Real-Time Production Monitoring in Food and Beverage Plants
By Larry Eilson on May 12, 2026
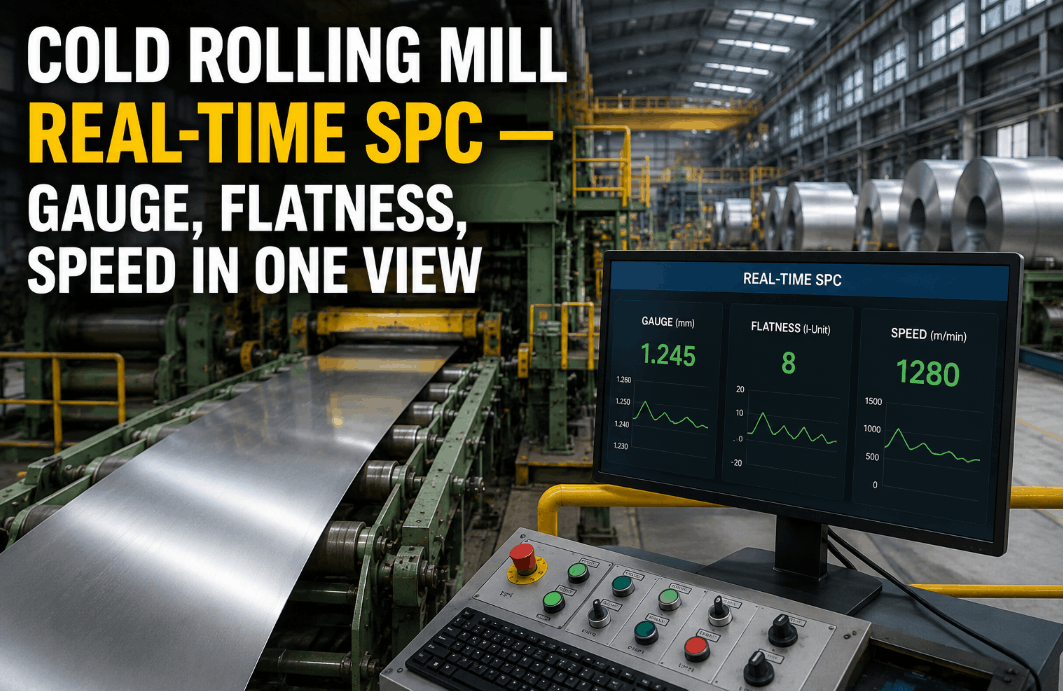
Inside a 24-line beverage plant outside Hyderabad, the dayshift target was 1.42 million bottles. The end-of-shift report said they made 1.18 million. The plant manager spent the next two days pulling spreadsheets from the line operators, the CIP supervisor, the changeover team, and the quality lab — trying to figure out where 240,000 bottles disappeared. The breakdown looked clean enough on paper: 47 minutes of unplanned downtime, 38 minutes of changeover, 22 minutes of CIP overrun. Total accounted for: 107 minutes. But the math said 188 minutes of lost capacity. The other 81 minutes were missing — gone into the void of 30-second filler jams, 90-second labeler resets, 2-minute capper hiccups, none of which any operator had bothered to log, because each one felt like nothing. Those "nothings" added up to ₹14 lakh of lost revenue in a single shift. This is the gap real-time production monitoring closes — by exposing every loss the moment it happens, while there's still time to act.
Real-Time Monitoring · Food & Beverage Plants
Live Monitoring Exposes Losses While There's Still Time to Act.
A real-time monitoring layer that sits on top of your existing PLCs, SCADA, and MES — turning the data you already collect into a live view of every line, every shift, every SKU, every microstop. 6–12 weeks to live. Hardware + software included. No rip-and-replace.
Typical OEE in mid-market F&B plants — world-class is 75–85%
15–30%
Of total downtime hidden in microstops below operator logging thresholds
$260K
Average hourly cost of unplanned downtime in F&B (Aberdeen Research)
12–22 pts
Realistic 12–18 month OEE recovery on existing F&B equipment
What "Real-Time" Actually Means on an F&B Plant Floor
Most plants think they have real-time data because the SCADA HMI updates every second. They don't. SCADA shows you what's happening right now to one piece of equipment. Real-time monitoring shows you what's happening across every line, every shift, every SKU — at the same time, with every loss tagged, every downtime categorized, every microstop counted, and every KPI rolling up automatically. The difference isn't speed. The difference is decisions.
