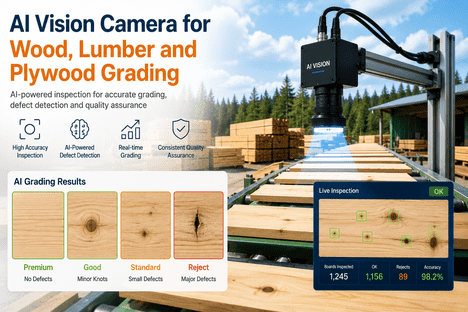
Wood and lumber grading has long depended on the trained eye of human inspectors — a process that is inherently subjective, shift-dependent, and unable to maintain consistent accuracy at mill speeds exceeding 2,000 feet per minute. For sawmills, plywood manufacturers, and lumber processing facilities, the consequences of inconsistent grading are directly financial: misclassified boards result in either revenue loss from unnecessary downgrading or quality claims from boards graded above their actual condition. AI vision camera technology eliminates both failure modes by delivering continuous, real-time defect detection across every board surface — at line speed, without fatigue, and with documented detection accuracy above 95%. The iFactory AI Vision Camera is purpose-built for exactly these environments: industrial facilities where production volumes, material costs, and grading consistency determine margin. This guide covers how AI vision grading works, which defects it detects across lumber, plywood, and veneer applications, and how facilities are deploying it to reduce downgrade losses and improve wood utilization rates.
See How iFactory AI Vision Camera Works in Wood & Lumber Grading
iFactory's AI Vision Camera connects to your existing line equipment in weeks — delivering real-time defect detection, automated grade classification, and CMMS-ready data for sawmills and plywood facilities of every size.
Why Manual Lumber Grading Fails at Scale
Human visual grading — the foundational method across NHLA hardwood grading, NLGA softwood standards, and IS:1734 plywood classification — was designed for inspection benches, not high-speed production lines. Inter-inspector agreement on defect severity sits at only 55–70%, meaning the same board receives a different grade depending on which inspector or which shift processes it. Inspector accuracy also degrades by 15–25% after just two continuous hours of observation. At a typical planermill running boards at 1,500–2,000 feet per minute, human inspection misses 20–30% of surface defects under real production conditions. The result is a chronic grading inconsistency that simultaneously leaves revenue on the table through unnecessary downgrading and creates quality exposure through boards that ship above their actual condition. AI vision grading resolves both failure modes by operating at line speed with constant, calibrated sensitivity across every board that passes through the system — on every shift, every day, without degradation.
Knot Detection & Classification
AI vision systems detect and classify knots by type — sound, unsound, encased, spike, edge, and decayed — and measure their diameter and position relative to board edges. Knot clusters, multi-face combinations, and MSR edge knot conditions are all captured and evaluated against grading rule thresholds in real time, with no human involvement required at the decision point.
Splits, Checks & Shake Detection
Pixel shape analysis distinguishes splits from knots at the feature level — a split's elongated aspect ratio versus a knot's rounded profile is a classification input that AI models evaluate in milliseconds. End checks, face checks, and ring shake are detected across all four longitudinal surfaces, with each anomaly mapped to a precise location on the board's digital profile for downstream cut optimization.
Wane Measurement & Boundary Mapping
Wane — missing wood caused by a board being cut from the outside of the log — is one of the most commercially significant grading features in softwood lumber. Vision systems measure wane boundaries with sub-6mm accuracy, identifying the extent and location of bark-edge material across the full board surface. This precision directly affects the allowable wane calculations that determine grade classification under NLGA and NHLA rules.
Decay, Stain & Biological Defects
Rot, decay fungi, mineral streaks, blue stain, sap stain, and discolouration are detected through colour analysis and pattern recognition trained on species-specific defect libraries. These biological defects are particularly important in pharmaceutical packaging lumber, food-contact pallet stock, and export grades where biological contamination creates compliance risk beyond the grading classification itself.
Plywood & Veneer Surface Grading
For plywood manufacturers, AI vision grading covers both veneer sheet inspection prior to layup and finished panel surface classification. Green veneer ribbons are scanned for open defects, repeating knots, and grain characteristics to determine optimal clip positions — maximising the yield from each peeled sheet. Finished panels are graded for face knot sizing, split length and count, pitch pockets, and surface voids against A, B, C, and D grade thresholds.
Geometric & Dimensional Measurement
Beyond surface defects, AI vision systems simultaneously capture board width, thickness, length, bow, twist, crook, and cup in a single scan pass. Warp measurements that previously required separate mechanical gauges are delivered as part of the same inspection event, giving cut optimisation software the complete dimensional picture required to maximise clear-wood recovery from each board.
