.jpg)
Global technical textiles consumption exceeds 40 million tons annually, with narrow fabrics — seat belt webbing, cargo restraint straps, medical tapes, and industrial belting — representing a $16 billion segment growing at 5.8 percent per year. Jacquard weaving is the dominant production method for these engineered textiles, but each style change requires re-lacing 600 to 2,400 harness cords, re-mapping the design file to the machine controller, and verifying pattern repeat accuracy across the full fabric width. A single harness mis-tie or design file error can scrap 50 to 200 meters of technical fabric before the defect is detected. iFactory Jacquard Production Intelligence Platform digitizes the design-to-loom workflow, monitors harness health in real time, and inspects fabric at full weaving speed — cutting changeover time by 60 percent and reducing defect waste to under 0.5 percent. Book a demo to see how technical textile mills using digital jacquard management increase first-quality yield from 82 to 97 percent and recover 22 hours per month in changeover downtime.
Every Harness Cord, Every Design File, Every Meter of Technical Fabric.
One Platform from CAD to Finished Roll.
Narrow fabric and technical textile jacquard operations face a compound challenge: increasing order complexity, shorter run lengths, and zero tolerance for defects in safety-critical applications. iFactory connects design, harness setup, production, and quality inspection into a single digital thread — eliminating the gaps where defects and downtime hide.
Technical Textile Applications That Depend on Precision Jacquard Weaving
Jacquard weaving is the preferred production method for technical textiles requiring engineered structural integrity, complex patterning, and defect-free construction at widths from 10 mm to over 400 mm. Each application imposes distinct requirements on harness configuration, pick density, yarn selection, and quality verification.
Automotive
Seat belt webbing, airbag fabrics, tire cord, hose reinforcement, interior trim fabrics. Typical tensile strength requirements exceed 3,000 N for seat belts, with zero-defect tolerance enforced by FMVSS 209 and ECE R16 standards.
Aerospace & Defense
Parachute webbing, cargo restraint straps, harness tie-downs, composite reinforcement tapes. MIL-SPEC and NAS requirements demand documented traceability from yarn lot to finished roll, with 100 percent inspection of critical dimensions.
Medical & Health Care
Surgical tape substrates, elastic bandages, orthopedic support webbing, dental floss tape. Medical-grade narrow fabrics require biocompatible yarns, consistent edge finish to prevent fraying, and ISO 13485-compliant production documentation.
Safety & Industrial
Cargo tie-down straps, fall protection lanyards, conveyor belting reinforcement, fire hose jacketing, geotextile seams. These applications prioritize abrasion resistance, UV stability, and consistent mechanical performance over long production runs.
Engineered Widths, Zero-Defect Specifications: Narrow Fabric Types Compared
Each narrow fabric type serves a distinct engineering function and imposes different requirements on jacquard harness configuration, pick density, yarn selection, and quality verification. The table below summarizes the construction parameters and quality standards for the five most widely produced narrow fabric categories.
| Fabric Type | Typical Width | Pick Density | Harness Hooks | Primary Yarn | Key Standard |
|---|---|---|---|---|---|
| Seat Belt Webbing | 46–48 mm | 18–24 ppcm | 1,200–1,600 | PET 1,100–1,670 dtex | FMVSS 209 / ECE R16 |
| Cargo Restraint Strap | 25–100 mm | 12–18 ppcm | 800–2,400 | PP 2,000–5,000 dtex | EN 12195-2 |
| Fall Protection Lanyard | 25–50 mm | 16–22 ppcm | 800–1,200 | PA 6.6 1,400–3,200 dtex | ANSI Z359 / EN 355 |
| Medical Tape Substrate | 6–80 mm | 28–36 ppcm | 400–2,000 | PET / Cotton 100–300 dtex | ISO 13485 |
| Industrial Belt Reinforcement | 50–400 mm | 8–14 ppcm | 1,200–3,200 | PET / Aramid / PA | Custom spec per application |
Four Steps From Digital Design to First-Quality Technical Fabric
The gap between a completed jacquard design file and defect-free production fabric is where most technical textile mills lose time and material. Each transfer between software, harness lacing, machine setup, and quality verification introduces risk of error. Digitizing this workflow eliminates the handoff gaps.
