A mining operation runs on equipment and material flows that never stop moving — conveyor belts hauling thousands of tonnes per shift, haul trucks cycling pits around the clock, stockpiles growing and shrinking by the hour, and crews working in zones where a missed PPE check carries real consequences. Manual inspection rounds, scheduled tire checks, and periodic stockpile surveys were never built to keep pace with that tempo, and the gap between inspections is exactly where the costliest failures begin — a hairline belt tear that grows for hours before a morning walk-around catches it, a tire separation that goes unnoticed until it triggers a fire, a stockpile that runs short with no warning until production stalls. AI Vision Camera technology closes that gap by giving mining operations a continuous, dust- and vibration-resistant set of eyes: deep learning models that watch conveyor belts frame by frame, thermal imaging that catches developing tire and equipment faults before they escalate, volumetric monitoring that tracks stockpile levels in real time, and PPE compliance detection across every access point and hazard zone — all built to withstand the same harsh conditions the equipment itself operates in. Book a Demo with iFactory's engineering team to see how AI Vision Camera applies to your specific site.
Why Mining Environments Demand Purpose-Built Vision Monitoring
The Gap Between Manual Inspection Rounds and Continuous Equipment Reality
Mining operations move enormous volumes of material through conveyor networks, haul fleets, and stockpile yards that operate continuously, while the inspection methods meant to catch developing problems on that equipment remain fundamentally periodic — a belt walk-around once or twice per shift, a tire inspection scheduled around maintenance windows, a stockpile measurement taken when someone has time to climb the pile or fly a drone. Every one of these methods produces a snapshot, and the hours between snapshots are where damage actually accelerates. A hairline longitudinal tear forming on a belt's return side can grow for hours before the next scheduled walk catches it, by which point the damage has often progressed past the point of a simple repair.
The harsh physical conditions of mining sites compound this challenge for any monitoring technology that is not purpose-built for the environment. Dust, vibration, extreme temperature swings, and low-light conditions degrade the accuracy of conventional cameras and sensors, which is why effective AI Vision Camera deployments in mining rely on dust-sealed, vibration-resistant housings and image processing models specifically trained to compensate for the visibility challenges that standard industrial cameras were never designed to handle. iFactory's AI Vision Camera platform is engineered around these conditions, maintaining detection accuracy above 95% even in the dust, heat shimmer, and vibration that define most mining environments.
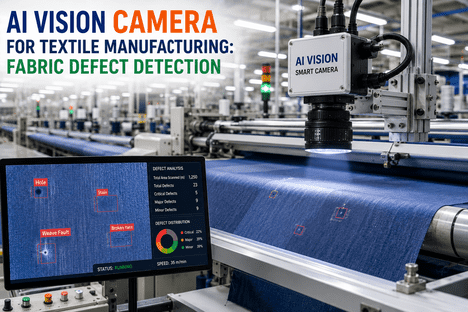
Conveyor Belt Monitoring: Catching Tears, Misalignment, and Foreign Objects in Real Time
Continuous Frame-by-Frame Analysis Across the Belt Network
Conveyor belts are the circulatory system of a mining operation, and belt failures rank among the most disruptive and expensive events a site can experience — a single belt tear or stoppage halts every upstream feeder and downstream crusher or stockpile connected to that line, often within minutes. Traditional monitoring approaches rely on manual belt walk-arounds and periodic visual checks that simply cannot keep pace with belt speeds or operating schedules running around the clock, which means a developing tear, an edge misalignment, or a foreign object lodged in the material stream frequently goes undetected until it has already caused damage.
AI Vision Camera applies deep learning models directly to existing camera feeds above conveyor lines, analyzing every frame for belt tears, edge damage, splice wear, structural misalignment, and foreign objects such as tramp metal, oversized rock, or wood fragments in the material stream. Detection happens in well under a second, fast enough to trigger an automatic belt stop or diverter activation before a foreign object reaches a crusher and destroys equipment that can cost tens of thousands of dollars to replace. Every detected anomaly is logged with the camera frame attached as evidence and routed directly into a maintenance work order, closing the gap between when a fault forms and when a crew responds to it.
