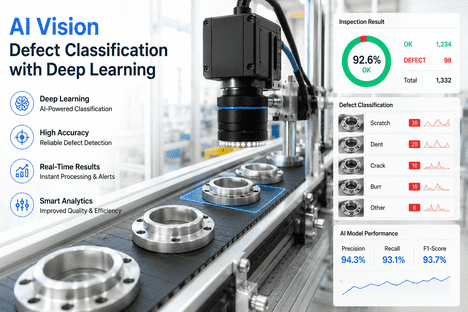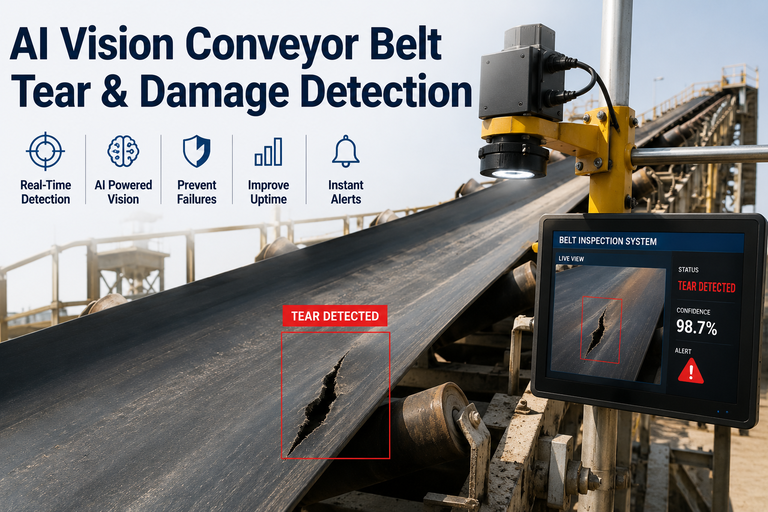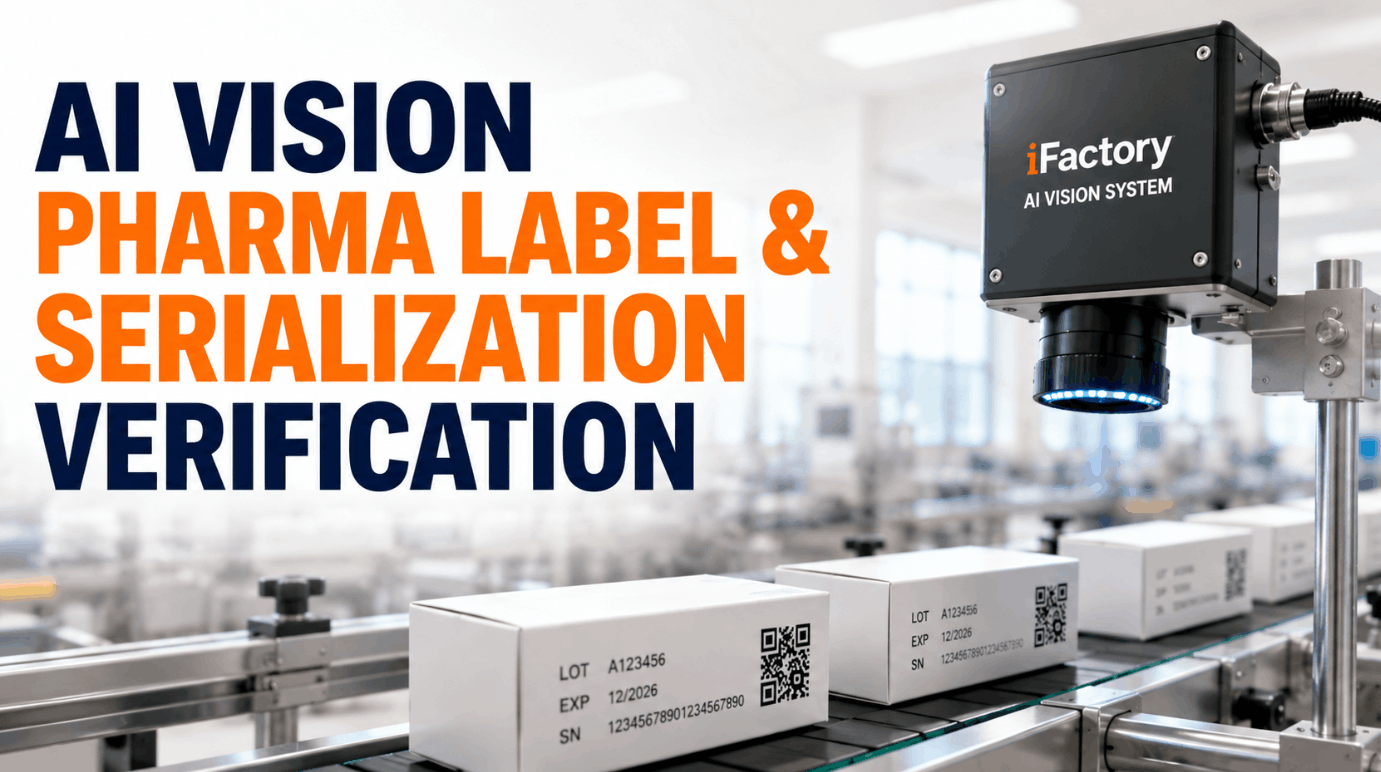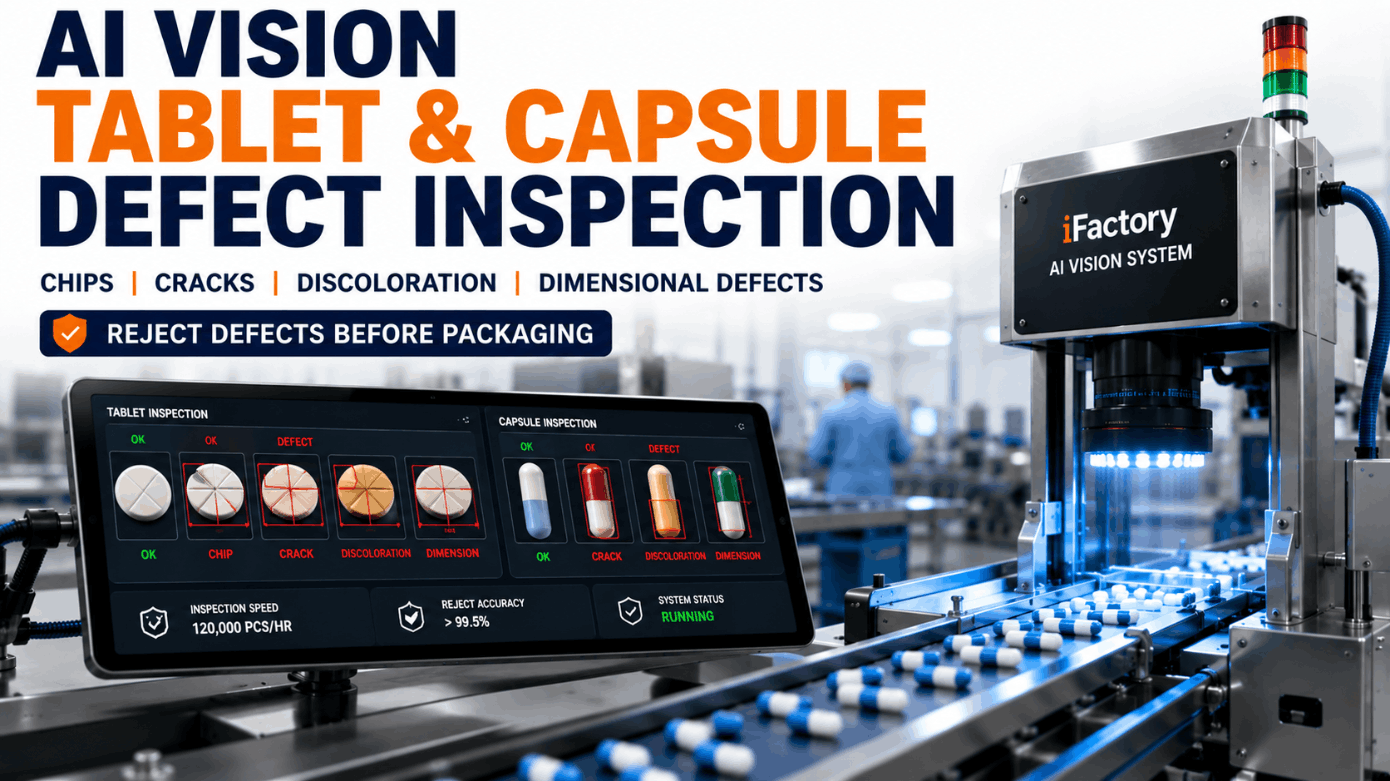
Oral solid dosage forms — tablets and capsules — are among the highest-volume pharmaceutical products manufactured globally, yet their automated visual inspection remains one of the most technically demanding quality control challenges in pharmaceutical production. A chipped tablet released into a blister pack, a cracked capsule sealed into a bottle, a discoloured unit buried in a batch of correct-appearance product — each represents a failure of the manufacturing process to catch what the patient or pharmacist should never receive. The consequences extend from individual patient safety events to FDA recall actions that carry financial, reputational, and regulatory penalties far exceeding the cost of any inspection system that could have prevented them. The challenge is scale: high-speed tablet and capsule inspection at 100,000 to 500,000 units per hour requires detection performance that human inspection cannot provide and that the rule-based machine vision systems installed on most pharmaceutical lines in the 2000s and 2010s cannot reliably deliver on the complex surface geometries, film coatings, and visual defect profiles of modern oral solid formulations. iFactory's AI vision camera platform applies deep learning defect detection to 100% tablet and capsule inspection — detecting chips, cracks, surface discolouration, dimensional defects, print defects, and contamination at line speed with detection accuracy that exceeds validated manual inspection and false reject rates that protect product yield on high-value formulations. Pharmaceutical quality engineers and production managers evaluating their current OSD inspection architecture regularly choose to Book a Demo with iFactory's pharmaceutical engineering team to see how AI vision defect detection maps to their specific dosage forms, inspection requirements, and regulatory submission needs.
