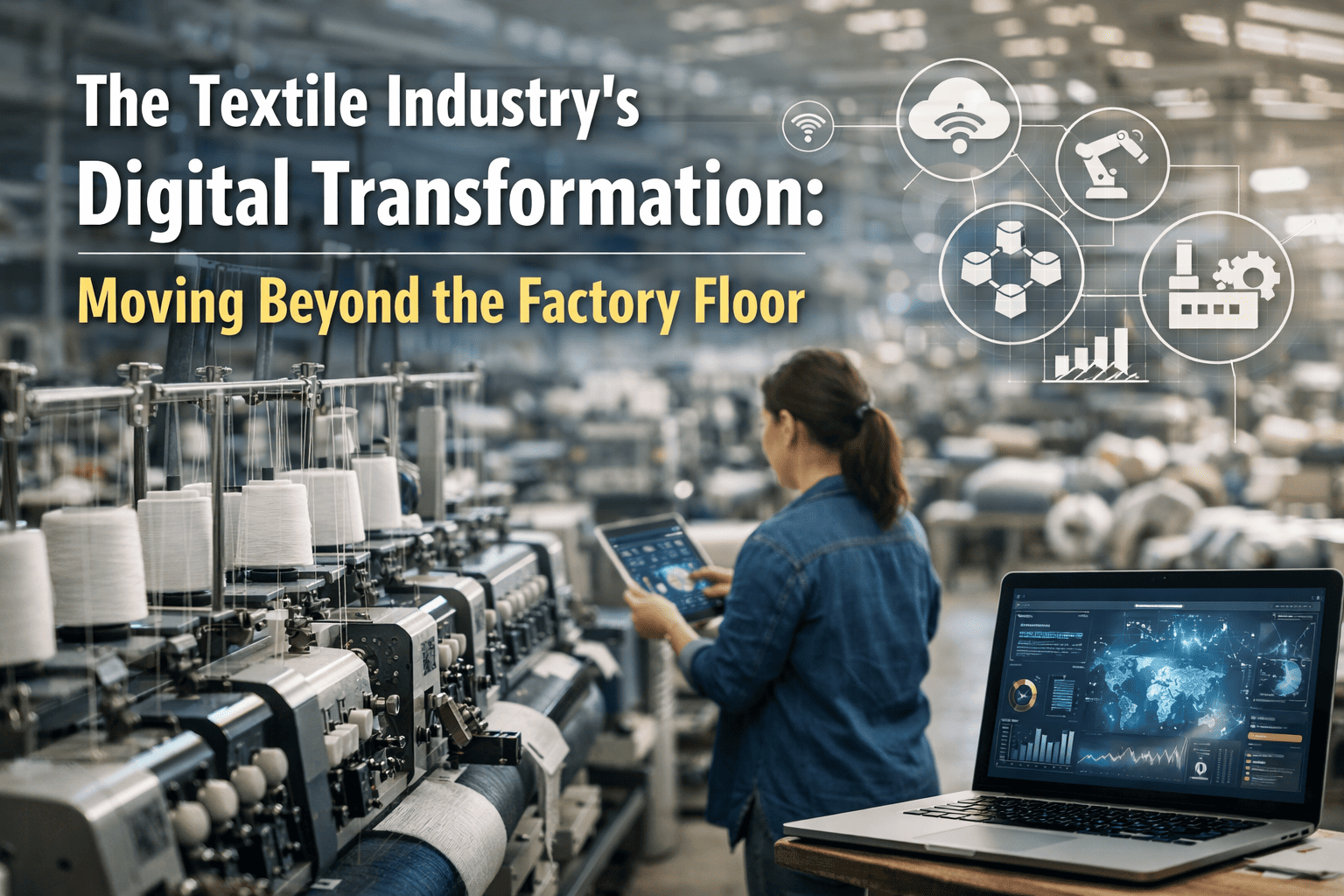
The textile industry is in the middle of its most significant shift in a century — and this time, the disruption is not coming from a new fibre or a cheaper labour market. It is coming from data. Factories that once ran entirely on paper job cards, verbal handovers, and end-of-day reports are now being outcompeted by mills that know their machine utilisation, defect rates, and order status in real time. If your factory is still operating the old way, the gap is growing every month. Book a free demo with iFactory and see how textile manufacturers across India and Southeast Asia are using digital transformation to cut costs, win more orders, and run smarter operations from the factory floor to the boardroom.
The Textile Industry's Digital Revolution
From shop floors to supply chains — AI, IoT, and data intelligence are rewriting how the world's most complex manufacturing industry operates.