Design File Preparation
The design team creates or imports the jacquard pattern in standard formats (JAC, JC5, DNF, BMP). The platform validates the design against the target machine's harness capacity, pattern repeat constraints, and yarn color map — flagging incompatibilities before the file reaches the production floor. Automated file conversion eliminates format mismatch errors between design software (AVA, NedGraphics, ArahWeave) and machine controllers (Stäubli, Bonas, Grosse).
Validation: 30 secondsHarness Mapping & Setup
The platform generates a digital harness map showing the exact tie-up sequence for each hook, heald, and drop wire position. For style changes, the system compares the current harness configuration to the new design requirements and produces a step-by-step re-lacing guide. Operators confirm each harness cord against the digital map on a tablet, eliminating the manual counting and marking that causes 85 percent of harness setup errors.
Setup time: 60% fasterMachine-Side Deployment
The validated design file and harness map are pushed directly to the jacquard machine controller and the operator's tablet. The controller loads the pattern, the tablet displays the setup confirmation checklist, and the platform verifies that the loaded file matches the approved design — preventing the most common production-floor error: weaving from the wrong revision of a design file.
Deploy: 2 minutesProduction & Inline Verification
During production, the platform monitors harness performance, warp tension, pick density, and fabric structure in real time. The AI fabric inspection system compares the woven structure against the design file at each pattern repeat, flagging any deviation in real time — detecting harness cord breakage, incorrect shed formation, or pick spacing drift within 150 milliseconds.
Verify: Real-time at full speedClose the Gap Between Design and Production. Cut Changeover Time by 60 Percent.
iFactory's jacquard platform digitizes every step from design file to finished fabric — eliminating manual file conversion, harness counting errors, and undetected pattern defects. Works with any jacquard machine controller and design software.