Why Legacy Machine Vision Fails on Modern Oral Solid Dosage Forms
The Detection Gap Between Rule-Based Systems and AI Vision on Complex OSD Products
Legacy rule-based machine vision systems for tablet and capsule inspection were designed around intensity threshold and geometric edge detection algorithms — approaches that work reasonably well for simple white round tablets with high-contrast defects but fail systematically on the product complexity that characterises modern pharmaceutical portfolios. Film-coated tablets with colour gradients close to those of coating imperfections, bi-layer tablets with natural interface lines that rule-based systems flag as cracks, soft gel capsules with translucent shells that make internal fill anomalies difficult to distinguish from surface marks, and modified-release tablets with deliberate surface features that interact with defect detection thresholds — each of these product types creates the classification challenge that rule-based systems cannot reliably solve without generating either excessive false rejects or inadequate defect detection. The practical consequence is a forced choice between two unacceptable outcomes: high sensitivity settings that protect patient safety but drive false reject rates above 1–2% and destroy product yield on high-value formulations, or sensitivity settings calibrated for yield protection that leave chipped and discoloured units in the accepted stream. iFactory's AI vision camera platform resolves this choice by applying deep learning models that learn the complete normal appearance envelope of each product — distinguishing genuine defects from natural product variation with specificity that rule-based threshold logic cannot achieve, enabling simultaneously higher detection rates and lower false reject rates on the same product.
Defect Classes Detected Across Tablet and Capsule Formats
Detection Coverage from Surface Integrity to Dimensional Compliance
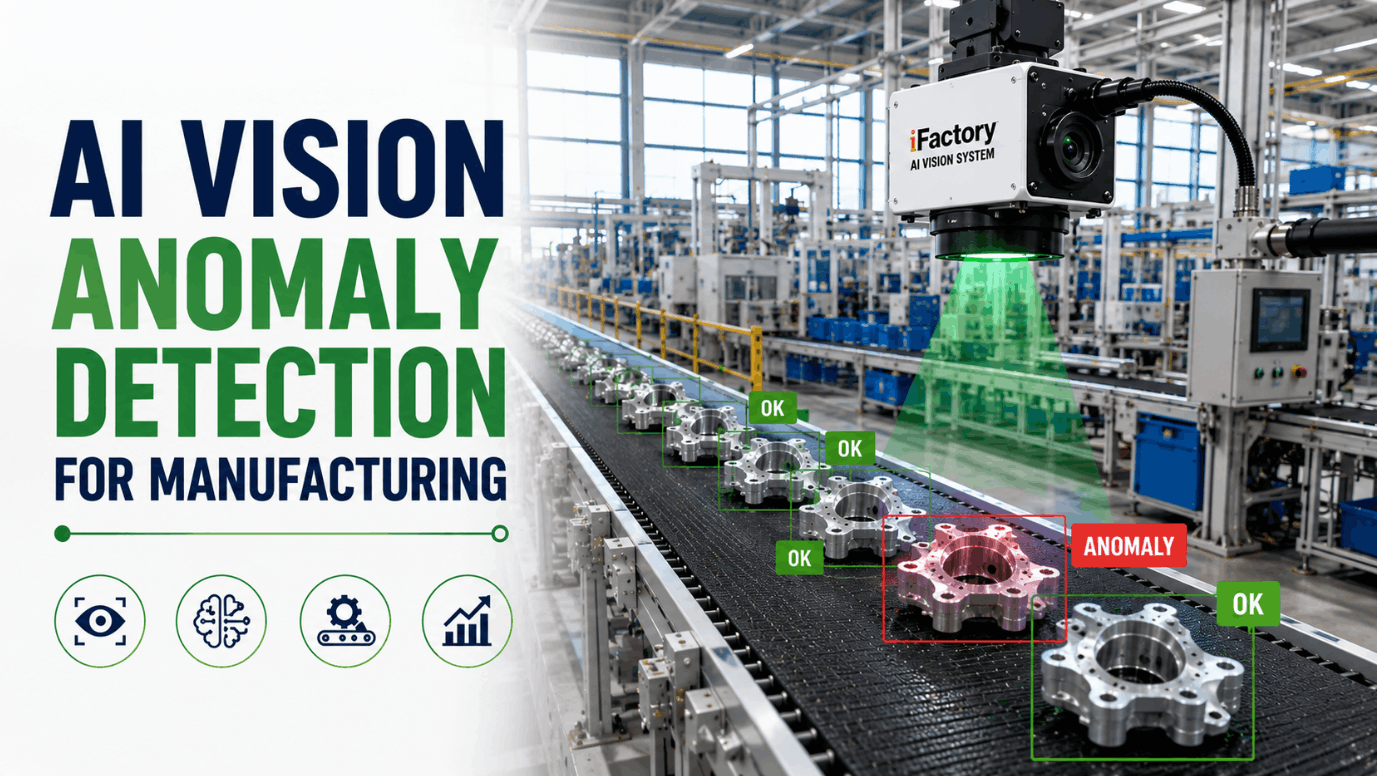
AI Vision Detection Architecture for High-Speed OSD Inspection
From Product Entry to Reject Actuation — the Complete Inspection Sequence
iFactory's oral solid dosage inspection platform integrates multi-illumination imaging with deep learning defect classification into an inspection sequence that provides full surface coverage of every unit at line speed. The architecture is designed for the specific constraints of high-throughput OSD inspection — sub-millisecond detection latency for synchronised reject actuation, multi-face imaging for complete surface coverage, and product-specific model loading from a centralised recipe management system for changeover without inspection hardware reconfiguration.
Want to understand how iFactory's inspection architecture applies to your specific tablet or capsule format and defect catalogue? Book a Demo with iFactory's pharmaceutical vision engineering team for a product-specific detection performance review.
Detection Performance Comparison: AI Vision vs. Rule-Based Machine Vision vs. Manual Inspection
How AI Vision Changes the Economics of OSD Quality Control
