Manufacturing lines move fast — and anomalies move faster. Surface cracks form in milliseconds. Misaligned components pass through assembly stations before a human inspector can register what they saw. Contamination enters a food or pharmaceutical batch at a rate no manual sampling protocol can reliably intercept. Real-time anomaly detection with AI vision cameras changes this equation entirely: instead of discovering defects after they propagate through downstream processes, manufacturers detect, classify, and act on anomalies at the moment they occur — at the line, at the station, at the part level. This article explains exactly how AI vision cameras perform real-time anomaly detection, what types of anomalies they reliably catch, how detection events connect to production and quality systems, and what manufacturers need to evaluate when selecting a platform. iFactory's AI vision camera platform is purpose-built for production-grade anomaly detection across discrete manufacturing, food and beverage, electronics assembly, and regulated industries. Book a Demo to see real-time anomaly detection configured for your specific product and line environment.
AI VISION · REAL-TIME DETECTION · ANOMALY INTELLIGENCE · PRODUCTION QUALITY
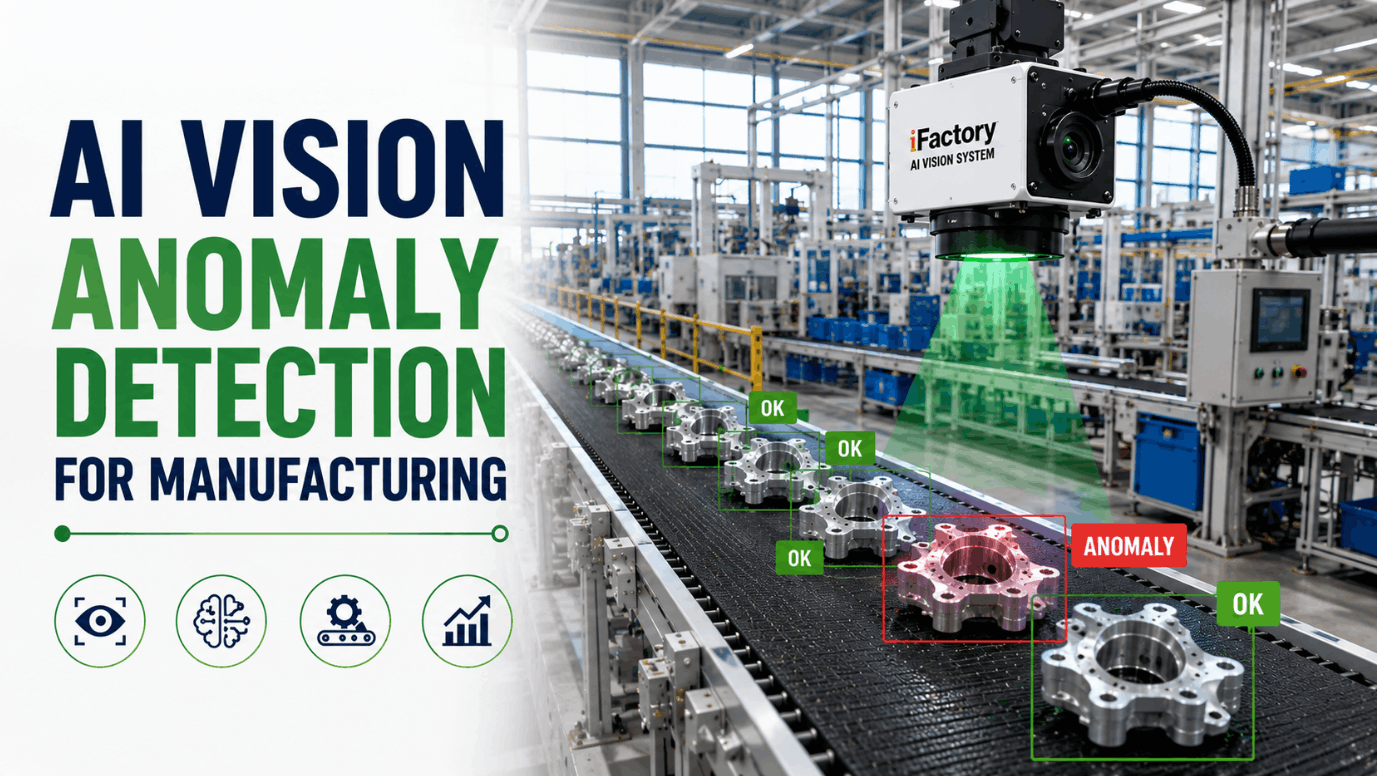
Stop Anomalies at the Source — Before They Become Escapes
iFactory AI vision cameras detect surface cracks, misalignment, contamination, and dimensional deviations in real time — feeding instant quality signals to your production and quality systems from every inspection station.