Three Integrated Monitoring Layers for Zero-Defect Jacquard Production
Jacquard weaving for technical textiles demands a level of quality assurance that visual inspection alone cannot provide — especially for narrow fabrics where defects can compromise safety-critical performance. The iFactory platform monitors three layers simultaneously throughout every production run.
Harness Condition Monitoring
Tension sensors on each harness cord group detect slack or broken cords within one weaving cycle. The system tracks cumulative cord cycles and predicts fatigue-based failure 200+ hours before breakage. In multi-hook machines (1,200 to 3,200 hooks), this eliminates the needle-in-a-haystack problem of locating a single broken harness cord among thousands.
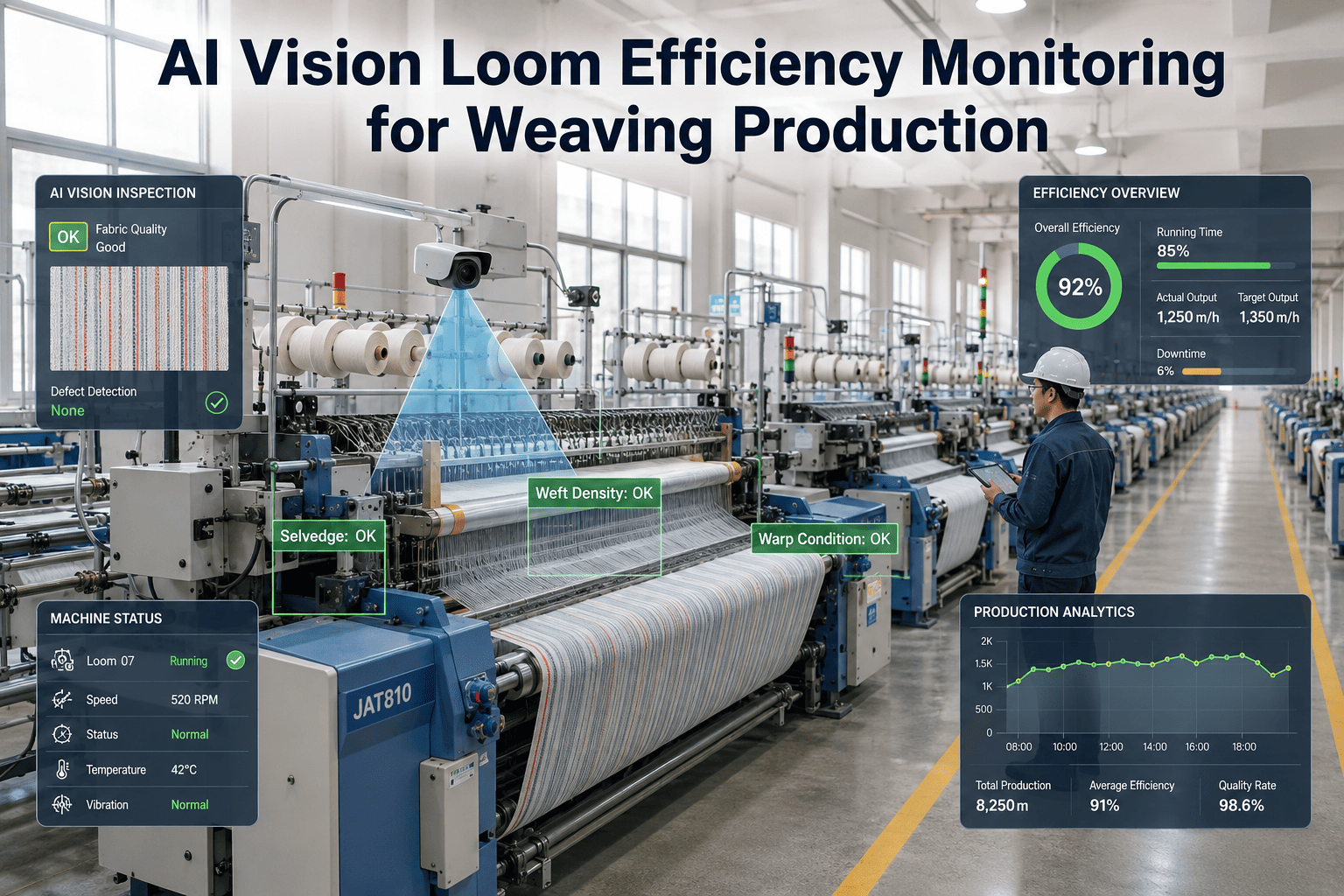
Fabric Structure AI Vision
A high-resolution line-scan camera at the fabric exit point captures full-width images at each pattern repeat. A CNN trained on 62,000+ technical fabric images detects float errors, incorrect binding, pick spacing variation, and edge defects — classifying each against the design file within 150 ms. Defects are mapped to harness position, enabling immediate root-cause identification.
Production Analytics & Traceability
Every production run generates a complete digital record: design file version, harness map, machine parameters, inline inspection results, and roll-level traceability. For safety-critical applications (seat belts, fall protection), this provides the documented quality evidence required for regulatory compliance without manual paperwork.
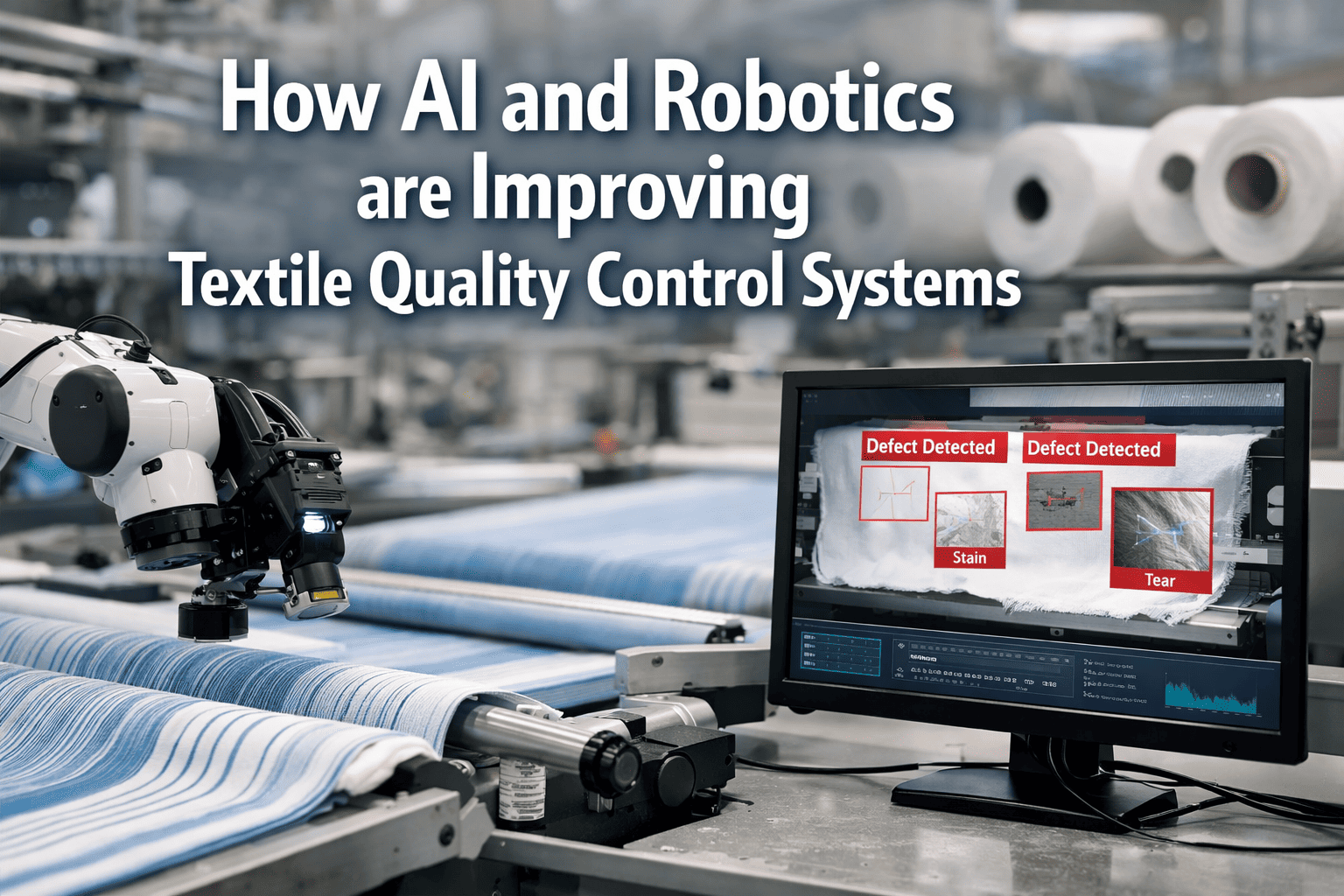
Six Defects That Compromise Technical Fabric Performance — and How AI Monitoring Prevents Them
In technical textiles, a defect is not just a visual imperfection — it's a potential failure point in a safety-critical application. Each of the six most common jacquard weaving defects has a distinct root cause in the design-to-loom workflow that the iFactory platform detects and prevents.
