Your body shop conveyor stops for the third time this shift because a skylight bracket came in with a missing weld nut, and the trim line downstream just discovered a paint run that passed two manual stations unnoticed. By the time the andon clears, you've burned forty minutes of throughput and a pallet of rework that nobody can tie back to a specific body-in-white ID. This is the daily reality on most automotive assembly lines — and it's exactly the gap that MES & ERP part identity closes. When every body, every skillet, and every fastened subassembly carries a digital identity that AI vision can read, verify, and route against in real time, the line stops catching defects late. It catches them at the station where they happened, links them to the exact ERP order and MES batch, and routes the unit to rework or scrap without a human typing a single tag into a terminal.
What AI Vision Actually Catches on a Moving Assembly Line
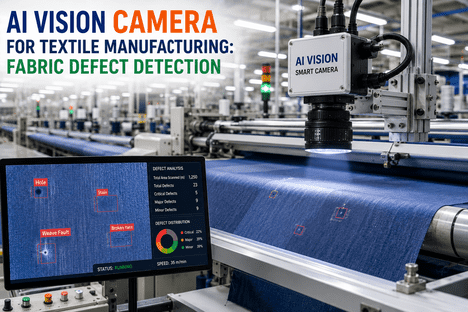
The myth on most automotive floors is that vision systems only belong in the paint booth or at end-of-line metrology. The reality is that modern deep-learning vision, running on edge GPU inference, can inspect 100% of items in motion on existing body, paint, and trim conveyors — no line stoppage, no manual sampling. The defect classes below are the ones that drive the majority of your first-time-through losses and warranty claims, and every one of them is detectable at line speed when the system is tuned to your actual product mix. Book an AI vision line assessment to see which defect classes are driving your FTT losses.
Missing & Mislocated Fasteners
Studs, weld nuts, threaded holes, and clip presence verified on every subassembly as it passes. The system flags missing nuts before the unit reaches the robot that expects to torque into them — preventing the line stop that costs you 3-5 minutes per event.
Gap & Flush Errors
Door-to-fender, hood-to-cowl, liftgate-to-roof — every closure gap measured to sub-millimeter tolerance as the body moves through. Catches misalignment from clamp drift or fixture wear before the unit reaches trim, where the rework cost triples.
Paint Defects
Runs, sags, orange peel, dirt inclusions, and solvent pop detected post-basecoat and post-clearcoat. The system segments defect severity and location on the body map, so the repair booth knows exactly where to sand before the unit arrives.
Missing Components & Misbuilds
Clips, brackets, harness connectors, badges, and weatherstripping verified present and correctly seated. Catches the wrong-option installs — manual transmission trim on an automatic body, heated seats in a base trim — that drive the most expensive downstream rework.
Seal & Adhesive Bead
Hem flange sealant, structural adhesive beads, and seam sealer checked for continuity, width, and coverage. A skipped 20mm section of hem seal becomes a water leak warranty claim at 14 months — vision catches it at application, not at the car wash station.
Surface & Cosmetic
Dents, scratches, handling damage, and injection-mold sink marks on visible Class A surfaces. The system logs defect coordinates to the body map so the repair plan is built before the unit hits the rework bay — no walk-around inspection needed.
The Measured Impact of Closing the Identity Gap
When vision inspection ties every defect to a specific body ID, MES batch, and ERP order in real time, the metrics that matter to your weekly production meeting shift within weeks — not quarters.
FTT improvement on lines where 100% vision inspection replaces sampling, per AIAG and Deloitte manufacturing benchmarks
average rework cost per defect unit in trim/final — vs. $80 if caught in body shop with identity-linked routing
cost multiplier when a defect escapes the plant and becomes a warranty claim vs. catching it at the source station
false-reject rate of trained deep-learning vision vs. 8-12% for legacy rule-based systems on high-mix body lines
Three-Way Routing: Pass, Rework, or Scrap — Automatically
This is where most vision projects fail. They detect the defect, flash a red light, and leave the operator to figure out what to do with the unit. The iFactory architecture goes further — the vision verdict writes directly to the Level 2 PLC/DCS, which routes the body or subassembly down one of three paths without a manual decision. The workflow below shows what happens in the seconds between inspection and routing.
Body ID Read
Camera reads VIN barcode, RFID tag, or laser-etched 2D data matrix as the unit enters the station. Identity is mapped to the active MES work order and ERP build sequence in under 200ms.
