In textile finishing, the stenter is the final checkpoint where fabric quality is locked in. Overfeed percentage, chamber temperature, fabric speed, width retention, GSM uniformity, and residual moisture must be precisely orchestrated. Even a 1% deviation in overfeed can shift GSM by 2-3 g/m², leading to off-spec rolls and costly reworks. Real-time analytics on these parameters reduce defects by up to 40% and energy consumption by 15-20%. This guide details how iFactory's Process Control Analytics transforms stenter operations into a data-driven, closed-loop system. Plant managers and maintenance directors gain granular visibility into every chamber zone, enabling predictive adjustments before quality drifts. Book a Demo to see how leading textile mills achieve 99.5% first-pass yield.
Optimize Your Stenter Line in Real Time
Achieve consistent GSM, width, and moisture with iFactory analytics. Reduce waste and energy costs today.
Overfeed Control: The Root of GSM Stability
Overfeed vs. GSM Correlation
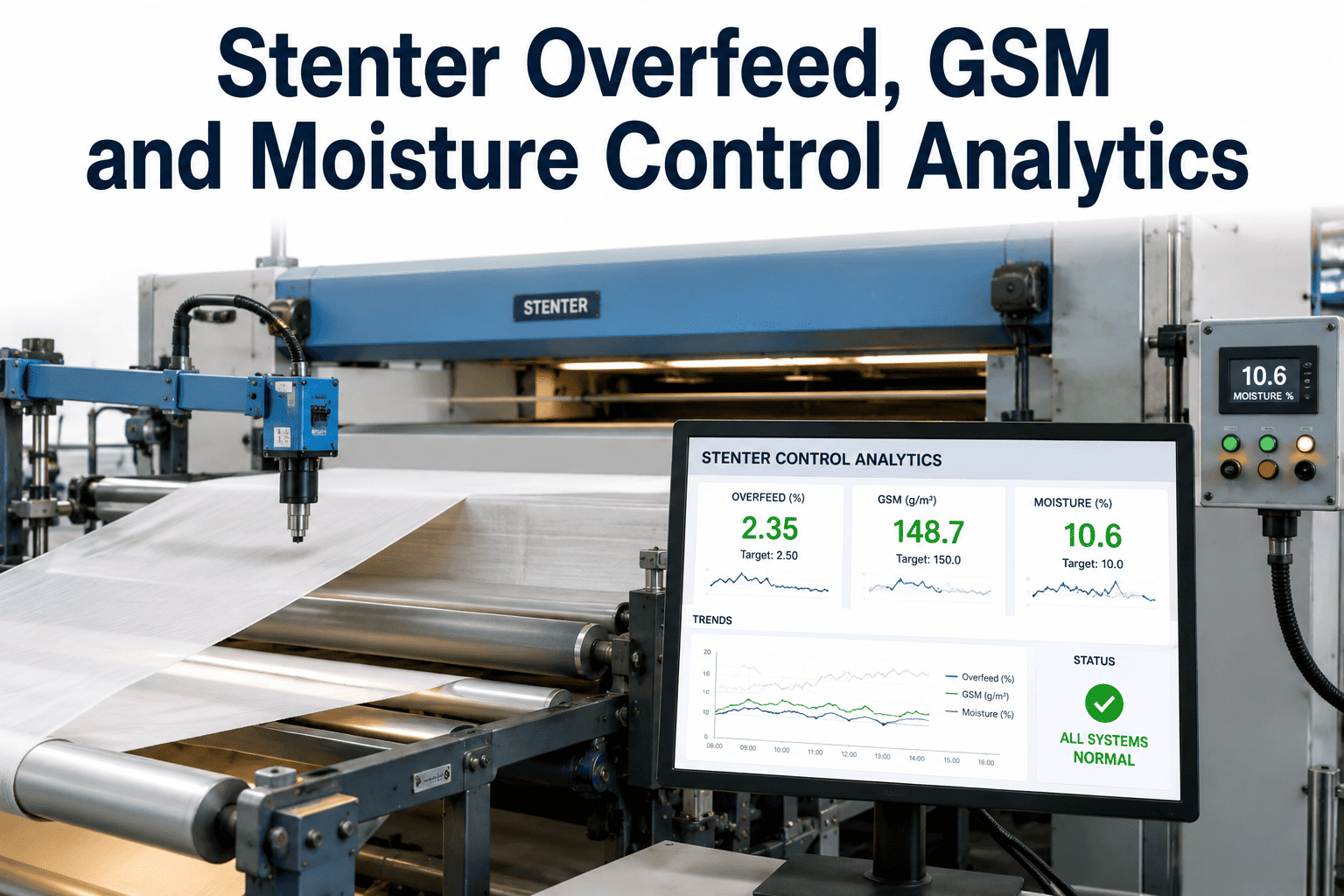
Overfeed percentage directly dictates the amount of fabric fed into the stenter per unit time. A 2% increase in overfeed can reduce GSM by 4-5 g/m², while underfeed leads to shrinkage. iFactory's analytics compute real-time overfeed adjustments based on fabric tension, speed, and width sensors, maintaining target GSM within ±1 g/m².