Harness Float / Incorrect Binding
A harness cord fails to lift or lower, causing the warp end to float over multiple picks instead of binding. In technical fabrics, this creates a weak point that can propagate under load.
Root cause: Broken or slack harness cord • Detection: AI vision within 150 msPick Spacing Variation
Inconsistent pick density across the fabric width, caused by uneven take-up tension or let-off variation. In narrow fabrics, even a 2 percent variation can reduce breaking strength below specification.
Root cause: Take-up or let-off drift • Detection: Real-time pick density monitoringPattern Repeat Misalignment
The woven pattern does not align with the design file due to incorrect harness tie-up mapping or a design file mismatch. On wide jacquard machines, the error may not appear for 50 to 100 meters of fabric.
Root cause: Harness map mismatch or wrong design revision • Detection: File-to-fabric AI comparisonEdge Defect / Fraying
Loose or broken selvage ends produce frayed edges that are unacceptable in medical and automotive applications. Edge defects account for 18 percent of narrow fabric rejections.
Root cause: Selvage yarn tension variation • Detection: Edge-specific AI vision inspectionDent / Reed Mark
A bent or misaligned reed wire creates a vertical streak where warp end spacing is incorrect. In narrow fabrics, this produces a localized weakness that can split under tensile load.
Root cause: Damaged reed wire • Detection: Periodic reed inspection + AI fabric scanYarn Mix / Wrong Yarn Inserted
An incorrect yarn package is loaded onto a feed position, introducing a different denier, material, or color into the fabric. In technical textiles, this can compromise mechanical or chemical performance.
Root cause: Operator loading error • Detection: Yarn verification at creel + AI fabric analysisMeasured Outcomes Across 28 Narrow Fabric and Technical Textile Mills
Mills deploying iFactory's jacquard production intelligence platform recorded consistent improvements across changeover time, defect reduction, yield, and regulatory compliance within the first 90 days of operation.