100% Vision Inspection
Edge GPU runs inference on every frame as the body moves through the station. No line stop, no manual sampling. Defects are classified, located on the body map, and severity-scored in real time.
Verdict & Identity Lock
Pass, rework, or scrap verdict is locked to the body ID. The MES work order is updated, the ERP material status is flagged, and the QMS receives a defect record with full traceability context.
PLC Auto-Routing
Level 2 PLC/DCS receives the verdict tag and physically diverts the unit — main conveyor for pass, rework spur lane for rework, scrap gate for scrap. Zero operator keying.
Want to see how three-way routing maps onto your existing conveyor and PLC architecture? Book a line routing design session with iFactory's automotive integration team.
Run an 8-Week Pilot on One Line — Fixed Price
iFactory deploys on-prem NVIDIA GPU inference, cameras, and PLC integration on a single body or trim line in eight weeks. You get 100% inspection, three-way routing, and an ROI worksheet built from your actual defect data — not a slide deck estimate.
How MES & ERP Part Identity Actually Works
The phrase "MES & ERP integration" gets thrown around so often it's lost meaning on most plant floors. Here's what it specifically means in the context of AI vision on an automotive line: every body that enters a station is read, matched to a work order, inspected, and routed — with the result written back to both systems in the same transaction. No batch sync, no end-of-shift reconciliation, no "we'll figure out which body that was later." The mapping below shows exactly which system owns which piece of the identity chain.
Order & BOM Identity
- Sales order number and customer spec
- Build sequence and variant configuration
- Material master and component lots
- Cost center and scrap accounting code
The ERP owns "what are we building and what does it cost." When a unit is scrapped, the ERP material status updates in real time — not at end-of-shift.
Work Order & Routing
- Active work order at each station
- Operation sequence and status
- Station-level pass/fail/rework verdict
- Operator ID and timestamp per action
The MES owns "where is this body right now and what happened to it." The vision verdict writes directly to the MES operation record — no manual entry.
Defect & CAPA Record
- Defect class, severity, and body coordinate
- Image evidence and inference confidence
- Root-cause tag from PLC process data
- CAPA linkage and recurrence tracking
The QMS owns "why did this defect happen and what are we doing about it." Every vision flag auto-creates a QMS record with full RCA context attached.
Process & Routing Tags
- Conveyor position and skillet ID
- Torque, pressure, temperature at station
- Diverter gate and lane selection
- Line stop and andon trigger status
The PLC owns "what physically happened at this station." iFactory captures these tags alongside the vision result for automated root-cause analysis.
Unsure whether your current MES/ERP architecture can support real-time identity mapping? Talk to an integration specialist about your SAP, Oracle, or proprietary MES stack.
Before vs. After: What Changes on Your Floor
The difference between a line with manual sampling and a line with identity-linked AI vision isn't incremental. It changes how your morning production meeting runs, how your quality team spends Friday afternoon, and how fast you can answer a customer's warranty question. Here's the side-by-side.
Defects Caught Late, Identity Lost
- 1-2% sampling rate — 98% of units uninspected
- Defects discovered downstream, often in trim or at end-of-line
- Rework cost multiplied 5-10x by station progression
- Body ID manually keyed into terminal — error-prone, often skipped
- Root cause investigated from memory and shift logs, not data
- Warranty claims answered in days, from dealer diagnosis
- Scrap cost allocated to shift averages, not specific bodies
Defects Caught at Source, Identity Locked
- 100% inspection rate — every body, every station, in motion
- Defects caught at the station where they occurred
- Rework cost minimized — unit routed before value is added
- Body ID auto-read and locked to MES/ERP in <200ms
- Root cause auto-assembled from PLC tags + vision + process data
- Warranty questions answered in minutes from QMS record
- Scrap cost traced to exact body, station, and work order
The 8-Week Pilot: From Survey to ROI Worksheet
Most AI vision projects die in a six-month feasibility study that produces a report and nothing on the floor. The iFactory pilot is built differently — fixed price, fixed scope, one line, eight weeks, and you walk away with a running system and an ROI worksheet built from your actual defect data. Here's what happens each week.
Engineering team walks your line, maps conveyor speed, lighting, and PLC architecture. Top 5 defect classes selected from your historical scrap and rework data. Cameras and GPU spec finalized.
Cameras, lighting, and edge GPU enclosure installed on the target line — no line stoppage required. System captures 5,000-10,000 images of your actual production for model training. No generic datasets.