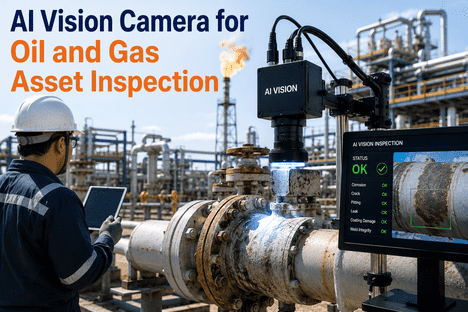
Haul Truck and Equipment Condition Monitoring
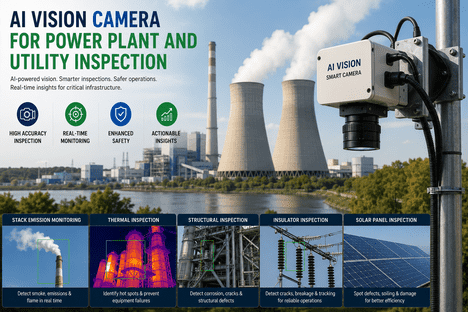
Thermal and Visual Inspection Without Taking Trucks Out of Service
Haul truck tires represent one of the most expensive and safety-critical components in a mining fleet, and the most common failure mode — tread separation, where the tread delaminates from the casing — is notoriously difficult to catch through manual visual inspection because tires are typically caked in mud and a technician can only physically assess about half of a stationary tire's surface. Left undetected, a separation can progress to a tire fire capable of destroying the entire vehicle, not just the tire itself.
AI Vision Camera applies thermal imaging to detect the friction-driven hot spots that separations produce, visible even through mud and grime that would defeat a purely visual inspection. Cameras positioned along haul roads or near fuel and maintenance bays capture multiple tire rotations as trucks pass by at normal operating speed, meaning every section of the tire surface gets inspected on every pass without requiring the truck to stop or a technician to approach the vehicle. The same continuous monitoring approach extends to other equipment surfaces and structural components, identifying abnormal heat signatures, fluid leaks, and visible wear patterns that indicate a developing mechanical issue before it causes an unplanned equipment failure.
Stockpile Level Monitoring: Real-Time Volume Without Manual Measurement
Continuous Visual Tracking of Material Inventory Across the Yard
Stockpile volume has traditionally been measured by climbing piles with surveying equipment or scheduling periodic drone flights — methods that introduce both a safety risk from working at height on an unstable surface and a significant error margin, since manual estimation methods commonly produce inaccuracies that compound across multiple stockpiles. The result is inventory visibility that lags reality, creating risk of unplanned material shortages that halt downstream processing or unnoticed overstocking that strains yard capacity and creates additional safety hazards.
AI Vision Camera combines continuous optical monitoring with depth-sensing technology to track stockpile shape, height, and volume in real time without requiring anyone to physically access the pile. The system flags unexpected volume shifts, unauthorized material movement, or unusual distribution patterns automatically, giving operations and logistics teams continuous, accurate inventory data instead of a measurement that was already outdated by the time it was taken. The same camera infrastructure operates reliably through the dust, variable lighting, and weather conditions that routinely degrade the accuracy of conventional level-sensing equipment in open-yard mining environments. Book a Demo to see stockpile monitoring configured for your yard layout.