Plant Performance · Live
Hyderabad Plant · Shift B · 11:34:18 IST · Live data feed
Where Real-Time Monitoring Fits — On Top of What You Already Have
The biggest misconception about real-time monitoring is that it replaces something. It doesn't. It sits as a layer above your existing PLC, SCADA, and MES — reading from them, aggregating across them, and surfacing what those systems can't on their own. No rip-and-replace, no IT migration, no production interruption.
Layer 5 · Real-Time Monitoring
Plant-wide live OEE, microstop tracking, loss tagging, Andon alerts, shift handover, multi-line Pareto. iFactory lives here.
Layer 4 · MES
Work orders, batch records, recipe management, traceability, genealogy. Common: Rockwell FactoryTalk, Wonderware, Aveva, SAP MII.
Layer 3 · SCADA / HMI
Operator screens, process visualization, alarm management, local data historian. Common: Wonderware, FactoryTalk View, WinCC, Ignition.
Photoelectric sensors, encoders, weighers, vision systems, temperature probes, flow meters, vibration monitors — the source of all data.
The 6 Loss Categories Real-Time Monitoring Exposes
Total Productive Maintenance defines six big losses that destroy OEE. In F&B plants, real-time monitoring is the only practical way to catch four of them — because they happen below the threshold that operators can manually log. Here's what each loss looks like on a live production line.
Availability Loss
01 · Breakdowns
Equipment fails for 10+ minutes. Already visible to your existing systems. Real-time monitoring categorizes by asset, shift, and root cause for faster recovery — and links to maintenance work orders automatically.
Typical F&B: filler motor trip, labeler jam, conveyor belt failure
Availability Loss
02 · Setup & Changeover
Every SKU change or package size swap. Tracked separately from breakdowns and from CIP. Real-time monitoring captures actual changeover duration vs SMED target — drives the largest single capacity recovery in F&B.
Typical F&B: 500ml to 1L bottle swap, allergen cleanout, package format change
Performance Loss
03 · Microstops
30-second to 4-minute stops. Operators don't log them. PLC event-capture filters them out. Together they account for 15–30% of total downtime. Real-time monitoring catches every one through 1-second sensor sampling.
Line running below nameplate speed for extended periods. Often invisible because the line is "running." Real-time monitoring compares actual cycle time to ideal cycle time continuously — surfaces slow runs the moment they start.
Typical F&B: filler running at 85% of rated speed during late shift, conveyor speed drop
Quality Loss
05 · Startup Rejects
First product after every changeover, CIP, or shutdown that doesn't meet spec. Often counted as "yield" not "loss." Real-time monitoring tags the rejects by event so SMED and CIP teams can target the actual causes.
Typical F&B: first 50 bottles after CIP, first 3 cartons after labeler change
Quality Loss
06 · Production Rejects
Defects during stable production — wrong fill, bad seal, off-label. Real-time monitoring links every reject to the line state at the moment of production, so root cause is one click away instead of a 2-day investigation.
The Microstop Pareto — The Hidden 15–30% Most Plants Never See
Microstops are where most F&B plants lose the largest chunk of capacity, and traditional reporting almost never catches them. Each event is too short to log. The cumulative impact is enormous. Here's what a typical microstop Pareto looks like on a beverage bottling line after 30 days of real-time monitoring.
Bottling Line · Microstop Pareto · Last 30 days · 1,247 events captured
What the Pareto tells the plant:
Top 3 causes account for 65% of all microstop time — filler alignment, label feeder jams, capper torque resets. Address these and you recover 118 hours of production capacity per month.
Filler misalignment alone — 48 hours/month. Each individual event is 30–90 seconds. None ever got logged before real-time monitoring activated. The fix is mechanical adjustment + an upgraded alignment sensor — ₹1.2 lakh investment for ₹10+ lakh/month recovery.
The bottom 5 causes are noise. Improvement focus stays on the top 3 until they're solved — then re-baseline and repeat. Real-time monitoring keeps the Pareto current automatically.
Your PLCs Are Already Talking. We Just Help You Listen.
iFactory's real-time monitoring ships as a turnkey on-premise appliance — pre-configured NVIDIA AI server, line connectors, dashboard system, Andon alerts. Connects to your existing PLC, SCADA, MES via standard protocols. No rip-and-replace. Live in 6–12 weeks.
The dashboard is for the manager. The Andon feed is for the shift. When something goes wrong on any line, the operator sees a structured alert — line, asset, loss tag, suggested action — with timestamps measured in seconds, not shifts.
