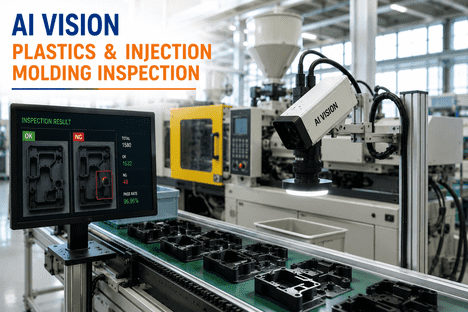
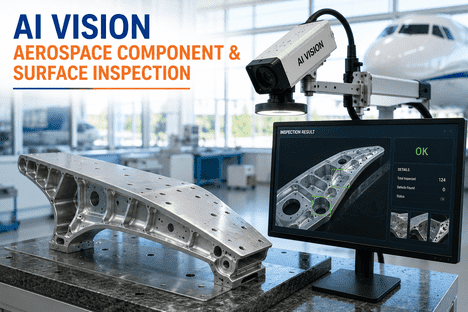
Real-time AI vision monitoring of the welding process represents a fundamental shift in how manufacturing operations control weld quality — moving the quality intervention point from post-weld inspection to in-process anomaly detection that catches deviations in weld pool geometry, arc stability, seam tracking accuracy, and penetration depth while the weld is still being made. Traditional welding quality programs depend on post-weld inspection methods — visual examination, dye penetrant testing, ultrasonic testing, and radiographic inspection — that evaluate welds after the heat source has moved on and any defect has already been locked into the joint. By the time a crack, porosity cluster, burn-through, or incomplete fusion event is discovered through post-weld NDT, the cost of remediation has multiplied: the weld must be ground out, reprepared, rewelded, and reinspected at three to five times the cost of catching the same deviation during the welding process itself. iFactory's AI vision anomaly detection platform addresses this structural problem by deploying high-speed vision cameras and edge-deployed deep learning models directly at the weld station — monitoring the weld pool, arc characteristics, and seam position continuously from the first arc strike to the final crater fill, generating real-time anomaly alerts when process parameters deviate from the established quality envelope before a defect becomes embedded in the completed joint.
iFactory AI Vision — Welding Process Monitoring
Control Weld Quality During the Process — Not After It.
iFactory's AI vision anomaly detection platform monitors weld pool geometry, arc stability, seam tracking, and penetration indicators in real time — generating in-process alerts that prevent defect formation before the joint is completed, across MIG, TIG, laser, and robotic welding applications.
10×
Defect detection improvement of AI vision versus conventional manual inspection in welding quality programs
98.3%
Seam profile extraction accuracy achieved by AI vision monitoring algorithms versus 94.2% baseline
3–5×
Cost multiplier when defects are discovered post-weld versus detected and corrected during the welding process
99.4%
First-pass weld yield achieved by AI-controlled adaptive welding programs versus 88% under manual process control
Why Post-Weld Inspection Is the Wrong Control Point for Welding Quality
The Structural Problem That In-Process AI Vision Monitoring Solves
Post-weld inspection — whether visual, ultrasonic, radiographic, or dye penetrant — operates on the wrong side of the quality control equation. It evaluates what has already been produced, not what is being produced. In a welding operation running at production speed, dozens of potential defect conditions can develop and resolve within a single weld pass — momentary arc instabilities, transient wire feed irregularities, brief shielding gas interruptions, or thermal accumulation from sequential welds on the same workpiece that progressively increases burn-through risk. None of these events are visible in post-weld inspection unless they produced a detectable artifact. Many do not — subsurface porosity, cold laps, and incomplete fusion can develop from process transients that leave no surface signature detectable by visual inspection or dye penetrant testing. The only inspection point with the temporal resolution to catch these events is during the weld itself, while the process is active and process parameters can still be adjusted. AI vision anomaly detection systems monitoring the weld pool, arc, and seam provide exactly this temporal resolution — capturing the process state at every frame and comparing it against the learned quality envelope to identify deviations before they advance into confirmed defects. For manufacturing operations where a single undetected weld defect in a structural, pressure-containing, or safety-critical application represents field failure risk, this in-process control capability is not an optimization — it is a fundamental quality system requirement.
