The difference between a 92% defect detection rate and a 99.9% detection rate is not the camera — it is the algorithm. Vision AI systems deployed in modern manufacturing run deep learning models that process each captured image through dozens of learned computational layers, extracting multi-scale spatial features that rule-based systems and human inspectors consistently miss. Convolutional Neural Networks trained on domain-specific defect libraries, YOLO-based detectors that simultaneously localize and classify multiple defect types, and ensemble architectures that combine specialized model predictions have redefined achievable accuracy thresholds in automated quality inspection. Understanding the algorithm architectures powering AI vision cameras today — why they outperform rule-based machine vision at scale and how iFactory deploys them at the production edge for real-time defect classification decisions — is the foundation of any serious AI inspection program.
See Advanced Vision AI Algorithms Working on Your Defect Types
iFactory's AI vision system deploys production-optimized deep learning models trained on your specific defect library in hours — reaching 99%+ classification accuracy at full line speed with no cloud dependency.
Rule-Based Machine Vision vs. Deep Learning AI: The Algorithm Performance Gap
Engineers must program explicit detection logic for every defect category. Each new defect type demands manual rule creation, threshold calibration, and validation cycles measured in weeks. Complex or visually similar defect classes defeat these systems entirely, producing missed detections and excessive false rejections that erode line efficiency and inspector trust.
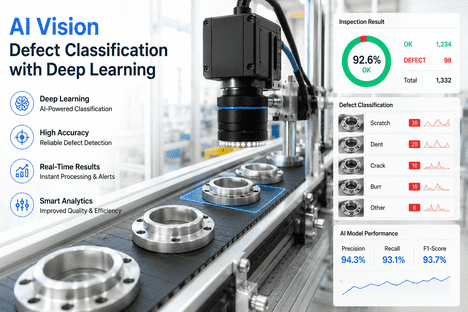
Deep learning models trained on a labeled defect library classify dozens of defect types simultaneously in one inference pass. A single CNN deployed on iFactory's edge camera classifies scratches, porosity, cracks, dimensional deviations, and contamination without separate rule sets — and can be updated with new defect classes in hours, not weeks.
Any shift in lighting, part orientation, or surface reflectivity between production batches requires manual recalibration of every detection rule. Rule-based systems in realistic production environments generate high false-positive rates that result in manual re-inspection of flagged parts — defeating the automation benefit entirely and adding rework cost.
CNN models trained with augmentation strategies — lighting shifts, rotations, contrast variation — generalize across real production conditions without recalibration. Transfer learning from ImageNet pre-trained weights embeds robust feature representations that handle normal inspection environment variability, eliminating the brittleness that makes rule-based systems unreliable at scale.
Rule-based accuracy collapses at decision boundaries — a scratch at exactly the threshold width, a color deviation at tolerance edge. These borderline cases produce the inconsistent rejections and escapes that make traditional AOI systems unreliable for precision manufacturing. The binary pass/fail output provides no confidence information, making edge cases invisible to operators.
Deep learning models output class probability scores across all defect categories. Borderline cases receive intermediate confidence scores — allowing quality engineers to configure separate handling for high-confidence rejects, low-confidence human-review queues, and clear passes. This probabilistic output eliminates binary brittleness and surfaces actionable quality intelligence on every unit inspected.
When a new defect type emerges from a process change, rule-based systems require full engineering cycles — rule creation, threshold calibration, integration testing — before reliable detection is possible. During this gap, defective units continue escaping inspection. The cost of this adaptation lag compounds rapidly across high-volume production lines.
Modern edge AI systems retrain on new defect examples in hours. As few as five labeled images of a new defect class update a production model while preserving existing classification accuracy — enabling quality response at the speed defects actually emerge from process changes. No computer vision engineers or programming required.
Comparing AI vision algorithms against your current rule-based AOI system? Book a Demo to see how iFactory's deep learning models perform on your specific defect categories at production line speed.