What Real-Time Anomaly Detection Actually Means in a Manufacturing Context
The phrase "real-time anomaly detection" is used loosely across the manufacturing technology landscape — sometimes describing systems that flag defects within minutes, sometimes systems that generate end-of-shift reports. In a production context, real-time means something precise: the anomaly is detected, classified, and acted upon within the same production cycle in which it occurred. For most discrete manufacturing applications, that means detection within the part inspection window — typically one to five seconds per part — with a system response (line alert, lot hold signal, MES update) generated before the next part enters the inspection zone. iFactory's AI vision platform operates within this definition. Detection, classification, and event generation occur within the inspection cycle. Downstream system responses — MES lot holds, reject station signals, operator alerts — are triggered in under 90 seconds from the moment of anomaly detection. This is what distinguishes production-grade anomaly detection from inspection reporting, and it is the operational standard against which any AI vision deployment should be evaluated.
97%+
anomaly detection accuracy on trained defect classes across production conditions
<90 sec
from anomaly detection to MES lot hold and quality system update
100%
of parts inspected — no sampling gaps, no operator fatigue degradation
4–6x
ROI improvement when anomaly detection integrates with MES and ERP versus standalone deployment
Anomaly Types
What AI Vision Cameras Detect: The Full Anomaly Taxonomy
Understanding which anomaly types AI vision cameras reliably detect — and which require specific camera configurations, lighting setups, or model architectures — is essential for setting accurate performance expectations before deployment. iFactory's platform handles anomaly detection across six primary categories, each with distinct technical requirements that are addressed during the system design and model training phases.
01
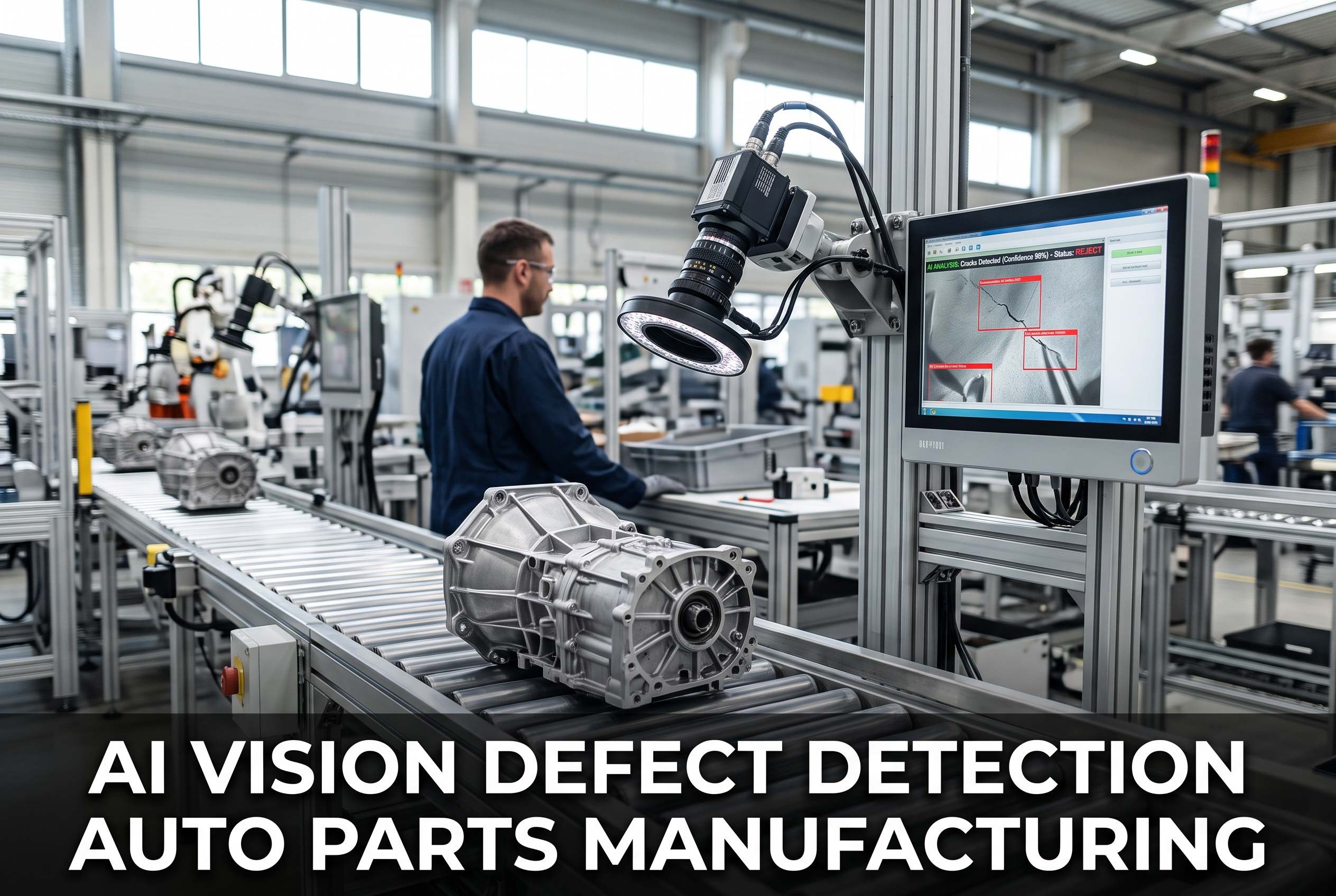
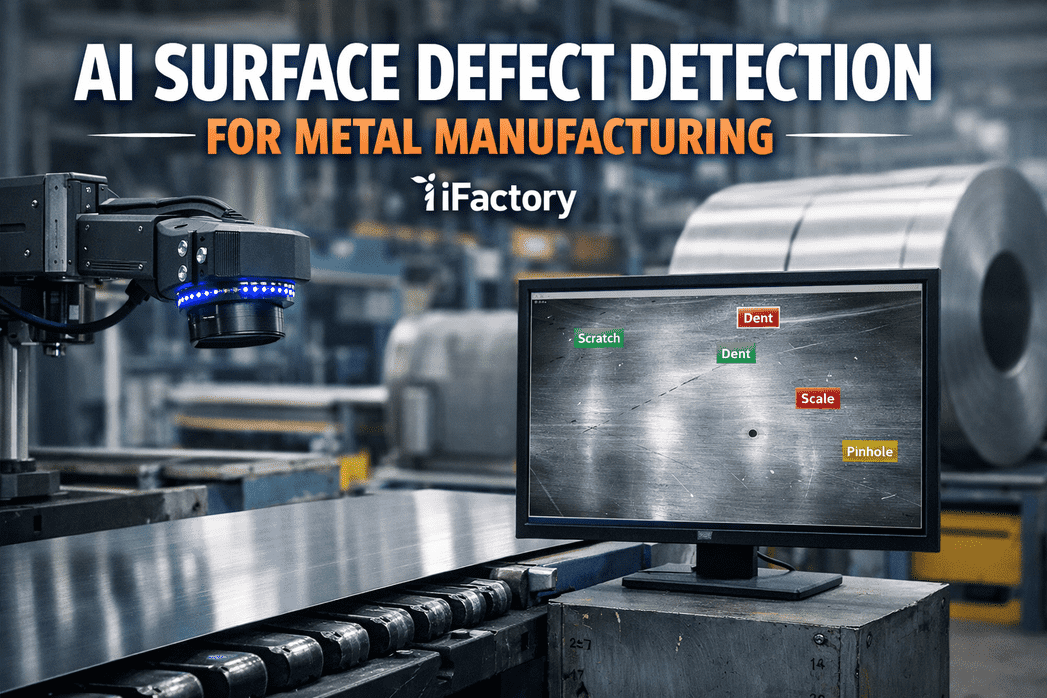
Surface Defects: Cracks, Scratches, Pits, and Inclusions
Surface anomalies represent the largest and most frequently detected defect class in AI vision deployments. Cracks, scratches, surface pits, casting inclusions, delamination, and coating failures are detected through high-resolution imaging combined with lighting configurations — typically structured light, coaxial illumination, or dark-field setups — that enhance surface topography contrast. iFactory's vision models distinguish between cosmetic surface variations within specification and structural surface defects that compromise part integrity, reducing false positives that slow production without improving quality outcomes. Detection sensitivity is configurable to product specification — a scratch that is acceptable on an industrial bracket is not acceptable on a medical device housing, and iFactory's inspection parameters reflect this distinction.
