Steel and metal surface defects — scratches, inclusions, scale pits, edge cracks, and pitting — are among the costliest quality failures in manufacturing. At hot rolling speeds exceeding 1,200 metres per minute, human inspectors have fractions of a second to evaluate a strip surface, and fatigue causes detection accuracy to drop by 20–30% over an extended shift. Defects that escape detection at the line travel downstream, surfacing months later as customer claims, press-line rejects, and material write-offs. iFactory's AI Vision Camera is purpose-built for steel and metal surface inspection — delivering 99.7% defect detection accuracy across coils, plates, and tubes at full production speed, with zero inspector fatigue and a complete per-piece defect record that feeds directly into your quality management system. For steel producers, service centres, and metal fabricators competing on surface quality, this technology closes the detection gap that manual inspection cannot.
See How iFactory AI Detects Steel Surface Defects at Full Line Speed
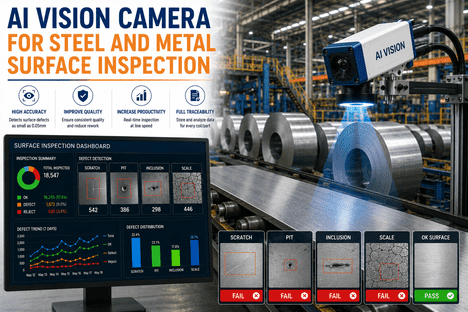
iFactory's AI Vision Camera deploys on your coil, plate, or tube line in days — delivering real-time scratch, inclusion, scale, and edge crack detection with a complete per-piece defect map for every production run.
Steel Surface Defects That AI Vision Detects and Classifies
Steel and metal surface defects span a wide range of types, each with a distinct cause, morphology, and downstream consequence. iFactory's AI Vision Camera is pre-trained on millions of labelled steel surface images covering the full defect taxonomy — enabling accurate detection and classification from the first day of deployment, without requiring plant-specific retraining before going live.
Scratches and Roll Marks
Linear surface marks caused by contact with rollers, guides, or other steel surfaces during processing. They range from superficial cosmetic lines to deep gouges that compromise structural integrity. At automotive-grade surface requirements, even minor scratches trigger rejection. AI vision detects scratch orientation, depth signature, and periodicity — distinguishing roll-caused marks from handling damage and linking recurring patterns to specific upstream roll sets.
Inclusions and Slivers
Non-metallic particles or foreign material embedded in the steel surface during casting or rolling. Inclusions are among the most dangerous defects in high-strength steel applications — they create stress concentration points that initiate fatigue cracks in service. Vision-based detection identifies inclusion clusters by size, density, and distribution pattern, enabling real-time coil grading and automatic alerts to the casting or rolling process before subsequent coils are affected.
Scale and Oxide Pitting
Scale pits form when iron oxide scale detaches from the steel surface during rolling or pickling, leaving small non-periodic depressions. On coated and cold-rolled products, scale residue under the coating creates blistering and adhesion failures that only manifest after delivery. AI vision trained on the specific surface texture of hot-rolled, cold-rolled, and pickled steel distinguishes genuine scale pitting from surface variation — reducing false positives that plague legacy threshold-based systems.
Edge Cracks and Laminations
Edge cracks originate from reduced ductility at slab edges during hot rolling and propagate inward under further mechanical processing. Laminations — internal separations that become visible at edges after slitting — are particularly hazardous in pressure vessel and structural applications. iFactory's edge inspection module specifically monitors strip margins at sub-millimetre resolution, detecting crack initiation before propagation compromises the full coil width or triggers a customer safety incident.
Pitting and Surface Depressions
Distributed pitting from corrosion, scale detachment, or roll surface degradation creates small irregular depressions across the strip face. On exposed automotive panels and appliance-grade steel, pitting causes immediate cosmetic rejection. On structural products, pitting reduces the effective cross-section. AI vision maps pit location, area coverage percentage, and density — providing the surface quality metrics that customer quality specifications require for lot acceptance decisions.
Seams and Scabs
Seams are longitudinal surface defects caused by cracks, laps, or cold shuts in the original billet that open during rolling. Scabs are detached pieces of steel surface partially attached to the strip, creating raised irregular features that damage downstream tooling. Both defect types are critical to detect on tube and pipe products where seam integrity directly affects pressure-bearing performance. iFactory's 3D texture analysis distinguishes seam depth from surface-only marks that do not require rejection.