Live Andon · Hyderabad Plant · Shift B
11:34:18
Line 03 · DOWN · Seal-bar temp out of spec on pouching line
18 min downtime open · Maintenance dispatched · Suggested: check heater PID setpoint and verify pouch material spec
11:28:44
Line 02 · SLOW · 6 microstops on filler in last 18 minutes
Pattern: filler head 4 misalignment recurring · Suggested: verify bottle infeed timing and check head 4 cam follower wear
11:19:02
Line 05 · YIELD · First-pass yield dropped to 94.2% in last hour
8 cartons rejected for misprint · Suggested: check ribbon supply on coder and verify print darkness setting
11:12:50
Line 04 · CIP · Caustic rinse phase started · ETA 11:35
CIP step 3 of 7 · No issues detected · Next SKU prep: 1L Sparkling at 11:35
11:04:36
Line 01 · ACK · 14:00 changeover prep flagged
SKU change from 500ml Cola to 750ml Cola at 14:00 · Crew briefed · SMED target 12 min
Why Existing Systems Miss What Real-Time Monitoring Catches
What Your SCADA Shows
What Real-Time Monitoring Adds
Filler is running at 11,820 BPH
Filler has stopped 4 times in the last hour for 30–90 seconds each — losing 5 minutes the operator didn't log
CIP is in progress
CIP is on step 3 of 7 · 8 minutes behind SMED baseline · trending toward 22-minute overrun
Line 03 has tripped
Line 03 trip is a recurring seal-bar pattern — 4th occurrence in 30 days, same shift, same SKU. Maintenance work order auto-generated
Today's output: 1.18M bottles
Today's output was 1.18M out of 1.42M target — 81 minutes of microstops, 28 minutes CIP overrun, 23 minutes startup loss, 56 minutes changeover
Shift B OEE: 62.8%
Shift B OEE: 62.8% · A: 78%, P: 84%, Q: 95.5% · biggest gap is P, biggest sub-loss is filler microstops · top 3 fixes will recover 8.4 OEE points
The Six Months After Go-Live — Where the Capacity Actually Comes Back
M1–2
Visibility Phase
First 60 days: just measuring honestly. OEE typically drops 8–12 points on paper as hidden microstops finally get logged. This is good news — you're seeing reality for the first time. No capacity gain yet, but the baseline is now real.
M3–4
Pareto Phase
First targeted fixes. Top 3 microstop causes addressed. SMED program launched on most frequent changeover. First sanitation cycle optimization. Capacity gain: 4–7 OEE points. Most plants pay back the platform here.
M5–6
System Phase
Daily review meetings now data-driven. Shift handover digitized. Andon alerts routed to roles. Cross-shift accountability emerges. Capacity gain: another 3–5 OEE points. Total 7–12 OEE points recovered in 6 months — equivalent to 15–25% capacity increase.
M7–12
Optimization Phase
Second-tier loss causes addressed. Predictive maintenance signals integrated. Multi-line benchmarking activated. Capacity gain: 3–8 more OEE points. Total: 12–22 OEE points by Month 12 — the recovery curve the data already promised on Day 1.
6–12 Weeks From Order to Live Plant Floor
Weeks 1–4
Ship · Connect · Map
Pre-configured NVIDIA AI appliance ships to plant. Field techs connect PLCs (Siemens, Allen-Bradley, Mitsubishi, Schneider) via OPC-UA, EtherNet/IP, Profinet, Modbus TCP. SCADA + MES data bridges activated. Line layout, SKU library, and changeover matrix mapped.
Weeks 5–8
Configure · Pilot · Train
Plant-specific OEE definitions, ideal cycle times, and loss code library established. Microstop sensors deployed on key intervention points. Pilot on 2–3 highest-volume lines. Shift operators, supervisors, and maintenance leads trained on the routine.
Weeks 9–12
Go Live · Roll Out · Optimize
Full plant rollout. Andon alerts go live to operator displays. Shop-floor TV dashboards installed. Daily and weekly review cycles begin. 24×7 remote monitoring and quarterly model retraining activated.
What's Included — All Hardware, All Software, All Integration
Pre-loaded AI Appliance
NVIDIA-powered server, racked and shipped ready. Real-time monitoring platform, microstop detection, Andon system pre-installed.
PLC / SCADA / MES Integration
OPC-UA, EtherNet/IP, Profinet, Modbus TCP, MQTT, REST adapters. Works with Wonderware, FactoryTalk, Ignition, SAP MII, and most F&B-specific MES.
Microstop Sensor Kit
Targeted sensors deployed on fillers, labelers, cappers, and intervention points — only where existing PLC data is insufficient to capture sub-minute events.
On-site and recorded training for every shift, line supervisor, production manager, maintenance lead, and continuous-improvement team.
Managed Service · 24×7
Remote monitoring, monthly model retraining, quarterly OEE review with your plant manager, 99.9% uptime SLA.