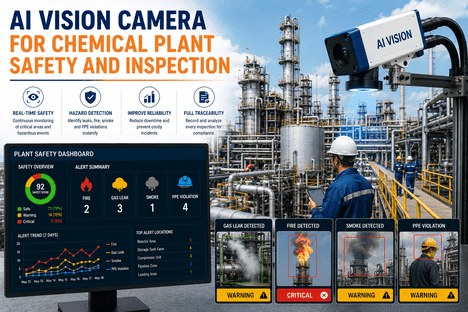
PPE Compliance Monitoring Across Every Hazard Zone
Continuous Verification of Helmets, Hi-Vis, and Required Protective Equipment
Mining safety regulation under MSHA's framework places PPE compliance at the center of hazard prevention, but enforcing that compliance across a sprawling site with multiple access points, pit zones, and processing areas has historically depended on supervisors being physically present to observe it. A worker entering a restricted zone without the required helmet, hi-vis clothing, or gloves goes unnoticed unless someone happens to be watching that exact location at that exact moment — and across a site running multiple shifts, that coverage gap is significant.
AI Vision Camera applies computer vision models trained to identify required PPE per zone, verifying that personnel entering hazardous areas are wearing the correct equipment and flagging violations to supervisors immediately, with photographic evidence attached to every alert. This same vision layer extends to detecting unauthorized access into restricted zones, unsafe proximity between personnel and moving equipment such as haul trucks or loaders, and procedural violations — building an objective compliance record that supports both day-to-day safety enforcement and the documentation mining operations need during MSHA inspections and audits.
| Monitoring Function | What AI Vision Camera Detects | Detection Speed | Operating Conditions |
|---|---|---|---|
| Conveyor Belt Monitoring | Tears, misalignment, splice wear, foreign objects in material stream | Under 1 second per frame | Dust, vibration, low-light tolerant |
| Haul Truck & Tire Inspection | Tire separation hot spots, mechanical wear, fluid leaks | Real-time, drive-by inspection | No stoppage required |
| Stockpile Level Monitoring | Volume changes, unauthorized movement, distribution shifts | Continuous tracking | Outdoor, weather and dust tolerant |
| PPE Compliance | Missing helmets, hi-vis, gloves, restricted zone entry | Real-time, every frame | All access points and hazard zones |
Built for the Site: Dust- and Vibration-Resistant Hardware
Why Standard Industrial Cameras Fail in Mining Conditions
A camera system that performs well in a controlled manufacturing environment frequently fails to deliver reliable results on a mine site, where airborne dust, constant equipment vibration, temperature extremes, and exposure to weather are the normal operating baseline rather than the exception. Standard cameras and image processing models trained on clean, well-lit footage struggle to maintain accuracy when dust obscures the lens or vibration blurs the frame, which is why mining-grade AI vision deployments require both ruggedized hardware and detection models specifically trained on the visual conditions the equipment will actually face.
iFactory's AI Vision Camera units are housed in dust-sealed, vibration-resistant enclosures built to withstand continuous exposure to the conditions found at conveyor transfer points, haul roads, and open-pit stockyards, while the underlying detection models are trained on mining-specific imagery that accounts for dust interference, heat shimmer, and low-light operation. This combination is what allows the platform to maintain detection accuracy above 95% in the same harsh zones where conventional camera systems and manual inspection routines both fall short.
Conclusion
Mining operations do not lack safety programs, maintenance schedules, or skilled crews — what most sites lack is continuous visibility into the physical conditions those programs are meant to govern between scheduled inspections. AI Vision Camera technology does not replace the maintenance and safety processes a mine already runs; it makes those processes more reliable by supplying the continuous observation layer that turns a periodic walk-around into constant, documented verification. A conveyor tear, a haul truck tire developing a separation, a stockpile running short, a missing piece of PPE at a restricted zone — each becomes a detected, documented, and routed event the moment it occurs, rather than a discovery made hours or shifts later.
The mining operations adopting this approach in 2026 are not replacing their crews — they are giving those crews a set of eyes that never blinks, never takes a dust-related sick day, and never misses a shift. The first belt tear caught before it cascaded into a kiln or crusher shutdown, the first tire fire prevented, and the first stockpile shortage avoided are the proof points that turn a pilot deployment into a site-wide standard.