Five AI Vision Monitoring Capabilities Across the Welding Process
Weld Pool, Arc, Seam, Penetration, and Post-Weld Surface — Complete Process Coverage
01
Weld Pool Geometry Monitoring and Anomaly Detection
The weld pool is the primary visual indicator of heat input adequacy, penetration depth, and fusion quality. iFactory's AI vision platform deploys high-speed cameras filtered to arc emission wavelengths that capture weld pool images continuously during welding — extracting pool width, length, area, and centroid position from each frame using deep learning models trained on process-specific weld pool image datasets. Deviations from the established pool geometry envelope — pool narrowing indicating insufficient heat input and incomplete fusion risk, pool widening indicating excess heat input and burn-through risk, or centroid shift indicating seam tracking deviation — generate real-time alerts to the welding control system or operator before the defect condition advances. Pool geometry monitoring is effective across MIG, TIG, plasma arc, and laser welding processes, and the approach has been validated in peer-reviewed research demonstrating detection of lack-of-fusion conditions through weld pool centroid position changes correlated with joint quality measurements.
02
Arc Stability Monitoring for Porosity and Burn-Through Prevention
Arc instability is the root cause of the two most economically significant weld defect categories — porosity from irregular shielding gas coverage during arc disruptions, and burn-through from localized excess energy input during arc wandering events. iFactory's AI vision anomaly detection monitors arc light profile and arc column geometry frame-by-frame, identifying the characteristic visual signatures of arc instability — column flicker, arc length variation, and spatter burst patterns — that precede porosity and burn-through defect formation by 50–200 milliseconds. This detection window is sufficient for an in-process alert to trigger a wire feed or travel speed correction before the defect develops. Arc monitoring complements acoustic and electrical arc sensing methods and provides the spatial discrimination that non-visual methods cannot deliver — identifying whether an arc disturbance is localized to a specific joint position or global to the welding cell environment.
03
Real-Time Seam Tracking and Joint Position Verification
Robotic welding cells depend on accurate seam tracking to maintain torch position relative to the actual joint location — but real-world production conditions including part-to-part dimensional variation from upstream forming processes, thermal distortion during the weld, and fixturing inconsistency all introduce joint position deviations that programmed robot paths do not correct for automatically. iFactory's AI vision seam tracking module uses laser profilometry combined with AI image processing to measure actual joint position continuously during welding, comparing measured position against the programmed path and generating correction signals when deviation exceeds the defined threshold. Vision-based seam tracking achieves tracking error reduction to sub-millimeter accuracy — with published research reporting continuous seam tracking errors below 0.56 mm for both continuous and non-continuous seam geometries. Seam tracking data is logged per-weld with timestamp and positional records, supporting both process quality documentation and systematic correction of recurring fixturing or part preparation issues that generate repeated tracking deviations across production runs.
04
Penetration Depth Estimation via Melt Pool Vision and Thermal Imaging
Weld penetration — the depth to which the weld metal fuses into the base material — is the quality parameter most directly related to joint strength and fatigue performance, and historically the most difficult to verify without destructive cross-section testing. AI vision systems monitoring melt pool geometry and coupled infrared thermal cameras mapping heat-affected zone temperature distribution provide the correlation model that enables penetration depth estimation from surface-observable process signals without destructive sampling. Deep learning models trained on the characteristic melt pool geometry patterns associated with full, partial, and insufficient penetration across specific joint types and material grades can classify penetration status in real time, flagging welds where the process state is consistent with insufficient penetration for immediate hold and investigation. This in-process penetration monitoring capability is particularly valuable for pressure vessel fabrication, structural welding under AWS D1.1, and pipeline girth welds where penetration requirements are code-mandated and proof is required for every production joint.
05
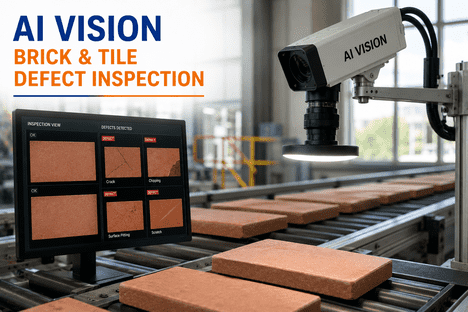
Post-Weld Bead Surface Inspection and Defect Classification
Immediately following weld completion, iFactory's AI vision system transitions from process monitoring to completed bead surface inspection — examining the cooled weld surface for the visual defect signatures that indicate subsurface or surface quality deviations: irregular bead width, undercut, overlap, crater cracks, surface porosity, spatter accumulation exceeding limits, and color discoloration indicating inadequate shielding gas coverage. AI models trained on process-specific weld bead image datasets achieve 100% inspection coverage of every weld produced, replacing the sampling-based visual inspection that quality technicians perform and providing detection sensitivity for surface defects that manual inspection consistently misses — particularly at production line speed where inspector attention degrades with throughput pressure. Detection events are logged with classified defect type, joint location, weld identifier, and timestamp — creating the complete per-joint inspection record that quality management systems, customer documentation requirements, and regulatory traceability programs all require. Manufacturing engineers who want to see iFactory's post-weld bead inspection running on their specific weld types can
Book a Demo for a live demonstration using reference weld samples.