Why iFactory for F&B Real-Time Monitoring
01
Layers on Top — Doesn't Replace Anything
Your PLCs, SCADA, and MES stay exactly where they are. iFactory reads from them, aggregates across them, and surfaces what they can't on their own. No production interruption, no IT migration, no licensing battles with your existing vendors.
02
Built for F&B-Specific Losses
Generic OEE platforms treat all downtime the same. iFactory understands CIP cycles, allergen changeovers, SKU-specific ideal cycle times, sanitation overruns, and the difference between a packaging-line microstop and a process-side fault. The loss codes are pre-tuned for F&B out of the box.
03
100% On-Premise — Your Data Stays in Your Plant
All processing, dashboards, microstop history, and recipe context live on the in-plant NVIDIA appliance. No cloud round-trip, no IP exposure, no compliance friction with FSSC 22000, BRC, FDA 21 CFR 11, or sovereign data requirements. Critical for branded F&B and contract manufacturers alike.
04
Operator-First UI, Not Engineer-First
The line operator doesn't need to know what an OEE Pareto is. The screen shows the line, the loss, the suggested action — clearly, with one-tap loss-code confirmation. Continuous-improvement engineers get the full analytical layer. Operators get clarity.
Frequently Asked Questions
Do we need to replace our existing SCADA or MES?
No. iFactory is specifically designed to layer above your existing PLC, SCADA, and MES — it reads from them, aggregates across them, and adds the real-time monitoring layer your current stack can't provide on its own. We've deployed alongside Wonderware, FactoryTalk View, Ignition, WinCC, SAP MII, and most major F&B-specific MES platforms. The fastest deployments use the data already flowing through your existing systems and add targeted microstop sensors only where the PLC data is insufficient.
Why does OEE often drop after real-time monitoring goes live?
Because you're finally seeing reality. Most plants report OEE based on operator-logged downtime, which misses 15–30% of actual losses (mostly microstops). When the real-time system starts capturing every sub-minute stop, the OEE number drops 8–12 points overnight — not because performance got worse, but because the measurement got honest. This drop is expected, healthy, and the precondition for the 12–22 point recovery that follows over the next 6–12 months. The CI manager and plant manager need to be briefed on this before go-live so the drop doesn't get misinterpreted.
How does the platform handle frequent SKU changeovers?
Changeovers are tracked as a distinct loss category, separate from breakdowns and CIP. Each changeover has an SKU-pair signature (from-SKU and to-SKU), a SMED target duration, and a live countdown. The platform learns plant-specific baselines automatically — so it knows that 500ml Cola to 750ml Cola usually takes 14 minutes on Line 1, and flags any deviation. Allergen changeovers are tagged separately with mandatory verification steps. SKU-level OEE rolls up automatically once the changeover library is mapped during Weeks 5–8.
What happens when a microstop is detected — does it auto-pause the line?
No. The platform never intervenes in line control — that's the PLC and SCADA's job. iFactory detects the microstop, classifies it (filler misalignment, label feeder, capper torque, etc.), logs it with a timestamp and root-cause tag, and surfaces it to the operator and continuous-improvement team. Operators see the pattern emerging in real time and can act. Continuous-improvement engineers see the Pareto and prioritize root-cause projects. The control system stays exactly as it is — only the visibility changes.
Will this integrate with our existing CMMS for maintenance work orders?
Yes. iFactory generates structured maintenance triggers (asset, fault category, severity, recommended action) and pushes them to your CMMS via standard integrations — SAP PM, IBM Maximo, Infor EAM, Oxmaint, eMaint, UpKeep, and others through REST APIs or middleware. Recurring fault patterns auto-generate work orders. The operator can also escalate from the Andon screen to create a work order in two taps. Closes the loop between production loss and maintenance response.
Does this work for multi-plant or multi-site rollout?
Yes — and the data structure is built for it. Each plant gets its own on-premise appliance for local data sovereignty, but plant-level KPIs roll up into a corporate view through secure aggregation. Group operations directors get a single executive dashboard comparing OEE, microstop intensity, changeover discipline, and quality across all sites. Standard metrics are enforced (same loss code library, same OEE definitions) while allowing plant-specific configuration. Multi-plant rollouts typically proceed at 3–4 plants per quarter after the first pilot site is stable.
Your Next Lost Hour Is Already Forming. Real-Time Monitoring Reads It.
Every F&B plant has hours of capacity hidden in microstops, changeover overruns, CIP delays, and silent yield losses. The plants pulling ahead are the ones reading them live, while the shift is still running. iFactory's turnkey monitoring appliance ships in weeks, layers above your existing stack, and pays back in months. Let's walk through your line layout together.