| Performance Metric | Manual Inspection | Rule-Based Machine Vision | iFactory AI Vision |
|---|---|---|---|
| Chip Detection Rate (>0.5 mm) | 75–85% (fatigue-dependent) | 88–93% (threshold-dependent) | 99–99.5% |
| Crack Detection (hairline) | 55–70% | 72–84% | 96–98.5% |
| Discolouration Detection | 60–75% (colour vision variable) | 65–80% (lighting-dependent) | 97–99% |
| False Reject Rate | 0.3–1.0% | 0.5–2.5% | <0.1% |
| Throughput Capacity | Limited by inspector count | 100K–300K units/hr | Up to 500K+ units/hr |
| Regulatory Compliance Documentation | Manual log — variable completeness | System log — limited audit trail | Full 21 CFR Part 11 compliant |
| Performance on Complex Coatings | Moderate — colour interference | Poor — threshold calibration instability | Excellent — product-specific model |
Regulatory Compliance: GMP Annex 11, 21 CFR Part 11, and OSD Inspection Validation
Building the Audit-Ready Documentation Framework for OSD Vision Systems
Automated visual inspection systems for oral solid dosage forms are computerised systems subject to the full scope of 21 CFR Part 11 requirements in FDA-regulated markets and EU GMP Annex 11 requirements in EU-regulated markets — requiring validation documentation that demonstrates the system performs its intended function within defined parameters and maintains its validated state across the product lifecycle. iFactory's platform is delivered with a qualification documentation package aligned to GAMP 5 methodology — covering User Requirements Specification, Design Qualification, Installation Qualification, Operational Qualification, and Performance Qualification documentation in formats designed for pharmaceutical regulatory submissions and audit review. The 21 CFR Part 11 compliance architecture addresses the specific requirements that FDA investigators focus on during Pre-Approval Inspections of automated inspection systems: electronic record integrity (immutable, timestamped batch records with no post-batch modification capability), audit trail completeness (all system events including parameter changes, alarm acknowledgements, and operator access logged with user identity and timestamp), access control (role-based user authentication with documented authority matrix), and electronic signature compliance (batch record QP release signatures with signatory identity, timestamp, and meaning recorded). Performance qualification for OSD inspection systems follows a challenge testing protocol using artificially defected units at defined defect type, size, and frequency — validating that the system detects defects at or above the specification level across the full production throughput range. iFactory's validation engineering team supports customers through the complete PQ protocol execution and technical report preparation for new product launches, product changes, and system upgrades. Pharmaceutical quality and regulatory affairs teams building their inspection system validation strategy can Book a Demo with iFactory's pharmaceutical validation specialists to review the qualification documentation package and its mapping to their specific regulatory submission requirements.