Why Digital Transformation Is No Longer Optional for Textile Manufacturers
For decades, the textile industry survived on thin margins by optimising labour costs and raw material procurement. That competitive edge is narrowing. Labour arbitrage has plateaued, commodity prices are volatile, and buyer expectations have fundamentally changed. Global brands now demand real-time production visibility, digital audit trails, and sustainability data — requirements that paper-based factories physically cannot fulfil.
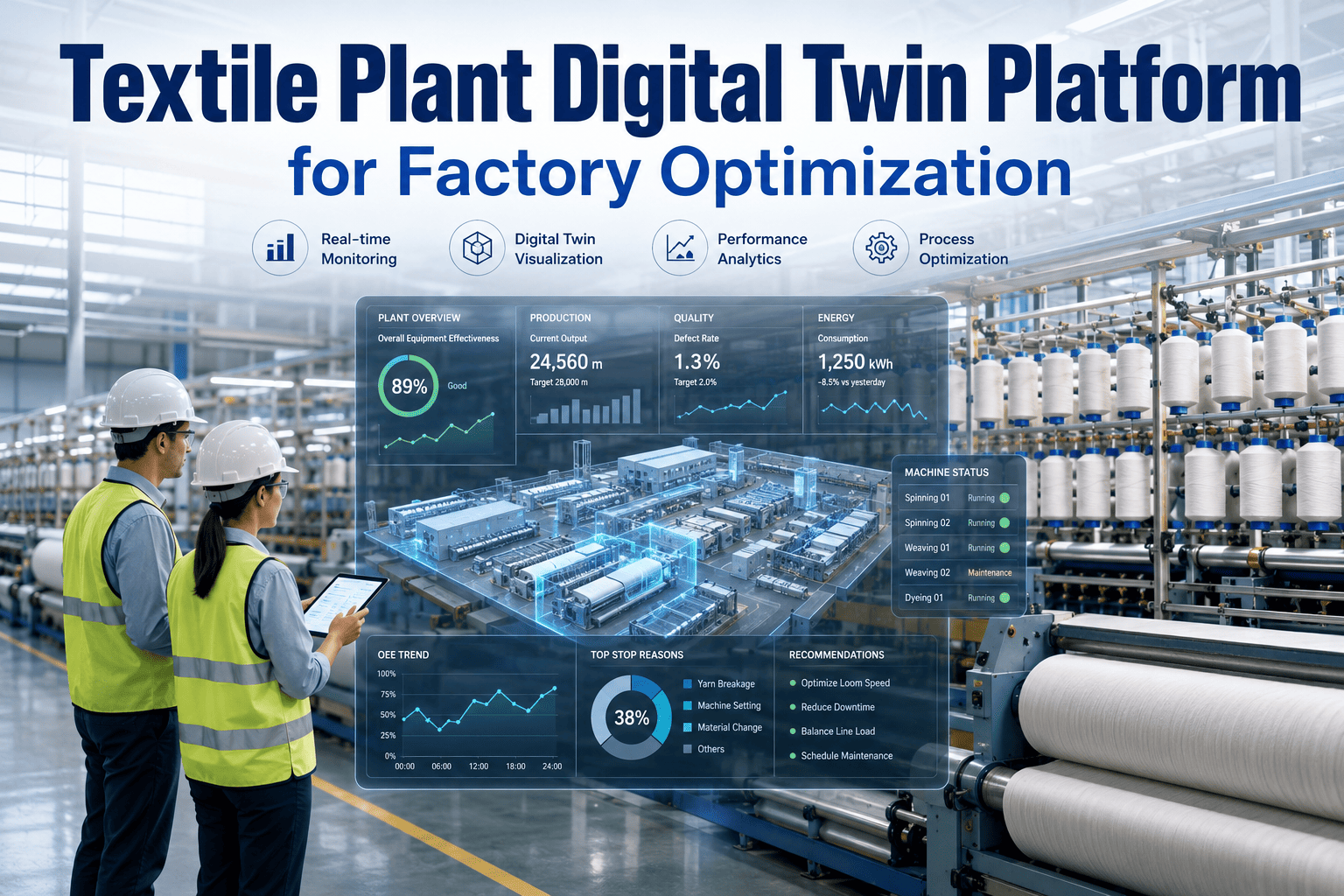
The manufacturers winning orders in 2025 and beyond are those who can answer a buyer's question — "Where is my order right now, and what is its quality status?" — with a live dashboard link rather than a phone call to the factory floor. Digital transformation is the infrastructure that makes that possible.
