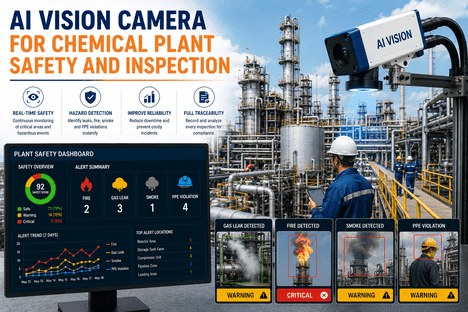
Most chemical plant incidents are not caused by chemistry anyone misunderstood — they are caused by small physical realities that nobody was watching at the moment they mattered. A relief valve weeping product for six hours before a shift change. A worker entering a restricted unit without a respirator because the previous one pinched. A flange connection radiating heat that no patrol happened to walk past that day. Manual inspection rounds and human supervision were never built to catch these moments continuously — they catch what a person happens to see, when that person happens to be looking. AI Vision Camera technology closes that gap by giving a chemical facility a continuous, automated set of eyes: deep learning models that watch PPE compliance at every access point, thermal imaging that renders invisible gas plumes visible the instant they form, and visual inspection algorithms that flag pipe and vessel corrosion before wall thickness becomes a safety event. In an operating environment governed by OSHA's Process Safety Management standard, where every one of the fourteen PSM elements depends on accurate, timely hazard recognition, continuous AI-driven vision is becoming the layer that makes the rest of the safety program actually verifiable in real time rather than only on paper. Book a Demo with iFactory's engineering team to see how AI Vision Camera applies to your specific units.
Why Chemical Plants Need Continuous Visual Intelligence, Not Just Periodic Inspection
The Gap Between Scheduled Walkthroughs and Actual Plant Conditions
A chemical processing facility operating under OSHA's Process Safety Management standard manages risk through written procedures, periodic process hazard analyses, and scheduled mechanical integrity inspections — a structure that works well on paper but depends entirely on someone being present at the right place at the right moment to observe a developing hazard. A safety officer walking a unit twice per shift sees only what happens to be visible during that walk. A relief valve that begins leaking ten minutes after the patrol passes goes unnoticed until the next round, or until a worker happens to smell it. PPE compliance at a restricted-entry point is enforced only when a supervisor is physically stationed there to check it. The structural reality of manual inspection is that coverage is a function of how many people are watching and how often — and that coverage has a ceiling no staffing model can exceed.
The consequences of gaps in that coverage are disproportionate in chemical processing relative to most other industrial settings, because the hazards involved — flammable vapor accumulation, toxic gas release, pressurized vessel failure, corrosion-driven loss of containment — escalate from undetected to catastrophic faster than in most other failure modes. AI Vision Camera technology addresses this by removing the staffing ceiling entirely: every camera becomes a continuous observer that does not blink, does not rotate off shift, and does not miss a frame. PPE compliance, gas leak signatures, and corrosion patterns are evaluated on every single frame of video the camera captures, all day, every day, and every detection is logged with a timestamp and image evidence that becomes part of the facility's documented safety record.
PPE Compliance Monitoring: Continuous Enforcement Across Every Access Point
How Vision AI Identifies Missing Protective Equipment Before a Worker Enters a Hazard Zone
Personal protective equipment requirements in a chemical plant are not uniform across the facility — a worker entering a tank farm needs different protection than one working a loading dock or walking through an administrative corridor, and PSM's own emphasis on hazard-specific controls reflects that reality. iFactory's AI Vision Camera platform is configured with zone-specific PPE rules so that the system evaluates compliance against the actual requirement for that location rather than a single facility-wide standard. A chemical mixing unit might require goggles, gloves, and a respirator; a loading bay might require a hard hat and high-visibility vest; a confined-space entry point might require a harness and gas detector confirmation before the gate releases. The same camera infrastructure enforces all of these simultaneously, each against its own rule set.