Deep-learning model trained on your defect images, validated against your quality standards. PLC tag capture configured. Three-way routing logic tested in shadow mode — verdicts generated, routing in manual confirm.
Auto-routing enabled. System runs 100% inspection with three-way pass/rework/scrap. ROI worksheet delivered with your actual FTT, scrap cost, and rework-hours data — projected against full-line rollout.
Ready to scope a pilot on your highest-scrap line? Book a fixed-price pilot scoping call with iFactory's automotive team.
Get the ROI Worksheet for Your Line
Before you commit to a pilot, see the numbers. iFactory builds a line-specific ROI worksheet from your scrap rate, rework hours, FTT baseline, and conveyor speed — so you walk into the pilot scope call with a defensible business case already in hand.
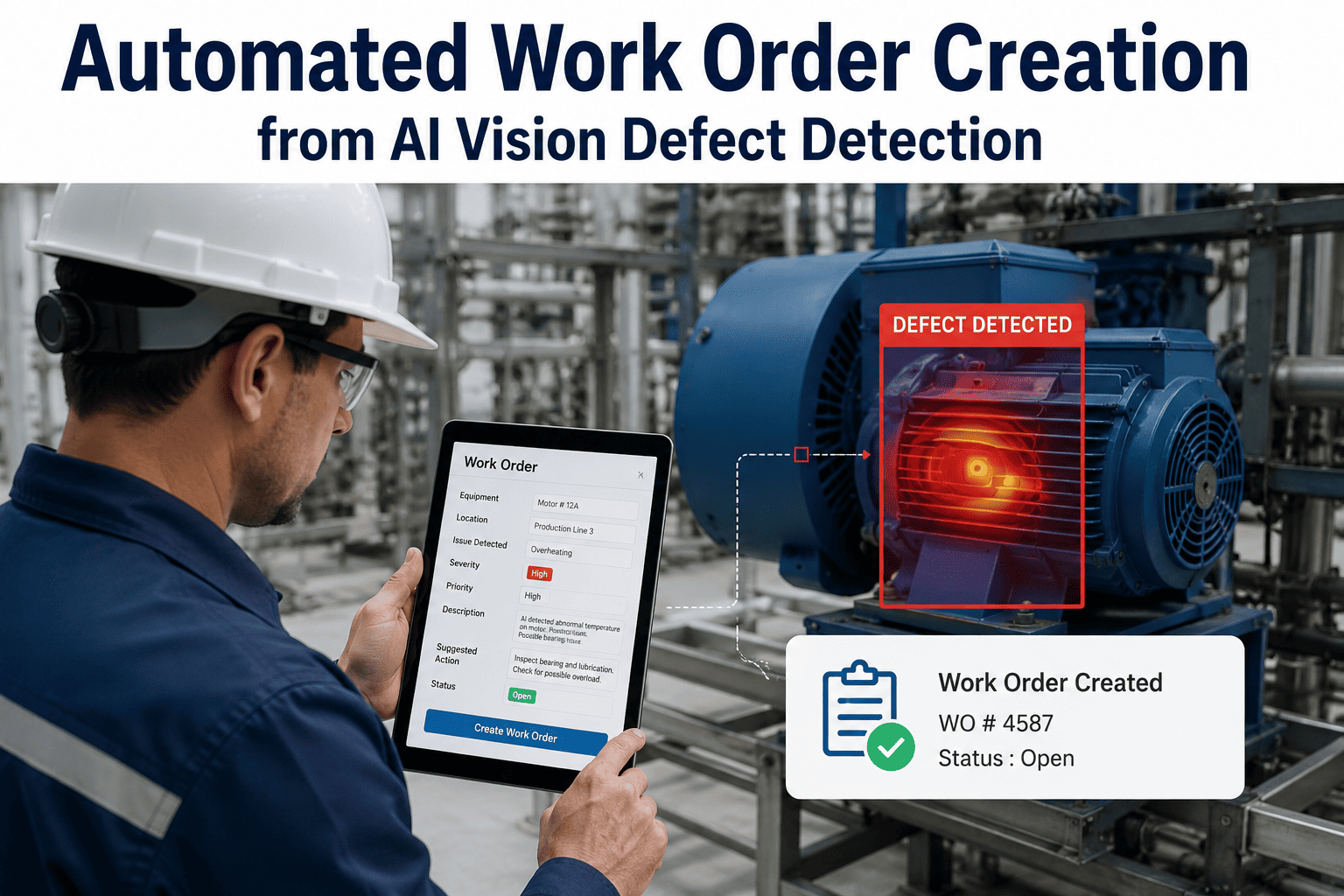
Automated Root Cause: Why the Defect Happened, Not Just That It Did
Detecting a defect is only half the job. The other half — the one most vision systems skip entirely — is telling you why it happened. iFactory captures PLC process tags alongside every vision result, so when a paint run is detected on body J-4471, the system automatically correlates it with the booth temperature, humidity, robot speed, and material lot active at that exact moment. The RCA table below shows how defect signals link to process causes without a quality engineer spending three hours pulling data from five different systems.