The Five Pillars of Textile Industry Digital Transformation
Digital transformation in textiles is not a single technology — it is a layered architecture of interconnected systems that together create a responsive, data-driven manufacturing operation. Understanding each pillar helps factory owners prioritise where to start and what to build toward.
IoT & Machine Connectivity
Sensors attached to looms, spinning frames, dyeing machines, and stenter frames capture real-time data — RPM, temperature, pressure, pick counts, stop events — and feed it directly into a central production dashboard. Operators and managers see machine performance live, not after the shift ends.
AI-Powered Quality Control
Machine vision cameras installed on inspection frames and finishing lines detect fabric defects — holes, weaving errors, shade variation, pilling — at production speed with accuracy exceeding 95%. AI systems learn from every defect pattern, improving detection over time and eliminating end-of-line quality failures.
Digital Work Orders & Production Management
Paper job cards are replaced by digital work orders that carry full task specifications, quality parameters, operator assignments, and real-time status — all visible across every department simultaneously. Supervisors manage by exception rather than by walking the floor constantly.
Blockchain Supply Chain Traceability
Distributed ledger technology creates an immutable, shareable record of every transaction in the supply chain — from fibre sourcing to finished garment delivery. Buyers, certifiers, and customs authorities can independently verify claims about material origin, sustainability credentials, and chain of custody without relying on paper certificates.
Predictive Analytics & Demand Intelligence
Machine learning models trained on historical order data, seasonal patterns, and buyer behaviour predict demand fluctuations, identify capacity bottlenecks before they occur, and recommend production sequencing that maximises throughput. Factories move from reactive to proactive operations planning.
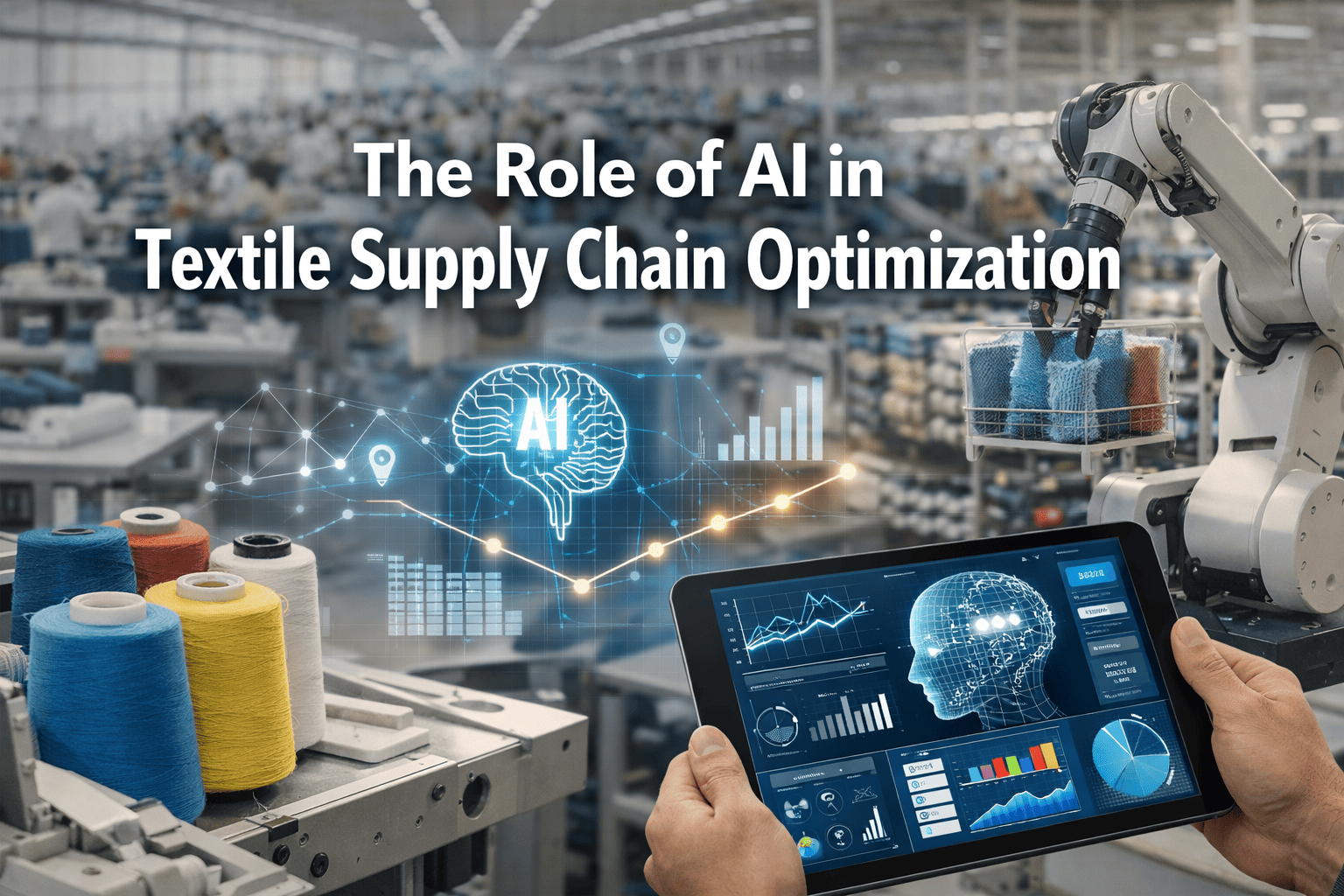
How AI Is Transforming Every Stage of Textile Manufacturing
Artificial intelligence is not a distant future concept for textiles — it is already deployed across spinning, weaving, dyeing, and finishing operations in leading mills worldwide. Here is how AI is changing specific production stages right now.
