly. Second, a data diode or unidirectional security gateway in the DMZ ensures that data flows only from OT to cloud — no inbound connection from the cloud can reach the OT network. For analytics-only use cases where the AI never writes back to SCADA setpoints, a data diode is the strongest possible security control and is increasingly required by cyber insurance policies for critical infrastructure. Third, all OPC-UA connections use mutual certificate authentication — both the OPC-UA server (SCADA) and client (AI bridge) must present valid signed certificates, and any unsigned connection attempt is rejected at the server. This architecture is compliant with ISA/IEC 62443 Zone 3.5 requirements and satisfies the NERC CIP standards that apply to steel operations with co-located power generation. Document the architecture in a network segmentation diagram and present it to your cyber insurer — most insurers offer premium reductions for formally documented OT-IT segmentation.
For a mid-size U.S. integrated steel facility — one caster, one rolling mill, EAF melt shop, with an existing PI historian — a full SCADA-AI integration project runs $180,000 to $380,000 in capital investment over a 9–14 month implementation timeline. The cost breakdown is approximately: OPC-UA gateway hardware and licensing for legacy PLC/DCS translation ($25,000–$60,000), historian bridge software and PI Web API configuration ($45,000–$120,000), AI platform licensing and configuration including tag mapping, asset hierarchy build, and alarm rationalization ($70,000–$150,000), and cybersecurity architecture — DMZ hardware, data diode, certificate infrastructure ($40,000–$80,000). The 9–14 month timeline breaks into three phases: Phase 1 (months 1–3) covers connectivity infrastructure and historian bridge; Phase 2 (months 4–8) covers alarm rationalization, AI model baseline training on historical data, and work order automation configuration for the first 3–5 priority equipment classes; Phase 3 (months 9–14) covers expansion to the full equipment population, RUL model deployment, and integration optimization based on Phase 2 performance data. ROI is typically demonstrated within Phase 2 from the first avoided unplanned failure events, with full payback achieved within 18–24 months for facilities with at least one unplanned outage per quarter in the targeted equipment classes.