Dynamic Overfeed Correction
Using machine learning models trained on historical finishing runs, the system predicts optimal overfeed for each fabric type and weight. When deviations are detected, automated alerts trigger adjustments to the stenter entry rollers, reducing manual intervention by 60% and improving consistency across shifts.
Energy Savings Through Precision
Correct overfeed minimizes fabric tension variations, reducing motor load and thermal energy demand. Mills using iFactory have reported 12-18% reduction in stenter energy consumption, directly impacting the bottom line while maintaining fabric quality.
Chamber Temperature, Speed & Width: The Triad of Uniformity
Each stenter chamber must maintain precise temperature and air velocity to ensure even drying and heat-setting. iFactory monitors every zone with ±0.5°C accuracy, correlating temperature with fabric speed and width. If a chamber drifts, the system automatically adjusts burner output or conveyor speed to maintain setpoints. Width sensors at multiple points detect narrowing or stretching, enabling real-time pin chain adjustments.
Residual Moisture Analytics: From Guesswork to Precision
Inline Moisture Sensing
Near-infrared sensors measure residual moisture at the stenter exit with ±0.1% accuracy. Data feeds into iFactory's analytics engine, which correlates moisture with chamber temperature, speed, and fabric GSM. This enables closed-loop control of drying parameters, reducing over-drying energy waste by 20% and preventing under-drying that leads to mildew.
Predictive Moisture Profiling
Historical moisture data trains models that predict optimal drying profiles for new fabric runs. Operators receive recommended settings for temperature, speed, and overfeed, reducing ramp-up time by 30% and ensuring first-piece quality. Real-time dashboards display moisture trends across shifts for continuous improvement.
Integration with Quality Lab
Moisture data is automatically logged and correlated with lab test results for GSM, shrinkage, and colorfastness. iFactory's analytics identify root causes of moisture-related defects, enabling proactive adjustments. This integration reduces quality hold time by 40% and improves customer complaint resolution.
Key Stenter Parameters & Impact on Quality
| Parameter | Optimal Range | Impact on GSM | Impact on Moisture | Energy Impact |
|---|---|---|---|---|
| Overfeed (%) | 2-5% | ±2 g/m² | Low | Medium |
| Chamber Temp (°C) | 150-200 | Low | High | High |
| Fabric Speed (m/min) | 20-60 | Medium | High | Medium |
| Width (cm) | ±0.5 cm | Medium | Low | Low |
| Residual Moisture (%) | 3-6% | Low | Direct | High |
Advanced Analytics for Finishing Line Optimization
Data Aggregation
Collect real-time data from over 50 sensor points per stenter, including temperature, speed, width, overfeed, and moisture. Data is cleaned and normalized for analysis.
Anomaly Detection
Machine learning models detect deviations from optimal profiles, flagging issues like uneven heating or fabric slippage before they cause defects. Alerts are sent to operators and supervisors.
Closed-Loop Control
Automated adjustments to burner output, pin chain tension, and conveyor speed based on analytics recommendations. Reduces manual intervention by 70% and improves consistency.
Continuous Improvement
Historical data is analyzed to identify long-term trends, optimize setpoints for different fabric types, and reduce energy consumption. Reports are generated for management review.
