Wire and cable extrusion lines run at speeds that make manual visual inspection physically impossible — when insulation and jacket material is extruding at over 1,000 meters per minute, a defect that appears for a fraction of a second has already passed the inspection point, been spooled, and moved toward shipment before a human eye could register it. This speed mismatch is the core quality problem in wire and cable manufacturing: insulation pinholes, jacket concentricity drift, eccentric wall thickness, and illegible print marking all originate at the extrusion die and propagate continuously down the line, yet traditional inspection — whether manual sampling or fixed-threshold machine vision — simply cannot keep pace with continuous high-speed output. AI Vision closes this gap by applying deep learning models trained on actual wire and cable defect imagery to inspect the full surface of the product in real time, at line speed, distinguishing genuine defects from intentional print text and normal material variation in a way that fixed-rule systems consistently fail to do. To see how iFactory's AI Vision Camera performs on your specific extrusion lines, Book a Demo with our inspection engineering team.
AI Vision Camera · Wire & Cable Manufacturing · Extrusion-Speed Inspection
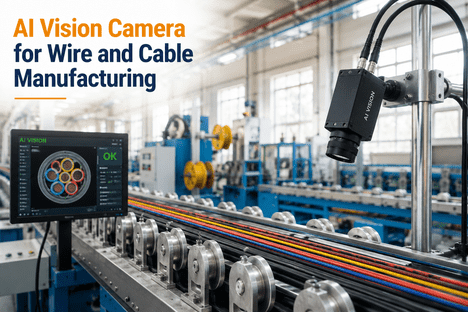
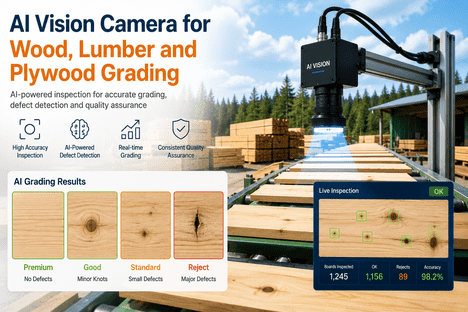
Inspect Insulation, Jacket, and Print Quality at Full Line Speed
iFactory's AI Vision Camera detects insulation integrity issues, jacket concentricity deviation, print legibility defects, and surface flaws on wire and cable at extrusion speeds above 1,000 meters per minute.
Why Inspection Speed Matters
Why Extrusion-Speed Production Outpaces Traditional Inspection Methods
Wire and cable extrusion is a continuous process — insulation and jacket compound is applied to a moving conductor in a single uninterrupted run that can extend for kilometers at speeds well above 1,000 meters per minute on high-volume lines. At that speed, a pinhole, a localized thin wall section, or an off-center jacket forms and passes the inspection point in well under a second. Manual sampling can only check a small fraction of total output, leaving long stretches of product entirely uninspected between samples. Fixed-threshold machine vision, the earlier generation of automated inspection, struggles for a different reason: it relies on calibrated pixel rules that cannot reliably tell a genuine surface defect apart from intentional print text, normal compound color variation, or the reflective glare that comes off insulation material under production lighting — producing either missed defects or a flood of false rejects that operators learn to ignore.
AI Vision changes the inspection model by training deep learning systems on actual wire and cable defect imagery rather than fixed thresholds. A model trained this way learns to distinguish a true pinhole, scratch, or concentricity deviation from printed cable markings, compound color drift, and surface sheen — the same distinction a human quality inspector would make, but applied consistently to every meter of product at full line speed rather than to an occasional sample.
Insulation Integrity
Pinhole & Void Detection
Identifies pinholes, voids, and localized thin-wall regions in the insulation layer that compromise dielectric strength and create downstream electrical failure risk.
Detected at production line speed
Jacket Geometry
Concentricity & Wall Deviation
Flags off-center jacket placement, eccentric wall thickness, neckdowns, and bulges that indicate die wear or extrusion process drift before out-of-spec product accumulates.
Geometric deviation flagged continuously
Print Quality
Legibility & Marking Verification
Verifies that cable jacket printing — gauge, voltage rating, certification marks, length markers — remains legible and correctly positioned, distinguishing print content from genuine surface defects.
Text vs. defect differentiation
Surface Condition
Scratch, Lump & Discoloration Detection
Catches surface scratches, lumps, water spots, wrinkles, tears, and discoloration across the full circumference of the jacket as it travels through the inspection zone.
Full circumferential coverage
Defect Reference
The Defect Classes AI Vision Is Trained to Catch on Wire and Cable Lines
Wire and cable defects fall into a well-documented set of categories tied to specific points in the extrusion and finishing process. Understanding which defect class affects which quality dimension — electrical performance, mechanical integrity, or marking compliance — helps reliability and quality teams prioritize where AI Vision delivers the most immediate value.