02
Dimensional and Geometric Anomalies: Misalignment and Out-of-Tolerance Features
Dimensional anomalies — parts that are within cosmetic specification but outside dimensional tolerance — are detected through precision measurement integrated into the vision inspection workflow. Misalignment of assembled components, hole position deviations, edge profile irregularities, and gap measurement failures are flagged when measurement results fall outside defined tolerance bands. iFactory's platform performs non-contact dimensional measurement at production speed, replacing manual go/no-go gauge checks with 100% automated measurement at every inspection station. This is particularly valuable in assembly environments where component misalignment creates downstream fitment or functional failures that are costly to detect after the assembly process is complete.
03
Contamination Detection: Foreign Material and Particulate Identification
Contamination detection is among the highest-stakes anomaly detection applications — particularly in food and beverage, pharmaceutical, and electronics manufacturing where foreign material in a product or package can cause safety recalls, patient harm, or field failures. AI vision cameras trained for contamination detection identify foreign materials by color, texture, shape, and reflectance characteristics that differ from the expected product profile. iFactory's contamination detection models are trained to distinguish genuine foreign material from expected visual variation in product surface appearance — reducing the false rejection rates that make under-trained contamination detection systems impractical in high-throughput production environments.
04
Assembly Completeness: Missing Components and Incorrect Part Presence
Assembly anomaly detection verifies that every required component is present in the correct position before the assembly moves to the next production stage. Missing fasteners, absent seals, incorrectly installed components, wrong-part substitutions, and label presence verification are all handled within iFactory's assembly inspection capability. The vision system compares each assembly against a trained reference model representing the correct assembly state — flagging any deviation before the incomplete assembly reaches a downstream process where the error becomes significantly more expensive to correct. Assembly completeness checking is fully integrated with MES work order data, ensuring that the inspection criteria automatically update when a product variant or assembly revision changes.
05
Color and Appearance Anomalies: Discoloration, Staining, and Finish Defects
Color and appearance anomalies — discoloration, uneven coating, staining, finish inconsistency, and print or label quality defects — are detected through calibrated color imaging with controlled illumination that ensures consistent color measurement across shifts, lighting conditions, and camera aging. iFactory's color inspection capability applies statistical process control to color measurement data, detecting drift in coating or printing processes before the defect rate crosses the rejection threshold — enabling proactive process correction rather than reactive defect containment.
06
Pattern Recognition Anomalies: Weld Quality, Seam Integrity, and Process Signatures
Process-output anomalies — weld porosity, seam gap irregularity, solder joint defects, and deposition pattern deviations — are detected through AI models trained to recognize acceptable process signatures and flag departures that indicate process instability. These anomaly types require models trained on large, representative image datasets that capture the full range of acceptable process variation — distinguishing genuine anomalies from normal process variability that does not affect product quality. iFactory's model training methodology is specifically designed to handle these high-variance inspection applications, building detection models that maintain accuracy in production conditions without generating the false rejection rates that make overfitted models impractical on the line.
How It Works
The Technical Architecture Behind Real-Time Anomaly Detection
Real-time anomaly detection performance depends on the complete system architecture — camera hardware, illumination design, model inference pipeline, and integration layer — not just the AI model accuracy figures that vendors typically lead with. Understanding how these components work together helps manufacturers evaluate whether a vision platform will perform at the required speed and accuracy in actual production conditions.
01
Image Acquisition: Resolution, Frame Rate, and Illumination
Anomaly detection accuracy begins with image quality. Camera resolution must be sufficient to resolve the smallest anomaly of interest at the inspection distance — a requirement that varies significantly between detecting a 0.5mm crack on a precision machined surface and identifying a missing fastener on an automotive subassembly. Frame rate must be matched to line speed so that no parts pass through the inspection zone without a complete image capture. Illumination design is frequently the most technically complex element of a vision system installation — the difference between a light configuration that makes surface anomalies clearly visible and one that washes them out can be the difference between 97% and 72% detection accuracy on the same camera and model. iFactory's deployment engineers design and validate the complete optical system — camera, lens, illumination, and mounting geometry — before model training begins, ensuring that the training images reflect actual production imaging conditions.