The underlying computer vision models are trained to identify a worker, segment that worker from the surrounding scene, and assess each required PPE category independently — recognizing that safety glasses can become nearly invisible under certain lighting, that a respirator is frequently obscured during overhead work, and that gloves disappear from view while a worker manipulates tools. Production-grade systems evaluate compliance per person, per zone, in real time from existing camera feeds, and route any violation directly to a supervisor or control room rather than waiting for a human reviewer to notice it on recorded footage. This shifts PPE enforcement from a periodic check performed when someone happens to be watching into a continuous condition that holds at every moment a worker is present in a regulated zone.
Thermal Imaging for Gas Leak Detection: Making the Invisible Visible
How AI Vision Camera Detects Fugitive Emissions Before They Become a Release Event
The majority of gases handled in chemical processing — hydrocarbons, volatile organic compounds, ammonia, and dozens of other process gases — are completely invisible to the unaided eye even at concentrations that pose a serious fire, explosion, or toxic exposure risk. Optical gas imaging works by exploiting the fact that these gases absorb infrared radiation at specific, identifiable wavelengths, which means a thermal camera tuned to the right spectral band renders an otherwise invisible gas plume as a visible cloud on screen, in real time, from a safe distance and without shutting down the process to investigate. This is the same principle that has allowed thermal gas detection to replace much of the legacy point-sensor and manual sniffer-based leak survey work across the oil, gas, and chemical processing industries.
iFactory's AI Vision Camera platform layers deep learning analysis on top of this thermal imaging foundation, so the system does not just render the plume visible to a human reviewing footage later — it actively classifies the event, estimates plume severity, and generates the appropriate CMMS work order automatically the moment a leak signature crosses a defined threshold. Continuous thermal monitoring at flanges, valves, seals, and connection points means a leak that begins forming at any hour of the day or night is identified at the moment it starts, not at the next scheduled survey. The same thermal layer also catches equipment overheating — a bearing, motor, or electrical connection running hotter than its established baseline — before that thermal anomaly escalates into an ignition source in an area where flammable vapor accumulation is a standing risk.
AI Vision Inspection for Corrosion: Protecting Mechanical Integrity Between Turnarounds
Continuous Visual Monitoring of Piping, Vessels, and Structural Components
Corrosion is one of the dominant root causes of loss-of-containment events in chemical processing, and it is also one of the hardest hazards to manage on a fixed inspection calendar because its progression rate varies by location, material, coating condition, and process exposure in ways that a uniform turnaround schedule cannot fully account for. Mechanical integrity programs under PSM already require documented inspection of piping, pressure vessels, and relief systems against recognized engineering practices, but those inspections are typically periodic, labor-intensive, and dependent on inspector access to areas that are elevated, congested, or otherwise difficult to reach safely.
AI Vision Camera applies deep learning image analysis trained on corrosion-specific defect patterns to continuously monitor the visible condition of piping runs, vessel exteriors, and structural supports — identifying surface rust progression, coating breakdown, corrosion under insulation indicators, and early-stage pitting before those conditions progress to a wall-thickness concern that requires emergency intervention. Because the camera observes the same equipment continuously rather than during a single inspector visit, the system can track how a defect changes over time and flag the rate of progression, not just its current state, giving the mechanical integrity team a trend line instead of a single data point. Every detection is logged with image evidence and severity classification, building a documented visual history of each asset that supports both day-to-day maintenance planning and the audit trail PSM compliance reviews require.
How AI Vision Camera Integrates Into PSM-Governed Operations
From Detection Event to Documented Work Order Without Manual Handoffs
A detection that never reaches the right person is functionally the same as no detection at all, which is why iFactory's AI Vision Camera platform is built around closing the loop between what the camera sees and what the maintenance or safety team does about it. Every PPE violation, thermal gas signature, or corrosion finding is converted automatically into a structured CMMS work order containing the asset or zone identification, the nature of the finding, a severity classification, and the image or thermal evidence that supports it — giving the receiving team a complete, actionable record rather than a vague alert that requires follow-up investigation just to understand what was found.