Transform Your Stenter Operations
iFactory's analytics deliver real-time control and predictive insights. Reduce defects and energy costs now.
Energy Optimization Through Parameter Synchronization
Thermal Energy Reduction
By maintaining optimal chamber temperature and speed, iFactory reduces natural gas consumption by 15-25%. Real-time monitoring prevents overheating, which is a primary cause of energy waste in stenter operations.
Electrical Load Balancing
Overfeed and speed adjustments minimize motor load variations, reducing peak power demand. The system schedules high-energy processes during off-peak hours when possible, further lowering electricity costs.
Carbon Footprint Tracking
iFactory calculates CO₂ emissions per meter of fabric produced, providing sustainability reports for compliance and corporate goals. Mills using iFactory have achieved a 10-15% reduction in carbon footprint within six months.
Quality Metrics Dashboard
These metrics are achieved by integrating iFactory's analytics with existing stenter control systems. Real-time dashboards provide visibility into every parameter, enabling operators to make data-driven decisions. The system also generates automated reports for quality audits and continuous improvement initiatives.
Seamless Integration with Existing Stenter Controls
PLC & SCADA Connectivity
iFactory connects to major PLC brands (Siemens, Allen-Bradley, Mitsubishi) and SCADA systems via OPC UA, Modbus, or MQTT. Data is ingested in real-time with less than 100ms latency, ensuring no disruption to production.
Sensor Retrofit Kits
For older stenter lines, iFactory provides retrofit kits including temperature, moisture, and width sensors. These are installed with minimal downtime and calibrated to OEM specifications. The system supports both analog and digital inputs.
Cloud & On-Premise Options
Data can be processed on-premise for low-latency control or in the cloud for advanced analytics and remote monitoring. iFactory ensures data security with end-to-end encryption and role-based access control.
Frequently Asked Questions
How does iFactory handle stenter overfeed control in real time?
iFactory's analytics engine continuously monitors overfeed percentage via sensors at the entry rollers and compares it against target values for the specific fabric type and weight. When deviations are detected, the system sends automated commands to the stenter's PLC to adjust the overfeed mechanism. This closed-loop control operates within milliseconds, ensuring GSM remains stable. The system also logs all adjustments for later analysis and model training. For more details, contact our support team.
What sensors are required for residual moisture monitoring?
iFactory supports NIR (near-infrared) moisture sensors from leading manufacturers like Mahlo and Pleva. These sensors are installed at the stenter exit and provide continuous moisture readings with ±0.1% accuracy. The system also integrates with existing moisture sensors if already present. Data is transmitted via 4-20 mA or digital protocols. iFactory's analytics correlate moisture with temperature and speed to optimize drying. For a list of compatible sensors, visit our support page.
Can iFactory integrate with older stenter lines without modern PLCs?
Yes, iFactory provides retrofit kits that include edge gateways and sensors that communicate wirelessly or via wired connections to a central analytics server. These gateways can read analog signals (0-10V, 4-20mA) from existing sensors and send control signals to relay boards for actuator adjustments. The system is designed to work with any stenter, regardless of age or manufacturer. Installation typically takes 2-3 days with minimal production interruption. Book a Demo to see a case study of a 1990s stenter retrofit.
How does iFactory ensure data security and prevent unauthorized access?
iFactory employs end-to-end encryption using TLS 1.3 for data in transit and AES-256 for data at rest. Role-based access control (RBAC) ensures that only authorized personnel can view or modify stenter parameters. All access is logged and auditable. The system also supports on-premise deployment for mills with strict data residency requirements. Regular security updates are applied automatically. For more information, contact our support team.
What kind of ROI can a typical textile mill expect after implementing iFactory?
Based on deployments across 50+ mills, typical ROI is achieved within 6-9 months. Defect rates drop by 30-40%, energy costs reduce by 15-20%, and manual adjustment time decreases by 60%. For a mid-sized mill processing 10 million meters per year, this translates to annual savings of $200,000-$400,000. The system also reduces quality hold time and improves customer satisfaction. Book a Demo to receive a personalized ROI estimate for your facility.
Ready to Master Stenter Control?
iFactory gives you real-time analytics and closed-loop control. Book a demo to see how leading mills achieve 99.5% yield.