02
AI Model Architecture: Detection, Classification, and Localization
iFactory's anomaly detection models perform three distinct functions simultaneously: detecting whether an anomaly is present, classifying the anomaly type, and localizing the anomaly position within the image. This three-function output is what enables intelligent downstream responses — a surface crack in a structural zone triggers a different action than the same crack in a non-critical cosmetic zone, and this distinction is only possible when the detection system provides classification and localization alongside the binary pass/fail result. Model inference is executed on-device at the inspection station — no cloud round-trip latency, no network dependency for production decisions. This edge inference architecture is a fundamental requirement for true real-time operation at production line speeds.
03
Anomaly Pattern Analytics: From Event Detection to Process Intelligence
Individual anomaly detection events are valuable for part-level quality decisions. But the aggregated pattern of anomaly detections — by defect type, production time, machine station, material lot, and operator shift — is where AI vision delivers process intelligence that traditional inspection cannot provide. iFactory's analytics layer continuously monitors anomaly detection patterns and flags statistically significant changes in defect rate, defect type distribution, or defect location that indicate an upstream process change requiring investigation. This shift from reactive defect detection to proactive process control is one of the primary operational benefits that manufacturers consistently identify as the highest-value outcome of AI vision deployment at scale.
04
Model Retraining: Maintaining Detection Accuracy Over Time
Production conditions change — materials shift, processes drift, new product variants enter production — and AI vision models must adapt to these changes to maintain detection accuracy. iFactory's platform includes a continuous model improvement workflow that captures borderline and misclassified inspection images for human review, incorporates confirmed examples into the training dataset, and retrains models on a defined schedule. This retraining cycle is what separates AI vision platforms that maintain 97%+ accuracy over multi-year deployments from those that degrade to 80% accuracy within the first year of production operation. The retraining process is managed by iFactory's engineering team in coordination with the manufacturer's quality function — no internal machine learning expertise is required to sustain platform performance.
Performance Benchmark
AI Vision Anomaly Detection: Manual Inspection vs. Standalone AI vs. Integrated AI Vision
The performance gap between manual inspection, standalone AI vision, and fully integrated AI vision anomaly detection is measurable across every operational dimension that matters to manufacturing quality and production management. The following comparison is based on iFactory deployment outcomes across discrete manufacturing, food and beverage, and electronics assembly environments.
Anomaly Detection Performance Comparison — 2026
Industry Applications
Real-Time Anomaly Detection Across Manufacturing Sectors
The anomaly types that matter most, and the operational consequences of missed detection, vary significantly across manufacturing sectors. iFactory's AI vision platform is deployed across multiple industries — each with distinct anomaly detection requirements that the platform addresses through sector-specific model configurations and integration architectures.
Automotive and Discrete Manufacturing
Automotive manufacturers require anomaly detection at every critical assembly station — body panel surface inspection, weld quality verification, fastener presence confirmation, and dimensional checking of precision-machined components. The consequence of missed anomalies in automotive production is warranty claims, recall campaigns, and IATF 16949 audit findings. iFactory's platform supports automotive-specific traceability requirements and integrates with production control systems to ensure that anomaly detection parameters automatically update with every production order and engineering change.
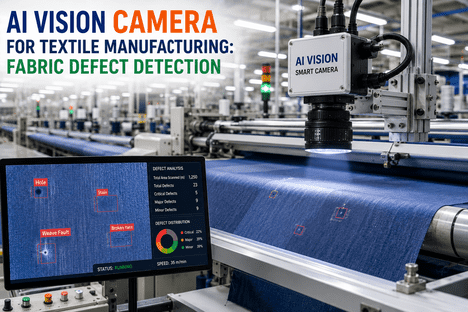
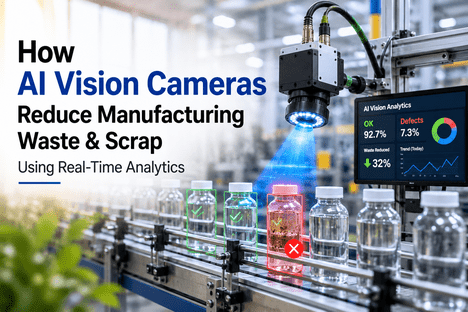
Food and Beverage Production
Food and beverage anomaly detection priorities center on contamination identification, packaging integrity verification, fill level confirmation, and label accuracy. A missed contamination anomaly in food production has direct consumer safety consequences and potential FSMA recall liability. iFactory's food-grade anomaly detection includes foreign material detection, seal integrity inspection, and fill level measurement — all generating the Critical Tracking Event records that FSMA 204 traceability requirements mandate.