Body J-4471, clearcoat booth
Body K-2091, body shop station 4
Body M-1156, body shop station 7
Body N-3304, sealer station
Want automated RCA on your top 3 defect classes? Book a defect-to-root-cause mapping session with iFactory's process engineering team.
Expert Perspective
The thing that drove me crazy for years was that we'd catch a paint defect in the repair booth, and nobody could tell me which body it was, which booth it came out of, or what the temperature was when it ran. We'd spend half a shift pulling data from three systems just to fill out a CAPA form. Once we tied the vision verdict to the body ID and the PLC tags in real time, the RCA went from four hours to four minutes. And the operators stopped keying the wrong body number into the terminal — because they stopped keying anything at all. That alone probably paid for the pilot.
— David Rennke, Plant Quality Manager, Tier 1 automotive body & assembly facility (Ohio)
RCA time reduction when PLC tags auto-correlate with vision verdicts
manual terminal entries — body ID auto-read at every station
from line survey to running pilot with ROI worksheet delivered
Frequently Asked Questions
Can AI vision inspect 100% of bodies on an existing conveyor without slowing the line down?
Yes. iFactory's edge GPU inference runs at line speed — typically 60-120 bodies per hour on body shop conveyors and higher on trim lines. Cameras capture images as the body moves through the inspection station, and inference completes in under 200ms per frame. No line stoppage, no slow-down, no manual handling. The system is designed to retrofit onto existing skillets, conveyors, and PLC architectures without mechanical modification to the line itself.
How does MES & ERP part identity work when a defect is detected?
When the vision system detects a defect, it writes the verdict — pass, rework, or scrap — to the MES work order record for that specific body ID in real time. The MES then updates the ERP material status, so scrap is costed against the correct work order and rework is routed to the correct repair station. The QMS simultaneously receives a defect record with the body ID, station, defect class, image evidence, and correlated PLC process tags. All three systems update in the same transaction — no batch sync, no end-of-shift reconciliation.
What does the 8-week pilot include and what does it cost?
The pilot is a fixed-price, fixed-scope engagement on a single assembly line. It includes line survey, camera and lighting installation, edge GPU enclosure, deep-learning model training on your actual defect images, PLC integration for three-way routing, MES/ERP/QMS API integration, go-live support, and an ROI worksheet built from your production data. The exact price depends on line length, number of inspection stations, and integration complexity — book a pilot scope call to get a fixed quote for your specific line.
Can the system integrate with our existing PLC, MES, and ERP — or does it require a rip-and-replace?
No rip-and-replace. iFactory integrates with the PLC/DCS layer via OPC-UA or native protocol tag capture, with the MES via REST or MQTT API, and with ERP systems (SAP, Oracle, proprietary) via standard API connectors. The system reads body IDs from your existing barcode, RFID, or 2D data matrix readers — and writes verdicts back to the systems you already run. If your PLC can open a diverter gate on a tag, the system can route automatically.
How accurate is the AI vision on high-mix automotive lines with multiple body styles?
The deep-learning model is trained on your actual product images, not generic datasets, so it handles body style variation, option mixes, and color differences natively. False-reject rates on properly trained systems run below 2%, compared to 8-12% for legacy rule-based vision systems. When a new body style or option is introduced, the model is enrolled with a brief set of reference images — no full reprogramming or line downtime required.
Stop Catching Defects Late — Start Routing Them at the Source
iFactory deploys AI vision with MES & ERP part identity on your existing automotive assembly line in 8 weeks. 100% inspection, three-way pass/rework/scrap routing, automated RCA, and a defensible ROI worksheet — all from a fixed-price single-line pilot. Your highest-scrap line is the place to start.