The IoT-Connected Textile Factory: What It Looks Like in Practice
An IoT-connected textile factory is not a futuristic concept — it is what progressive mills in India, Bangladesh, Turkey, and Vietnam are already building. Every machine becomes a data source. Every data source feeds a centralised intelligence layer. Every insight drives an action.
Machine Health Monitoring
Vibration, temperature, and electrical draw sensors detect early signs of mechanical wear — bearing fatigue, belt slip, motor stress — and trigger maintenance alerts before breakdown occurs. Mean time between failures improves dramatically when maintenance becomes predictive rather than reactive.
Energy Consumption Tracking
Per-machine energy meters expose which looms, motors, or compressors are running inefficiently. Factories using IoT energy monitoring have reduced electricity consumption by 12–20% simply by identifying machines running at full load during idle periods or operating outside optimal efficiency ranges.
Environmental Condition Control
Temperature and humidity sensors in spinning rooms, grey cloth stores, and finishing halls maintain optimal conditions automatically. In spinning particularly, humidity deviations of even 5% affect yarn break rates significantly — real-time environmental control directly improves production yield.
Production Count Automation
Automated pick counters, metre counters, and throughput sensors replace manual production recording entirely. Data is accurate, timestamped, and linked to the specific shift and operator — giving production managers reliable output data to make scheduling and capacity decisions without relying on operator self-reporting.
Blockchain in Textile Supply Chains: Transparency That Buyers Now Demand
Blockchain technology addresses one of the textile industry's most persistent problems: the inability to verify claims about material origin, working conditions, and sustainability credentials across multi-tier supply chains. A cotton-to-garment supply chain can involve eight to twelve organisations across four countries — and traditional paper documentation is trivially easy to falsify.
iFactory gives textile manufacturers digital production records, traceability reports, and real-time dashboards that meet the most demanding buyer requirements — without months of IT implementation.
Digital Transformation Maturity: Where Does Your Factory Stand?
Textile manufacturers are at very different stages of their digital journey. Understanding where your operation sits — and what the next step looks like — is the most practical starting point for planning your transformation roadmap.
Production runs on handwritten job cards, verbal shift handovers, and manual daily reports. No digital record of machine performance, operator output, or defect history. Common in factories below 200 machines.
ERP or order management software in use, but the factory floor runs separately. Data entry happens after the fact. Supervisors still manage via clipboards. Disconnected systems create data gaps.
Digital work orders deployed on the factory floor. Real-time production dashboards active. Operators receive and update tasks on mobile devices. Quality checkpoints embedded in the workflow. Data flows from floor to management.
IoT machine connectivity, AI quality inspection, predictive maintenance, and blockchain traceability all integrated. Production decisions are data-driven. Supply chain is fully transparent to buyers. This is where the industry is heading.
The Business Case: What Digital Transformation Delivers in Numbers
Key Technologies Reshaping Textile Manufacturing in 2025–2030
The technology stack available to textile manufacturers has expanded dramatically. Below are the specific technologies with the highest adoption rates and clearest ROI in textile manufacturing contexts.
Frequently Asked Questions
Your Factory's Digital Future Starts With One Decision
iFactory is purpose-built for textile manufacturers — not a generic tool adapted to fit your industry. Deploy digital work orders, real-time dashboards, and complete production traceability in under four weeks.