Manual Grading vs. AI Vision Grading: Performance Comparison
Lumber and plywood facilities transitioning from human inspection to AI vision grading see measurable improvements across every critical quality and throughput metric.
| Grading KPI | Manual Inspection | AI Vision Camera | Improvement |
|---|---|---|---|
| Defect Detection Accuracy | 70–80% (peak condition) | 95–99% | ~25% improvement |
| Inspector Accuracy After 2 Hours | 55–65% (fatigue-affected) | Unchanged — 24/7 | No fatigue degradation |
| Inter-Inspector Grade Agreement | 55–70% | 100% consistent | Fully repeatable |
| Boards Inspected Per Minute | Limited by inspector pace | Full line speed (2,000+ ft/min) | No throughput constraint |
| Downgrade Loss from Misclassification | High — subjective thresholds | Calibrated against grading rules | Significant reduction |
| Audit & Traceability Records | Manual logs, retrospective | Automated, timestamped, per-board | Always audit-ready |
How iFactory AI Vision Camera Works in Wood Processing Environments
The fundamental limitation of manual grading in wood processing is not the skill of individual inspectors — it is the physical impossibility of one or two people simultaneously evaluating all four longitudinal surfaces of every board moving through a planermill at production speed. The iFactory AI Vision Camera resolves this by deploying multi-angle industrial imaging at the inspection point, feeding continuous surface data into a machine learning model trained on species-specific defect libraries covering the full range of NHLA, NLGA, and custom grading rules. Defect detection inference runs in under 100 milliseconds per board section, producing a digital defect map that drives automated grade classification, cut optimization signals, and sorter divert commands — all without any manual input in the grading loop. For plywood and veneer operations, the same vision architecture applies to green veneer ribbon scanning before layup and to finished panel surface classification after pressing. Facilities using iFactory's edge computing architecture benefit from on-premise processing with no cloud dependency — critical in sawmill environments where connectivity is constrained and latency in the grading decision directly affects cut recovery yield. Book a Demo to see how the AI Vision Camera delivers full-surface defect intelligence at your line speed.
Multi-Surface Image Acquisition
Industrial-grade cameras with tuned LED lighting arrays capture all four longitudinal surfaces of each board as it travels through the inspection station at line speed. Lighting is calibrated by species and board surface condition to eliminate shadows, glare, and the illumination inconsistencies that cause false positives in colour-based defect detection. Images are stitched and geometry-reconstructed to produce a complete, calibrated surface map of every board.
AI Defect Detection & Classification
Deep learning models — trained on the full defect taxonomy including knots, splits, wane, decay, stain, shake, holes, and pitch pockets — analyse each board image in real time. Each defect is identified by type, measured for size and position, and evaluated against the applicable grading rule thresholds. The system produces a per-board defect map with every anomaly located, labelled, and severity-scored before the board reaches the sorting station.
Automated Grade Assignment & Cut Optimisation
The defect map is evaluated against the configured grading rule set — NHLA, NLGA, IS:1734, or custom specifications — and a grade is automatically assigned to each board. For facilities running cross-cut optimisation downstream, defect location data is simultaneously transmitted to the optimiser, enabling the chop saw to maximise clear-wood recovery by cutting around detected defects rather than through them.
Per-Board Traceability & Quality Records
Every grading decision is logged with its associated board image, defect classification, grade outcome, timestamp, and production batch identifier. This immutable record satisfies export documentation requirements, OEM supplier qualification audits, and customer quality claim investigations — providing the kind of per-board grading history that manual inspection logs are structurally incapable of generating.
AI Vision Grading by Wood Product Type
AI vision grading requirements differ across sawmill, plywood, and engineered wood applications. The following table maps defect detection priorities and grading standards to each product category.
| Product Type | Primary Defects Detected | Applicable Grading Standard |
|---|---|---|
| Softwood Lumber | Knots (sound/unsound), wane, splits, skip, hit-and-miss, slope of grain | NLGA (Canada), WWPA (US), MSR/MEL strength grading |
| Hardwood Lumber | Knots, mineral streaks, decay, worm holes, stain, checks, splits | NHLA Rules (Firsts, Selects, No.1 Common through No.3B Common) |
| Plywood Panels | Face knot size & count, splits (length & number), pitch pockets, surface voids, open defects | PS 1-19 (US Structural), IS:1734 (India), EN 635 (Europe); A/B/C/D face grades |
| Veneer Sheets | Open defects, repeating knots, grain angle, discolouration, clip position optimisation | HPVA standards; species-specific and customer-defined face grade specifications |
| Engineered Wood (LVL, Glulam) | Lamination bond voids, surface delamination, core knot mapping, warp detection | AS/NZS 4357, EN 14374; structural finger-joint qualification records |
The Financial Case for AI Vision Grading in Wood Processing
The direct financial benefit of AI vision grading operates through two distinct mechanisms. The first is downgrade loss reduction: boards that are misclassified downward by fatigued inspectors or inconsistent grading thresholds are recovered into their correct, higher-value grade class — a per-board revenue improvement that compounds across tens of thousands of boards per shift. The second mechanism is yield improvement through cut optimisation: when defect locations are precisely known for every board, cross-cut saw systems can be programmed to maximise the clear-wood sections salvaged from each piece, increasing the percentage of high-value, defect-free lumber extracted from the same log input. Together, these two mechanisms mean that AI vision grading systems in wood processing typically pay back their deployment cost within six to twelve months, with documented improvements in clear-wood yield of 8–15% at facilities that integrate defect location data with downstream optimisation software. For plywood operations, the equivalent value driver is veneer clip optimisation: knowing exactly where open defects occur in a green veneer ribbon allows the clipper to extract maximum-area, defect-free sheets rather than conservative fixed-interval clips. Book a Demo to receive a site-specific ROI estimate based on your facility's species mix, production volume, and current grading method.