Welding Process Anomaly Detection: How iFactory's Vision AI Works
From Camera Frame to Quality Decision — The Edge AI Pipeline
iFactory's welding process monitoring platform is built on an edge AI architecture that processes every camera frame locally at sub-50ms latency — a fundamental requirement for in-process monitoring where cloud inference round-trip times are too slow to enable meaningful process intervention before a defect condition advances. High-speed cameras capturing at 10,000 to 50,000 frames per second with narrow-band optical filters matched to arc emission wavelengths provide the imaging quality needed to extract reliable weld pool geometry and arc column features from the intense luminosity environment of an active welding arc. The edge processing unit runs iFactory's deep learning anomaly detection models — convolutional neural networks trained on welding process image datasets covering the specific process, joint type, material, and parameter range of the customer's production application — and compares each frame's extracted features against the learned quality envelope defined during the system calibration phase. When an anomaly exceeds the defined confidence threshold, the system generates an output signal within the same weld cycle — either an operator alert via the HMI, an automatic hold signal to the welding control system, or a work order trigger to the CMMS for equipment inspection if the anomaly pattern indicates a consumable or equipment condition rather than a process parameter deviation. All detection events, camera frames flagged as anomalies, and the corresponding extracted feature data are logged to the per-weld inspection record — creating the traceable in-process quality documentation that AWS, ASME, EN ISO, and customer-specific weld quality standards increasingly require as evidence of process control. Welding engineers and quality managers evaluating in-process monitoring systems for their production applications regularly choose to Book a Demo to see the detection pipeline running on their weld types and process parameters.
Welding Process Monitoring Coverage Across Process Types and Defect Categories
iFactory AI Vision Anomaly Detection — Capability by Process and Defect Type
| Welding Process |
In-Process Monitoring Capability |
Defect Categories Detected |
Detection Timing |
| MIG / GMAW |
Weld pool geometry, arc stability, bead width, spatter pattern, wire feed irregularity |
Porosity, burn-through, cold lap, inconsistent bead width, wire feed irregularities |
In-process — during weld |
| TIG / GTAW |
Pool geometry, tungsten electrode condition, arc column stability, oxidation signature |
Tungsten inclusions, oxide contamination, insufficient penetration, color discoloration |
In-process — during weld |
| Laser Welding |
Keyhole stability, melt pool imaging, seam tracking, gap width estimation |
Keyhole collapse porosity, incomplete fusion, micro-cracks, seam deviation |
In-process — during weld |
| Robotic GMAW / Spot |
Seam tracking correction, nugget diameter, indentation depth, electrode wear |
Missed seam, insufficient nugget, expulsion, electrode degradation |
In-process + post-weld |
| Multi-Pass Welding |
Inter-pass visual inspection, thermal imaging for inter-pass temperature |
Fusion defects between passes, slag inclusions, cold cracking risk |
Between passes — continuous |
| All Processes (Post-Weld) |
Bead surface inspection at 100% coverage per joint |
Undercut, overlap, surface porosity, crater cracks, spatter, discoloration |
Post-weld — immediate |
The 4 Operational Shifts AI Vision Welding Monitoring Produces
From Reactive Quality to In-Process Control — What Changes Across the Operation
Shift 01
From Post-Weld Discovery to In-Process Prevention
The highest-value operational shift is moving defect discovery from post-weld inspection to in-process detection — catching arc instability, seam deviation, and weld pool anomalies during the weld rather than after it. Defective welds caught during the process require immediate process correction and monitoring of the affected joint; defective welds discovered post-weld require grinding, joint preparation, rewelding, and re-inspection at three to five times the intervention cost. Manufacturing operations with high rework rates driven by post-weld defect discovery typically achieve full ROI on in-process AI vision monitoring systems within six to twelve months through rework cost reduction alone, before accounting for the longer-term value of scrap reduction, faster customer qualification documentation, and improved first-pass yield rates that compound across production volume.