Electronics and PCB Assembly
Electronics assembly anomaly detection targets solder joint quality, component presence and orientation, connector seating, and trace integrity. The miniaturization of electronics components increases the importance of high-resolution imaging and precision dimensional measurement — capabilities that iFactory's platform delivers through configurable camera and lens specifications matched to the inspection targets. Solder joint defects and component placement errors detected at the board assembly stage prevent field failures and costly rework that only increases in expense downstream.
Pharmaceutical and Medical Device Manufacturing
Pharmaceutical and medical device anomaly detection operates under FDA 21 CFR Part 11 compliance requirements that mandate audit-ready electronic records for every inspection event. iFactory's platform generates inspection records with time-stamped, user-authenticated audit trails that satisfy Part 11 requirements without additional documentation overhead. Device history record requirements for medical device manufacturers are satisfied through the integration of vision inspection records with ERP production documentation — producing complete DHR documentation as a standard output of the production process.
Frequently Asked Questions
Real-Time Anomaly Detection with AI Vision Cameras — Frequently Asked Questions
How many defect examples are needed to train an anomaly detection model?
Training data requirements vary by anomaly type and defect frequency. For common surface defects with sufficient production history, iFactory's models can achieve production-ready accuracy with 200–500 labeled defect examples per defect class. For rare anomaly types, iFactory's training methodology includes synthetic data augmentation techniques that extend small defect datasets to the volume required for model robustness. The specific training data assessment is completed during Phase 1 discovery — manufacturers receive a clear picture of data requirements before committing to deployment.
What happens when product appearance changes due to material lot variation?
Material lot variation — color shifts, surface texture changes, minor dimensional variation — is one of the primary sources of false rejection in AI vision deployments that are not designed to handle it. iFactory's models are trained on representative production samples that capture the expected range of material variation, building detection models that distinguish genuine anomalies from acceptable material variability. For significant material changes — new supplier qualification, material specification revision — model retraining is initiated using the new material profile. ERP material lot data feeds into the vision system to flag incoming lots that may require inspection parameter adjustment.
Can AI vision cameras detect anomalies on complex 3D surfaces?
Yes. iFactory's platform supports multi-camera inspection configurations and 3D imaging modalities — including structured light and laser profilometry — for products where surface anomaly detection requires depth information that 2D imaging cannot provide. Complex geometry inspection is addressed during the optical system design phase, with the camera configuration, field of view, and imaging modality selected to match the inspection requirements of the specific product geometry.
How does the system handle anomaly detection at high line speeds?
Line speed compatibility is determined by the combination of camera frame rate, exposure time, and model inference latency. iFactory's deployment engineers specify camera and trigger configurations that ensure complete image capture at the target line speed — including motion blur mitigation through strobe illumination for high-speed applications. Model inference on iFactory's edge hardware supports inspection throughput up to several hundred parts per minute for typical discrete manufacturing applications, with higher throughput configurations available for specific high-speed line requirements.
What is the false rejection rate, and how is it managed?
False rejection rate — the percentage of conforming parts incorrectly flagged as defective — is as important an operational metric as detection accuracy. A system that catches 100% of defects but rejects 10% of good parts is not production-viable. iFactory's models are tuned during the parallel run phase to achieve the false rejection rate that the production environment can sustain — typically below 0.5% for well-defined inspection applications. Borderline decisions are routed to a confirmation queue for human review rather than auto-rejected, preserving production flow while maintaining quality control on genuinely ambiguous parts.
How quickly can iFactory's anomaly detection system be deployed on an existing production line?
For standard inspection applications on supported product types, iFactory's deployment timeline from system discovery to production go-live is 6–10 weeks. This includes Phase 1 system design (weeks 1–2), camera installation and initial model training (weeks 3–6), and MES integration activation with parallel run validation (weeks 7–10). Complex applications involving custom MES integration, multi-station deployment, or novel anomaly types may require additional time, which is identified and scoped during the Phase 1 discovery before deployment commitment.