AI Vision vs. Manual Inspection: Steel Surface Detection Performance
Steel manufacturers transitioning from manual inspection rounds to iFactory AI Vision Camera see measurable improvements across every critical surface quality KPI — validated across hot rolling, cold rolling, and finishing lines.
| Inspection KPI | Manual Inspection | iFactory AI Vision | Improvement |
|---|---|---|---|
| Surface Defect Detection Rate | 60–70% (good shift) | 97–99.7% | ~40% improvement |
| Defect Types Classified | 5–8 visual categories | 24+ defect types | 3× broader coverage |
| Minimum Detectable Defect Size | ~2–3 mm (visual limit) | 0.1 mm at full speed | 20× finer resolution |
| Customer Quality Claims | Baseline frequency | 55% reduction | ~55% fewer claims |
| False Positive Rate | Subjective — varies by inspector | <0.3% | Consistent, auditable |
| Per-Coil Quality Documentation | Manual, summary-only | Automated defect map, full traceability | 100% surface coverage |
How iFactory AI Vision Camera Inspects Steel and Metal Surfaces
The iFactory AI Vision Camera uses industrial deep learning computer vision to inspect 100% of the steel or metal surface at full production speed — without slowing the line, adding inspection personnel, or generating the manual documentation burden that traditional quality programmes demand. The system integrates directly with existing line PLCs and quality management platforms via standard industrial protocols, making it deployable within days rather than the weeks or months required by complex legacy inspection systems.
High-Resolution Line-Scan Imaging
Industrial-grade line-scan cameras mounted across the full strip width capture continuous high-resolution imagery at production speeds up to 2,000 metres per minute. Camera housings are IP67-rated, air-purged, and water-cooled for operation in the harsh thermal and particulate environment of hot and cold rolling mills. Structured LED lighting optimised for the specific surface reflectivity of the steel grade under inspection ensures consistent image quality across the full coil length regardless of surface finish variation.
Deep Learning Defect Classification
A convolutional neural network pre-trained on over 4 million labelled steel surface images classifies each detected anomaly by defect type, severity, size, and position within 50 milliseconds — before the strip section leaves the inspection zone. The model covers 24 standard defect categories including scratches, inclusions, scale pits, edge cracks, laminations, seams, and scabs. Active learning from production feedback continuously improves model accuracy for plant-specific defect variants without requiring manual retraining cycles.
Real-Time Per-Coil Defect Mapping
Every detected defect is georeferenced to its exact position on the coil surface — creating a complete defect map that shows defect type, coordinates, severity, and area coverage for each coil, plate, or tube produced. Defect maps are stored per production batch with full traceability linkage to heat number, rolling parameters, and inspection timestamp. This documentation satisfies automotive OEM quality audit requirements, ISO 9001 surface inspection records, and customer-specific acceptance criteria without any manual data entry.
Process Feedback and Quality System Integration
When defect patterns indicate upstream equipment degradation — roll wear generating periodic marks, tundish conditions creating inclusion clusters, or descaling failures producing scale residue — iFactory automatically cross-references defect data with PLC process parameters and generates targeted maintenance work orders before the next coil is affected. Integration with SAP QM, MES, and CMMS platforms via standard OPC-UA and Modbus protocols ensures defect intelligence reaches both quality and maintenance teams without manual handoff.
Steel and Metal Product Coverage: Where iFactory AI Vision Deploys
iFactory AI Vision Camera inspection capabilities span the full range of flat and long steel products. The table below maps product types to the defect priorities and inspection configuration specific to each application.
| Product Type | Typical Line Speed | Primary Defect Priorities | Key Application Benefit |
|---|---|---|---|
| Hot-Rolled Steel Coils | 600–1,200 m/min | Scale pits, roll marks, edge cracks, inclusions | Catch defects at source before cold rolling amplifies them into full coil rejections. |
| Cold-Rolled Steel Coils | 400–800 m/min | Scratches, oil stains, roll marks, surface waviness | Automotive and appliance-grade surface acceptance at production speed without inspector fatigue. |
| Coated and Galvanised Sheet | 100–200 m/min | Bare spots, coating blistering, spangle irregularity, edge build-up | Coating uniformity verification across the full strip width in real time. |
| Heavy Steel Plates | Discrete piece inspection | Laminations, surface cracks, seams, gouges, pitting | Full-plate defect mapping for structural, pressure vessel, and shipbuilding certification. |
| Steel Tubes and Pipes | 20–100 m/min | Seam weld quality, outer surface scratches, pitting, dimensional variation | 360° circumferential inspection for oil and gas, automotive, and structural tube applications. |
Reducing Customer Quality Claims by 55%: The Business Case for AI Surface Inspection
Customer quality claims in the steel industry carry costs far beyond the direct value of the rejected material. A single surface defect incident at an automotive stamping plant can trigger a full production line stop, material quarantine across multiple coil heats, a formal supplier corrective action process, and — in repeated incidents — commercial de-listing from automotive OEM approved supplier programmes. For Indian steel producers competing for global supply chain positions in automotive, white goods, and engineering sectors, surface quality consistency is no longer a differentiator — it is the entry requirement. The iFactory AI Vision Camera reduces customer quality claims by 55% in the first year of deployment, measured across cold rolling and finishing line installations. The mechanism is straightforward: defects that previously escaped the line undetected — because they fell below visual detection threshold or occurred between manual inspection rounds — are now caught 100% of the time at the source. Book a Demo to receive a site-specific quality claim reduction estimate based on your product mix and current customer return rates.