Shift 02
From Sampling-Based to 100% Per-Joint Quality Documentation
Manual post-weld inspection programs operating at production speed can realistically inspect five to fifteen percent of joints produced per shift before throughput pressure forces the sampling rate lower. AI vision inspection operating in parallel with production inspects one hundred percent of joints at zero throughput cost — generating a complete per-joint inspection record without any additional cycle time, labor cost, or production interruption. This coverage completeness is increasingly required by customer quality documentation programs in automotive, aerospace, pressure vessel, and structural fabrication — where customers request per-joint inspection evidence rather than sampling-based certificates of conformance. iFactory's automated inspection record satisfies these documentation requirements as a natural byproduct of production operation, with no additional administrative effort from the quality team.
Shift 03
From Static Process Parameters to Adaptive Welding Control
Robotic welding cells programmed with fixed parameters assume that every workpiece, every joint, and every set of material conditions is identical — an assumption that stamping thickness variation, coating differences, thermal accumulation, and fixturing inconsistency consistently violate in production. AI vision monitoring provides the real-time process feedback that enables adaptive parameter control — when weld pool geometry indicates rising heat input from thermal accumulation across sequential welds, the system can signal a travel speed increase or wire feed adjustment to maintain consistent penetration without operator intervention. This adaptive capability converts a programmed welding robot from an open-loop actuator into a closed-loop quality control system, producing consistent weld quality across the full range of real production condition variation rather than only under the ideal conditions present during program teach-in.
Shift 04
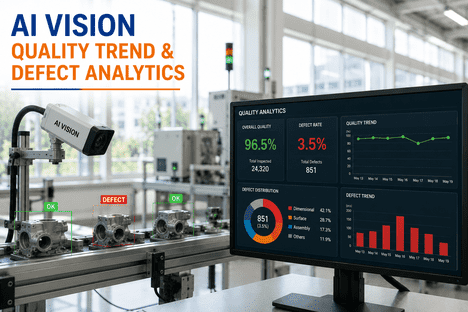
From Anecdotal Process Knowledge to Data-Driven Welding Excellence
Skilled welding process knowledge has historically resided in experienced welders and welding engineers who could recognize process deviations by ear, by arc light color, and by bead appearance — knowledge that walks out the door with workforce attrition. AI vision monitoring captures this process intelligence in the form of anomaly detection models trained on the visual signatures of good and defective process conditions, creating an institutional knowledge base that does not degrade with personnel changes. The accumulated per-joint process and inspection data enables systematic process improvement: identifying which joint configurations, material conditions, or production time periods generate the highest anomaly rates, directing process engineering attention to the root causes producing the most quality deviations, and measuring the quality impact of process changes with objective data rather than welder opinion. Quality and process engineering teams who want to see this data intelligence capability applied to their welding operations can
Book a Demo with iFactory's welding vision specialists.
iFactory AI Vision — In-Process Welding Quality Control
Start a Turnkey AI Vision Pilot on Your Welding Lines.
iFactory's welding process monitoring platform deploys on MIG, TIG, laser, and robotic welding applications — delivering weld pool anomaly detection, arc stability monitoring, seam tracking, and 100% post-weld bead inspection from a single edge-deployed vision system integrated with your existing welding control infrastructure.
Edge AI Processing — No Cloud Dependency
All weld pool, arc, and seam image processing runs on edge hardware deployed at the welding cell — achieving sub-50ms inference latency required for in-process quality intervention. Zero cloud dependency means weld monitoring operates reliably in electrically noisy welding environments and remote fabrication facilities where network connectivity cannot be guaranteed for safety-critical quality functions.
PLC and Robot Controller Integration
iFactory's platform integrates with welding robot controllers and PLC-based welding parameter control systems via standard industrial protocols including OPC-UA, EtherCAT, and digital I/O — enabling closed-loop feedback from vision anomaly detection to welding parameter adjustment without custom middleware. Integration supports Fanuc, KUKA, ABB, and Yaskawa robotic welding cells alongside standalone welding power source PLC control architectures.
Audit-Ready Per-Joint Inspection Records
Every weld produced under iFactory AI vision monitoring generates a complete per-joint inspection record: anomaly detection results, classified defect events if any, extracted process feature data including pool geometry measurements and arc stability scores, and the pass/hold decision with the supporting visual evidence. Records are structured for export to customer quality documentation systems, AWS D1.1, ASME Section IX, EN ISO 5817, and IATF 16949 quality record requirements — without manual compilation from quality teams.