This structured evidence trail has a second function beyond day-to-day operational response: it becomes part of the facility's documented safety record. PSM's compliance audit requirement, incident investigation provisions, and emphasis on maintaining accurate process safety information all depend on a facility being able to demonstrate what it knew, when it knew it, and what action followed. A time-stamped detection log with attached image evidence, generated automatically and continuously, gives safety and compliance teams a far more complete record than what manual logbooks and periodic inspection reports have historically provided — without adding documentation work to anyone's daily task list. Book a Demo to see how the platform's evidence trail maps to your facility's existing PSM documentation requirements.
| Monitoring Function | What AI Vision Camera Detects | Detection Speed | Output |
|---|---|---|---|
| PPE Compliance | Missing goggles, gloves, respirators, hard hats, and harnesses by zone-specific rule set | Real-time, every frame | Supervisor alert and compliance log entry |
| Thermal Gas Leak Detection | Invisible hydrocarbon, VOC, and process gas plumes at flanges, valves, and seals | Continuous, from formation | Severity-classified CMMS work order |
| Equipment Thermal Anomalies | Overheating bearings, motors, and electrical connections versus baseline | Continuous | Maintenance work order before failure |
| Corrosion & Coating Inspection | Surface rust progression, coating breakdown, early pitting on piping and vessels | Continuous visual trend | Mechanical integrity work order with image trend |
| Restricted Zone Entry | Unauthorized personnel presence in confined-space or high-hazard areas | Real-time | Immediate control room alert |
Deploying AI Vision Camera Without Disrupting Existing Operations
Working With the Camera and CMMS Infrastructure Already in Place
A chemical plant considering AI Vision Camera is typically not starting from a blank slate — most facilities already operate substantial CCTV networks, existing thermal imaging equipment for routine surveys, and a CMMS system handling maintenance work order flow. iFactory's platform is designed to integrate with that existing infrastructure through standard protocols rather than requiring a hardware replacement project, connecting to existing IP camera feeds and routing structured detection data directly into the CMMS system already in use. This additive approach means a facility can deploy AI Vision monitoring on its highest-criticality zones first — the units where a PPE lapse, a gas leak, or a corrosion event carries the most severe consequences — and expand coverage as the platform demonstrates value, rather than committing to a facility-wide rollout before any results are visible.
The practical sequence that delivers the fastest value follows a familiar pattern: identify the highest-risk zones in coordination with the EHS and mechanical integrity teams, confirm camera and thermal equipment compatibility, configure zone-specific PPE and detection rules, and connect the output to the existing CMMS work order flow. Because the underlying detection models improve as they accumulate facility-specific footage, accuracy continues to climb over the first several months of operation — meaning the earliest deployment phase is also the phase where the platform begins building the asset-specific intelligence that makes every subsequent detection more reliable.
Conclusion
Chemical processing facilities do not lack safety procedures, hazard analyses, or trained personnel — what most facilities lack is continuous visibility into the physical conditions those procedures are meant to govern in the moments between scheduled inspections. AI Vision Camera technology does not replace the process hazard analyses, mechanical integrity programs, or emergency planning that PSM requires; it makes those programs more reliable by supplying the continuous observation layer that turns periodic compliance into constant verification. A missing respirator at a restricted entry point, a gas leak forming at a flange connection, a coating failure progressing on a piping run — each of these becomes a detected, documented, and routed event the moment it occurs, rather than a discovery made hours or days later during the next scheduled walkthrough.
The facilities making this shift in 2026 are not adopting AI Vision Camera as a replacement for their safety culture — they are giving that culture a set of eyes that never leave the floor. The first zone monitored, the first leak caught before it became a release, and the first corrosion trend flagged before it became an emergency repair are the proof points that turn a pilot deployment into a facility-wide standard.