Book a Demo to see how iFactory's detection models map to your specific product range and compound formulations.
| Defect Class |
Description |
Typical Cause |
Quality Impact |
| Pinholes & Insulation Voids |
Small voids or gas pockets within the insulation layer |
Moisture contamination, compound degassing, die buildup |
Reduced dielectric strength, electrical failure risk |
| Concentricity Deviation |
Off-center conductor within the jacket or insulation layer |
Die wear, line tension instability, temperature drift |
Inconsistent electrical and mechanical performance |
| Neckdowns & Bulges |
Localized diameter reduction or swelling along the cable length |
Melt flow inconsistency, line speed fluctuation |
Wall thickness non-compliance, mechanical weak points |
| Surface Scratches & Tears |
Mechanical damage to the jacket surface from line contact |
Guide wear, capstan misalignment, tooling contact |
Compromised jacket protection, moisture ingress risk |
| Print Legibility Defects |
Faded, smeared, misregistered, or incomplete jacket printing |
Ink viscosity drift, print head wear, line speed variation |
Regulatory marking non-compliance, traceability loss |
AI Vision Camera · Wire & Cable Manufacturing
See Detection Performance on Your Own Extrusion Samples
iFactory's engineering team will run a defect assessment on your specific compounds, gauges, and jacket colors before you commit to a deployment.
AI Vision Integration
How iFactory's AI Vision Camera Inspects at Full Extrusion Speed
Detecting defects on a continuously moving cable at speeds above 1,000 meters per minute requires more than a fast camera shutter — it requires a model that can correctly classify what it sees within the fraction of a second available before the next length of product passes the inspection zone. iFactory's
AI Vision Camera is deployed in multi-angle configurations around the line so the full circumference of the jacket is captured continuously rather than from a single fixed viewpoint, closing the coverage gaps that allow a defect on the far side of the cable to pass undetected. Lighting is tuned specifically to the reflective and color characteristics of insulation and jacket compounds, since the glare and sheen typical of extruded polymer surfaces is exactly the kind of condition that causes fixed-threshold systems to misfire.
The same models that flag a genuine pinhole or scratch are trained to recognize legitimate print content — gauge markings, voltage ratings, certification stamps, sequential length markers — so that printed text on the jacket is never mistaken for a surface flaw, a distinction that earlier rule-based systems consistently struggled with. When a defect is confirmed, the detection event is logged with product identification, defect classification, location along the cable length, and a timestamped image, giving quality teams an immediate, traceable record rather than a generic line stoppage with no supporting evidence. Every confirmed defect and every confirmed false positive feeds back into model retraining, so detection accuracy on a specific compound, gauge, and jacket color combination improves continuously as production accumulates. Wire and cable manufacturers running multiple product lines are encouraged to
Talk to an Expert and see detection performance against their own extrusion samples before committing to a deployment.
AI Vision for Wire and Cable Manufacturing — Frequently Asked Questions
Can AI Vision really keep up with extrusion lines running above 1,000 meters per minute?
Yes. The AI Vision Camera platform is built around continuous, real-time image capture and classification designed specifically for high-speed continuous processes like wire and cable extrusion, rather than batch or sample-based inspection. Multi-angle camera configurations capture the full circumference of the moving product, and the underlying detection model classifies each frame fast enough to flag a defect and log its position along the cable length without slowing the line.
How does the system distinguish print text from actual surface defects?
This is one of the most common failure points for older rule-based vision systems, which often misclassify printed gauge markings, voltage ratings, or certification text as scratches or surface flaws. iFactory's models are trained on labeled examples of both genuine defects and legitimate print content specific to each product's jacket marking layout, allowing the system to learn the visual difference rather than relying on a brittle pixel rule that breaks down whenever print position or ink density varies slightly.
What defect types does the AI Vision Camera detect on wire and cable products?
The platform detects insulation pinholes and voids, jacket concentricity deviation and eccentric wall thickness, neckdowns and bulges, surface scratches and tears, water spots and discoloration, and print legibility defects including faded, smeared, or misregistered marking. Detection models are fine-tuned against the customer's specific compounds, gauges, and jacket colors during deployment for the highest accuracy on their actual product mix.
Does deploying AI Vision require changes to our existing extrusion line?
No. The AI Vision Camera is designed to integrate at existing in-line inspection points without requiring changes to line speed, conveyor or capstan configuration, or upstream extrusion equipment. Camera placement is selected based on where the cable surface is already accessible and adequately lit in the current production setup, and the platform connects to existing quality and ERP systems through standard integration methods.
How is detection accuracy validated before relying on AI Vision over manual sampling?
Most deployments begin with a pilot on a single high-volume product line, run in parallel with existing manual sampling and quality checks, so detection accuracy can be validated against real inspection outcomes before manual sampling frequency is reduced. This phased approach lets a manufacturer confirm performance on their own compounds, gauges, and defect history before expanding AI Vision coverage to additional lines.
AI Vision Camera · Wire & Cable Manufacturing · Extrusion QC · 2026
Catch Insulation, Jacket, and Print Defects Before They Reach the Spool
iFactory's AI Vision Camera inspects insulation integrity, jacket concentricity, print legibility, and surface condition continuously at full extrusion line speed — giving your quality team a traceable, real-time defect record on every meter produced.
1,000+ m/minInspection Line Speed
Full CoverageCircumferential Inspection
Real-TimeDefect Logging
ContinuousModel Improvement