Book a Demo and request a deployment timeline assessment for your specific application.
AI VISION · ANOMALY DETECTION · REAL-TIME QUALITY · LIVE IN 10 WEEKS
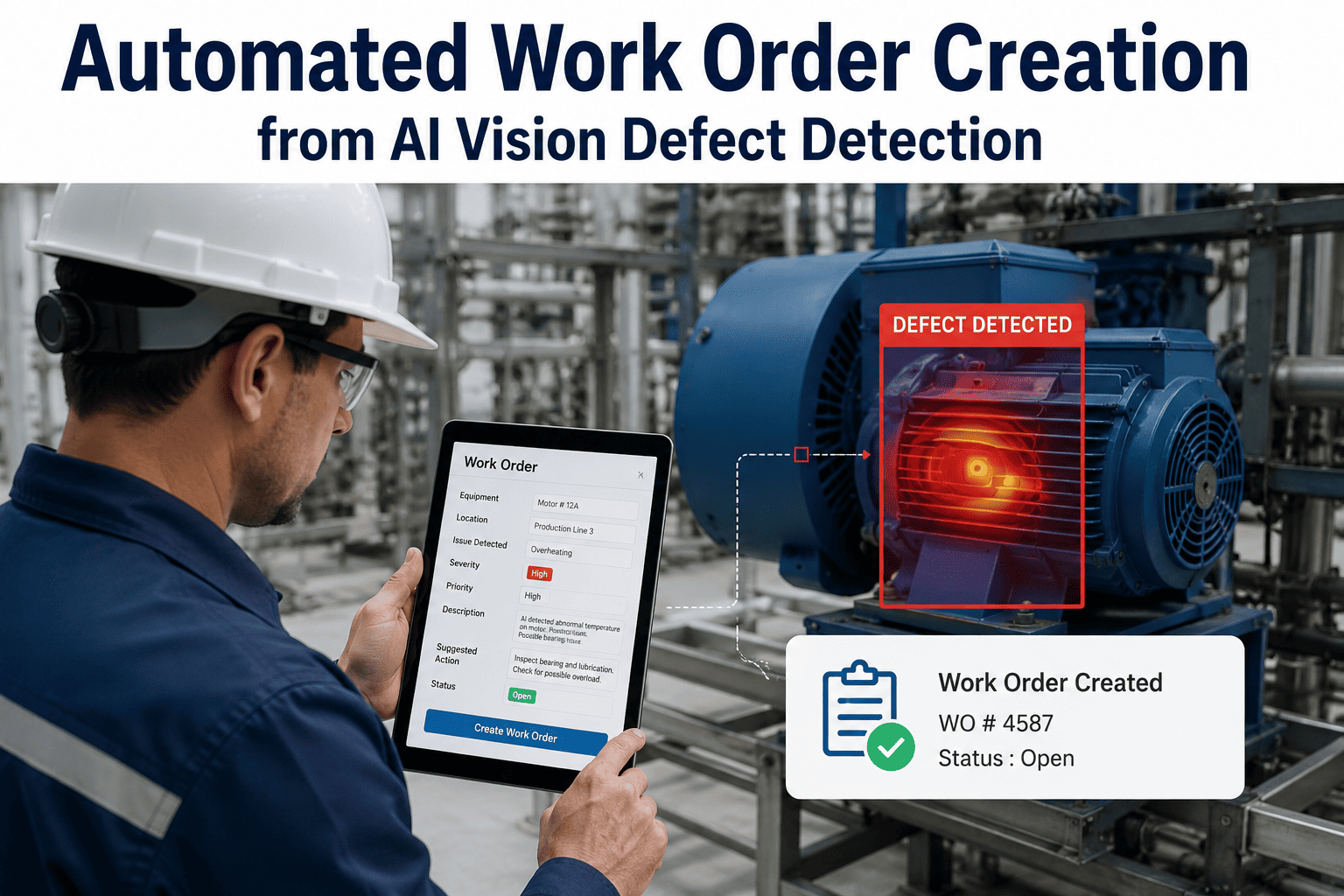
Deploy Real-Time Anomaly Detection That Connects to Every System Your Quality Team Uses
iFactory AI vision cameras detect surface cracks, misalignment, contamination, and assembly anomalies in real time — with full MES and ERP integration that converts every detection event into an immediate operational action. No manual quality escalation. No data silos. No missed escapes.