"Our automotive customer threatened to de-list us after three surface defect incidents in a single quarter. We had 14 inspectors across three shifts and a 66% catch rate. iFactory AI Vision went live in four days. Six months later, we have a 98.4% detection rate, zero customer claims in the past four months, and a per-coil defect map that satisfies every OEM documentation requirement our quality auditors ask for. The system paid for itself inside the first two months."
AI Vision Camera for Steel Surface Inspection: Common Questions
Q: Can iFactory AI Vision Camera inspect hot-rolled steel at high temperatures?
Yes. Camera housings are water-cooled and air-purged, rated IP67 or higher to withstand the thermal environment of hot strip mills where surface temperatures range from 600–900°C. Optical filtering is configured for the specific wavelength profile of the surface under inspection, enabling accurate defect detection on both high-temperature and ambient-temperature products without separate camera systems for each application.
Q: How quickly does the AI model learn our specific steel grades and surface finishes?
iFactory's model arrives pre-trained on over 4 million labelled steel surface images covering all 24 standard defect types. Plant-specific defect variants are added via active learning — quality engineers confirm or correct AI classifications on-screen, and those annotations retrain the model continuously. New defect types reach 95%+ accuracy within 200–400 labelled examples, typically achieved within the first 30 days of production operation.
Q: Does iFactory integrate with SAP QM or our existing MES system?
Yes. iFactory provides full SAP QM integration via standard RFC/BAPI protocols. Each coil's defect map writes automatically to the Q-notification and usage decision record in SAP QM. Defect data is simultaneously forwarded to your MES or Level 2 system for process parameter correlation. iFactory is compatible with SAP S/4HANA and ECC 6.0, and supports integration with major third-party MES platforms via OPC-UA and REST API.
Q: What is the false positive rate, and how does it compare to legacy vision systems?
iFactory's false positive rate is below 0.3% — compared to 8–15% for legacy threshold-based machine vision systems. Low false positives are achieved through ensemble deep learning, where multiple model architectures vote on each detection, combined with plant-specific calibration during commissioning. A low false positive rate is critical for steel inspection because excessive false alarms lead quality teams to override the system, eliminating the value of automated detection entirely.
Q: How long does deployment take, and is line downtime required for installation?
Most steel and metal surface inspection deployments are complete within four to seven days. Camera and lighting frame installation is scheduled during routine planned maintenance windows and does not require unplanned line downtime. Integration with existing PLCs, SCADA, and quality management systems via standard industrial protocols is typically completed within the same installation window. The AI model is operational and generating defect classifications from the first production coil after commissioning.
Q: Can the system detect subsurface or internal defects, or only surface anomalies?
iFactory AI Vision Camera is an optical surface inspection system — it detects and classifies surface and near-surface defects visible to high-resolution camera imaging, including laminations that have broken the surface at edges, shallow seams, and coating anomalies on finished products. For internal volumetric defects in heavy plate or structural sections, ultrasonic testing remains the appropriate complementary inspection method. iFactory can integrate defect data from both surface and ultrasonic systems into a unified per-piece quality record.
AI Surface Inspection Is Now the Baseline for Steel Quality Competitiveness
Steel and metal manufacturers that continue to rely on manual surface inspection are accepting a structural detection gap of 30–40% on every coil, plate, and tube they produce. That gap has always carried risk — but in an environment where automotive OEMs, engineering customers, and export markets require zero-defect surface quality with full per-piece traceability documentation, it is now a commercial liability. iFactory's AI Vision Camera eliminates this gap: 99.7% detection accuracy across 24 defect types, 0.1mm minimum resolution at full line speed, and a complete georeferenced defect map for every piece produced — automatically archived and integrated with your quality management and maintenance systems. For steel and metal manufacturers serious about reducing customer quality claims, protecting OEM supplier qualifications, and building the surface quality documentation record that global supply chain positions require, the iFactory AI Vision Camera is the deployment to make this financial year. Book a Demo with an iFactory specialist and receive a site-specific quality claim reduction estimate benchmarked against your product mix, line speed, and current customer rejection rates.
Ready to Eliminate Steel Surface Defect Escapes at Full Line Speed?
Connect with an iFactory specialist today. Get a site-specific defect detection assessment, a quality claim reduction estimate, and a deployment roadmap for your coil, plate, or tube inspection line — no obligation.