6 Core Vision AI Algorithm Architectures for Industrial Defect Classification
Convolutional Neural Networks (CNNs)
Core ArchitectureCNNs are the foundational algorithm in industrial AI vision inspection. Each convolutional layer learns to detect progressively complex features — edges and textures in early layers, defect shapes and spatial anomaly patterns in deeper layers. Architectures optimized for manufacturing inspection — ResNet-50, EfficientNet-B4, MobileNetV3 — offer different tradeoffs between inference speed, memory footprint, and classification accuracy. iFactory's edge AI cameras run optimized CNN models that classify defect images in under 50 milliseconds without cloud compute dependency, making 100% inline coverage at production line speed practical without infrastructure overhead.
YOLO-Based Real-Time Object Detection
Localize and ClassifyYOLO (You Only Look Once) and its successors — YOLOv8, YOLO-NAS — perform defect localization and classification in a single network forward pass, making them ideal when both defect position and category matter. Rather than classifying a whole image, YOLO models output bounding boxes around each defect instance with class labels and confidence scores. This enables precise defect mapping — identifying a solder bridge at a specific PCB coordinate, or a surface crack at measurable length on a casting — information essential for root cause analysis and automated upstream process correction.
Transfer Learning on Pre-Trained Models
Minimal Data RequiredTransfer learning is the mechanism that makes AI vision inspection practical for manufacturers without massive labeled datasets. Starting from a model pre-trained on ImageNet — which encodes general visual feature representations — fine-tuning on a domain-specific defect library requires orders of magnitude fewer labeled examples than training from scratch. Production-ready inspection models can be trained on 100–300 images per defect class rather than tens of thousands. iFactory's training pipeline leverages transfer learning to achieve validated inspection accuracy in hours from initial image upload, making deployment timelines days rather than months.
Anomaly Detection with Autoencoders
No Defect Labels NeededAutoencoder-based anomaly detection models are trained exclusively on conforming part images — making them viable when labeled defect examples are unavailable or insufficient. The autoencoder learns to reconstruct normal images accurately; when a defective part is presented, the reconstruction error spikes and triggers an inspection flag. This approach is valuable in new product introductions where defect history does not yet exist, or in ultra-low-defect processes where labeling rare examples is impractical. Anomaly detection also catches novel defect types outside the training distribution that supervised classifiers have never seen — providing a critical safety net alongside primary supervised models.
Vision Transformers (ViT) for Global Context
Long-Range Spatial DependenciesVision Transformer architectures apply self-attention mechanisms across image patches, capturing global spatial relationships that CNNs — limited by localized receptive fields — can miss. For defect types only interpretable in the context of surrounding structures — a misaligned component on a densely packed PCB, a weld defect whose severity depends on proximity to a structural edge — ViT models deliver classification accuracy improvements over CNN-only approaches. Hybrid CNN-Transformer architectures, combining convolutional feature extraction with transformer attention heads, represent the current frontier in industrial AI vision research and are advancing toward production-viable inference speeds.
Ensemble Methods for Maximum Classification Accuracy
Highest Accuracy CeilingEnsemble methods aggregate predictions from multiple independently trained models — CNNs, YOLO detectors, anomaly detectors — into a unified classification decision using confidence-weighted voting. Combining models trained with different architectures or augmentation strategies achieves accuracy exceeding any single model in isolation. For manufacturers where the cost of a single defect escape — a recall, a field failure, a regulatory penalty — justifies additional inference compute, ensemble architectures deliver the highest-accuracy deployment option available. iFactory's inspection pipeline supports ensemble configurations for critical quality applications where missing a single defect is not an acceptable outcome.
Real-World Classification Accuracy: AI Algorithm Performance by Industry
Match the Right Algorithm Architecture to Your Defect Classification Challenge
iFactory's AI vision engineering team evaluates your specific defect types, production throughput requirements, and inspection constraints to recommend the optimal model architecture — then deploys it at the edge in days with full audit traceability built in from day one.