Frequently Asked Questions
Does the platform work with existing jacquard design software and machine controllers?
Yes. The platform imports design files in all standard jacquard formats (JAC, JC5, DNF, BMP, and others) from any design software including AVA, NedGraphics, ArahWeave, and Proweave. File validation checks compatibility with your specific machine model's harness capacity, repeat limits, and controller firmware. Output is delivered in the native format of your machine controller — Stäubli, Bonas, Grosse, or Müller — with automated format conversion. No changes to your existing design software or machine controllers are required. The platform sits between them as a validation and management layer.
How does the platform handle style changeovers on machines with 1,200 to 3,200 harness hooks?
At changeover, the platform generates a digital harness map comparing the current tie-up to the new design requirements. The operator follows a tablet-guided re-lacing sequence that directs them to specific hook positions — eliminating manual counting and marking. After re-lacing, the platform runs an automated verification that checks each harness cord's lift response before production starts. For machines where partial re-lacing is sufficient (only certain pattern areas change), the platform identifies exactly which hooks need re-ties and which can remain, reducing changeover time by 60 percent on average. The longest changeovers — full re-lacing on 3,200-hook machines — are reduced from 12 hours to under 5 hours.
Can the AI fabric inspection system detect defects in narrow fabrics down to 10 mm width?
Yes. The line-scan camera system adjusts its field of view automatically based on the fabric width detected during the production setup. For narrow fabrics below 25 mm width, an optical magnification lens is engaged to maintain 0.1 mm per pixel resolution. The system has been deployed on fabrics as narrow as 6 mm (medical tape substrate) and as wide as 420 mm (industrial belting). The CNN model is trained on fabric images across the full narrow fabric width range and adjusts its detection threshold based on the width setting. Edge defects receive enhanced attention in narrow fabric mode, since edge quality is proportionally more significant for narrow fabrics than for wide fabrics.
How does the platform support regulatory compliance and traceability for safety-critical applications?
Every production run generates an immutable digital record containing: design file version and approval timestamp, harness map used for setup, machine configuration parameters, yarn lot numbers for each feed position, inline AI inspection results per meter of fabric, and roll-level quality grade with defect coordinates. This record is exportable in formats compatible with ISO 9001, ISO 13485, and IATF 16949 audit requirements. For seat belt webbing and fall protection applications, the platform can generate the specific quality documentation required by FMVSS 209, ECE R16, and ANSI Z359 — including tensile test sample tracking and lot-level traceability. Documentation is generated automatically at roll completion, eliminating hours of manual quality paperwork per shift.
What is the installation process and does it require changes to existing jacquard machines?
The platform consists of: a central edge compute server that connects to your machine controllers via existing network or serial interfaces, a line-scan camera assembly that mounts at the fabric take-down point using machine frame bolt holes (no drilling or welding), harness tension sensor arrays that clip onto the harness cord groups (no permanent modification), and a tablet or workstation for operator interaction at each machine. Software installation on your design PCs and machine controllers is handled remotely with no production disruption. For an 8-machine cell, the full hardware installation and software configuration is typically completed within two weeks. iFactory provides on-site support for the first two machine installations and remote support for the remaining machines.
What is the measurable ROI for a typical narrow fabric facility with 8 jacquard machines?
Based on deployment data across 28 mills, an 8-machine narrow fabric facility running 80+ style changes per month with an 82 percent first-quality baseline achieves the following annual improvements: $44,000 in recovered production time from faster changeovers (22 hours per month at $250/hour machine cost), $38,000 in defect waste reduction (from 3.8 percent defect rate to 0.5 percent), and $21,000 in reduced rework and customer claim costs. Combined annual savings total approximately $103,000. At a deployment investment of $44,000 for an 8-machine cell including all hardware, software, and first-year platform fees, the average payback period is 5.2 months. Mills producing safety-critical fabrics (seat belts, fall protection) report additional value from reduced regulatory audit preparation time and elimination of defect-related liability exposure.
From Design File to Zero-Defect Technical Fabric — One Digital Thread.
iFactory digitizes the jacquard design-to-loom workflow, monitors harness health in real time, and inspects fabric at full weaving speed. 60 percent faster changeovers. 97 percent first-quality yield. Full traceability for safety-critical applications.