"We were running two experienced graders on the planermill line and still seeing grade disputes with our major buyer every quarter. After deploying iFactory's AI Vision Camera, every board gets a full four-surface scan before it hits the sorter. Our downgrade rate dropped significantly in the first two months, our export documentation became automatic, and we eliminated the grade dispute process entirely. The system paid for itself in the first season."
AI Vision Camera for Wood Grading: Common Questions
Q: Can the AI vision system handle multiple wood species without reconfiguration?
Yes. iFactory's AI Vision Camera is trained on species-specific defect libraries, and the grading rule configuration can be switched between species at the operator level without engineering involvement. Mixed-species operations — common in hardwood lumber facilities receiving varied log inputs — are supported through automatic species recognition or manual grade-rule selection at the beginning of each production run.
Q: How does the system integrate with existing planermill and sorter equipment?
iFactory integrates with existing PLCs, SCADA systems, and sorter controls via standard industrial protocols including OPC-UA and Modbus. The AI Vision Camera does not require replacement of existing line equipment — it is installed at the inspection point on the existing conveyor, with grading output signals passed directly to the existing sorter divert control. Integration is typically complete within one to two weeks without any production shutdown.
Q: What defect types does the system detect in rough versus surfaced lumber?
For surfaced lumber, the full defect taxonomy is available: knots by type and size, wane, splits and checks, decay, stain, holes, skip, and hit-and-miss. For rough lumber, the system applies image calibration algorithms to compensate for surface texture, with detection validated for knots, wane, and large checks. Facilities grading rough boards typically achieve 95%+ accuracy on the defect categories that determine commercial grade classification under their applicable grading rules.
Q: Does iFactory support plywood panel grading in addition to lumber applications?
Yes. The iFactory AI Vision Camera is deployed in both lumber and plywood panel grading configurations. For plywood, the system evaluates face panel surfaces against A/B/C/D grade thresholds, measuring face knot size and count, split length and cumulative count, pitch pockets, and surface voids. Veneer scanning prior to layup is also supported, with clip optimisation output available for operations using automated clipper systems.
Q: What is the typical deployment timeline for a sawmill or plywood facility?
Most wood processing facilities complete camera installation, PLC integration, AI baseline training, and full grading automation within four to five weeks. The first two weeks cover hardware installation and system integration. Week three establishes the AI baseline for the specific species, surface conditions, and grading rules in use. Live automated grading with full sorter integration is operational by week four, with complete analytics and traceability reporting live by week five. Book a Demo to discuss the specific integration requirements of your facility.
AI Vision Grading Is Now the Baseline for Competitive Wood Processing
The structural limitations of manual lumber grading — fatigue-driven accuracy loss, inter-inspector inconsistency, and physical inability to evaluate all board surfaces at production speed — are not problems that additional training or staffing can solve. They are inherent to human visual inspection at mill throughput rates. AI vision grading resolves each limitation at its root: continuous detection accuracy above 95%, consistent application of grading rules across every board on every shift, and complete per-board defect records that manual logs cannot generate at any volume. For sawmills competing on clear-wood yield and export grade consistency, for plywood manufacturers where face grade determines selling price, and for veneer operations where clip optimisation directly affects raw material recovery, AI vision grading is no longer a future investment — it is the operational baseline required to compete on quality and margin. The iFactory AI Vision Camera is deployable in five weeks, requires no production shutdown, and integrates with existing planermill and plywood line equipment without infrastructure overhaul. For wood processing facilities serious about reducing downgrade losses and improving wood utilization, the time to deploy is before the next grade dispute, not after it.
Ready to Eliminate Grading Inconsistency from Your Production Line?
Connect with an iFactory specialist today. Get a site-specific ROI estimate, a grading accuracy assessment, and a clear five-week deployment roadmap for your sawmill or plywood facility — no obligation, no pressure.