What Researchers and Practitioners Say About Vision AI Algorithms in Manufacturing
"Deep learning-based visual inspection systems — particularly those using convolutional neural networks and transfer learning on domain-specific defect libraries — have demonstrated consistent classification accuracy in the 99–99.9% range across controlled industrial environments, performance no rule-based machine vision system has matched. The critical enabling insight is that CNNs learn feature representations corresponding directly to the physical mechanisms of defect formation, not just the visual appearance of known examples. This gives them generalization capability across production variation that makes them robust in real manufacturing deployments, not just research benchmarks. The shift from rule-based to learned representations is as fundamental to quality inspection as the transition from manual gauging to automated measurement was a generation ago. Manufacturers who deploy deep learning inspection today are building a durable quality intelligence advantage that compounds as their defect libraries grow."
5 Algorithm Deployment Principles for Production-Ready AI Vision Inspection
Match Architecture Complexity to Defect Classification Requirements
Not every application requires a Vision Transformer ensemble. A single well-tuned CNN handles surface defect classification on uniform parts accurately and at low inference cost. YOLO-based detection is the right choice when defect position and size measurements are needed for upstream process feedback. Autoencoder anomaly detection is the correct starting point when defect labels are unavailable. Selecting the minimum-complexity architecture that meets accuracy requirements keeps inference times fast, hardware costs low, and model maintenance manageable. Architecture over-engineering creates the same production risk as under-engineering in deployed AI inspection systems.
Curate Training Data for Class Balance and Variation Coverage
Model performance is bounded by training data quality. A dataset with 500 images of one defect class and 20 of another produces a model biased toward the majority class — generating systematic missed detections on underrepresented categories. Balanced datasets across defect classes, combined with augmentation strategies simulating realistic lighting and orientation variation, are the primary driver of production generalization. iFactory's labeling tools and augmentation pipeline are optimized to extract maximum classification performance from the minimum available labeled examples per defect class.
Optimize Models for Edge Inference Speed
A model achieving 99.9% accuracy in training but running at 800ms inference latency is unusable at production line speeds. Edge deployment requires model optimization — INT8 quantization, layer pruning, knowledge distillation — that reduces model size and inference time by 3–8x with minimal accuracy loss. iFactory's edge AI cameras embed GPU acceleration for optimized neural network inference, delivering sub-50ms classification decisions on models that would otherwise require cloud compute. Edge deployment eliminates network latency, cloud processing costs, and data security exposure — all critical in production manufacturing environments.
Calibrate Confidence Thresholds to Quality Risk Tolerance
Defect classification models output confidence probability scores, not binary decisions. The threshold at which a score triggers rejection is a quality engineering decision — not a fixed algorithm parameter. Setting thresholds too high increases escapes; too low increases false rejections and rework cost. The optimal threshold depends on the cost asymmetry between a missed defect and a false rejection in your specific application. For medical devices, thresholds are set near-zero for escapes; for cosmetic defects on commodity products, higher thresholds reduce false rejection at acceptable escape risk. iFactory's interface provides live precision-recall curves to support threshold decisions grounded in your actual cost structure.
Build a Continuous Active Learning Pipeline for Long-Term Accuracy
Production models degrade when real-world conditions diverge from the training distribution — new product variants, process changes, seasonal material variation. Active learning pipelines that route low-confidence predictions to quality engineer review, add validated examples to the training set, and periodically retrain maintain classification accuracy over months and years without full retraining cycles. iFactory's active learning workflow flags uncertain predictions during production, surfaces them for engineer review, and incorporates confirmed labels into the next model update — building a continuously improving quality intelligence layer rather than a static inspection system that decays over time.
Ready to deploy production-optimized deep learning defect classification in your facility? Book a Demo for a tailored algorithm architecture walkthrough specific to your defect types and production throughput requirements.
Frequently Asked Questions
Deploy Production-Ready Vision AI Algorithms on Your Inspection Line
iFactory's AI vision system combines optimized CNN and YOLO-based defect classification with edge deployment, active learning, and complete audit traceability — training on your specific defect library in hours and reaching 99%+ classification accuracy at full production line speed.