Application-Specific Model Training
iFactory's anomaly detection models are trained and calibrated on the specific welding process, joint type, material grade, and parameter range of each customer application — not on generic welding datasets that do not reflect production-specific process signatures. Model training incorporates customer-provided samples of known-good and known-defective welds to establish the quality envelope boundaries that drive detection thresholds, ensuring that the system's anomaly classification reflects the specific quality standard of each production application.
Frequently Asked Questions: AI Vision Welding Process Monitoring
How does AI vision detect weld pool anomalies in the high-luminosity arc environment?
iFactory deploys high-speed cameras with narrow-band optical filters matched to arc emission wavelengths and appropriate neutral density filtration to attenuate the intense arc luminosity while preserving the image contrast needed for weld pool geometry extraction. Cameras capture frames at 10,000 to 50,000 frames per second depending on the process and the temporal resolution required for the target anomaly types. Deep learning models trained on process-specific filtered weld pool images extract pool width, length, area, and centroid position from each frame — these features provide the anomaly signal without requiring unfiltered arc imaging that would saturate standard industrial cameras.
Can iFactory's AI vision monitoring system integrate with our existing welding robots and PLC infrastructure?
Yes. iFactory's platform integrates with robotic welding cell controllers and PLC-based welding power source control systems via OPC-UA, EtherCAT, and standard digital I/O protocols — enabling in-process alert signals and, where configured, direct parameter correction feedback without custom middleware development. Integration is supported for Fanuc, KUKA, ABB, and Yaskawa robotic welding cells as well as standalone PLC-controlled welding stations. The welding vision monitoring layer operates alongside existing programming without requiring robot program modification for the monitoring function itself.
Does AI vision monitoring replace post-weld NDT requirements under welding codes?
AI vision inspection covers surface and near-surface defects at 100% production coverage — undercut, overlap, surface porosity, bead geometry deviations, and crater cracks. It cannot detect volumetric subsurface flaws that phased-array ultrasonic testing or radiographic inspection identifies. For safety-critical welds under AWS D1.1, ASME Section IX, or EN ISO 5817, post-weld NDT requirements are set by the applicable code and remain mandatory. The correct deployment architecture is iFactory's AI vision for 100% inline screening of all joints plus code-mandated NDT on flagged joints or required sampling lots — combining the coverage advantage of AI vision with the subsurface detection depth of radiographic or ultrasonic methods.
How long does deployment and model training take for a new welding application?
A standard deployment on a single robotic welding cell or welding station completes within three to six weeks from site assessment to production monitoring activation. The deployment sequence covers camera installation and filtration configuration, edge hardware commissioning, model training on application-specific weld pool images and bead surface samples from the customer's production process, calibration of anomaly detection thresholds against the customer's quality acceptance criteria, and integration testing with the welding robot controller or PLC. The calibration phase requires weld samples covering the normal quality range and samples representing the defect conditions targeted for detection — typically produced during the installation phase under controlled process deviation conditions.
What ROI should manufacturing operations expect from AI vision welding process monitoring?
Manufacturing operations with significant rework volumes driven by post-weld defect discovery typically achieve ROI within six to twelve months through rework cost reduction — which compounds quickly because every defective weld caught in-process avoids grinding, joint preparation, rewelding, and re-inspection costs at three to five times the original welding cost. Additional ROI drivers include scrap reduction from burn-through and incomplete fusion events caught before the joint is completed, reduction in downstream NDT volume through risk-based re-inspection of AI-flagged joints only, improved customer documentation compliance reducing audit and re-qualification costs, and the long-term process improvement value of systematic anomaly data enabling welding process engineers to address root causes rather than managing individual defect events reactively. Manufacturing operations evaluating their specific ROI potential can discuss their current rework rates and production volumes when they Book a Demo with iFactory's welding vision team.
iFactory AI Vision — Welding Process Monitoring · In-Process Quality Control · 2026
Monitor Every Weld Pool, Every Arc, Every Seam — In Real Time.
iFactory's AI vision anomaly detection platform delivers in-process weld quality control across MIG, TIG, laser, and robotic welding applications — detecting pool geometry deviations, arc instability, seam tracking errors, and penetration anomalies before they become embedded defects, and generating 100% per-joint inspection records without manual quality labor.