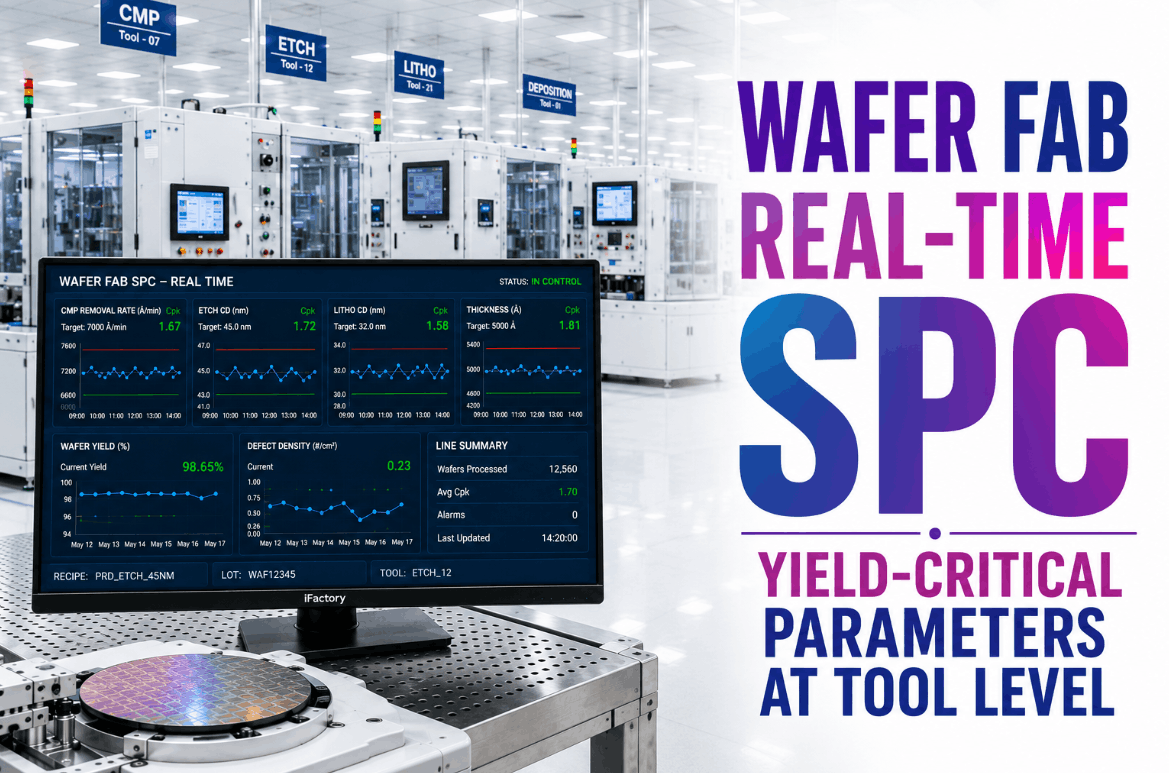
The most expensive yield loss in your fab is not the excursion that wipes out a lot — it's the one that quietly shaves two points off wafer sort yield across ten thousand wafers before anyone traces the pattern. A 300mm wafer at leading-edge nodes can cost several thousand dollars, and small persistent excursions typically outrun their detection window by weeks. Spot the spatial signature — an edge ring, a center cluster, a radial streak on the bin map — correlate it to the defect scans and the process parameters that shifted, and the fix lands while there are still wafers to save. iFactory semiconductor yield analytics stitches defect inspection, wafer bin data, and process parameters into one live picture, surfaces yield detractors by kill ratio, and puts the excursion in front of you before it becomes a shutdown — on-prem, live in 6 to 12 weeks.
iFactory Quality Analytics for Fabs
AI Semiconductor Yield and Quality Management
Correlate defects, bin data, and process parameters across wafer sort and assembly. Find yield detractors by kill ratio, catch excursions inline, and cut mean time to detection — running on a single on-prem server.
$1000s
per 300mm wafer at leading edge
10,000+
wafers exposed to small excursions
Inline
MTTD cut vs end-of-line
6-12wk
to go-live, on-prem
The Four Yields Your Fab Actually Tracks
"Yield" in a fab is not one number — it's four, chained end to end, and each drops for different reasons. Line yield reflects fab discipline. CP yield is the first honest read on the die. Assembly yield captures packaging losses. Final test yield is what actually ships. Losing sight of any one of them makes the others hard to explain.
YL
Line Yield
Wafers that survive fabrication without being scrapped for gross defects. Sensitive to tool excursions, contamination events, and mishandling on the line.
YCP
CP Yield
Circuit-probe wafer sort — the first electrical test after fab. The most watched number in the fab because it's the earliest honest read on how many good die per wafer you actually have.
YAS
Assembly Yield
Die that survive dicing, bonding, and packaging. Losses here compound everything upstream — a good die killed in assembly costs the full fab cost of that die.
YFT
Final Test Yield
Packaged parts that pass final electrical and functional test. What actually ships. The gap between CP and FT is where late-caught defects reveal missed inline detection.
Read the Wafer Map, Read the Root Cause
Yield loss is rarely random. It leaves a spatial signature on the wafer bin map — a ring at the edge, a cluster at the center, a radial streak, a scatter pattern. Each signature points to a different family of process problems, which is why classifying the pattern quickly is the fastest path from "yield dropped" to "we know why."
Edge Ring
A halo of failing die at the wafer edge. Typically points to non-uniform deposition or etch, edge bead removal issues, or handling contamination during transport.
Center Cluster
Concentrated failures at the wafer center. Often traces to chuck contact, thermal non-uniformity in bake or anneal, or nozzle drift in spin-coat operations.
Radial Streak
A slice or streak across the wafer. Suggests scanner or stepper issues, focus drift on a particular field, or reticle contamination affecting a specific angle.
Random Cluster
Scattered die failures with no clear geometry. Usually particle contamination — the airborne, tool, or chemical source is what the correlation engine has to find.
The Small Excursion That Costs the Most
The instinct is to fear big excursions — a lot goes bad, alarms fire, engineering swarms it. Those get caught. The real damage comes from a low-level baseline shift that shaves a point or two of CP yield and runs for weeks before anyone connects the dots. Cutting mean time to detection is the highest-leverage yield lever in the fab.
End-of-line detection
Weeks to Find
The excursion runs quietly through the line. Nobody sees it until affected lots reach end-of-line test — by then, thousands of wafers have already been exposed to the baseline shift.
10,000+
wafers exposed before detection
Inline correlation
Hours to Find
Defect, bin, and process data correlated continuously. The baseline shift is flagged the moment defect density or spatial signature crosses threshold — offending tool goes offline before the next lot enters it.
Contained
lots impacted, not fleets
Want to see how quickly a low-level excursion could be caught in your line? Book a demo and we'll walk your CP data through live correlation.
Three Data Streams, One Correlation
A yield detractor rarely lives in one dataset. It lives in the correlation between them — a defect signature on the inspection scan, a bin pattern on the wafer sort, a process parameter that drifted at the same time. iFactory stitches all three together so the pattern becomes obvious instead of hypothetical.
01
Defect Inspection Data
In-line inspection scans, particle counts, defect classifications, SEM review data — every defect coordinate, size, and type captured across the process flow.
02
Wafer Bin & Test Data
CP wafer sort maps, bin codes, electrical fail categories, final test results — the electrical truth of which die actually work, mapped back to physical location.
03
Process & Equipment Parameters
Tool telemetry, FDC traces, recipe parameters, chamber conditions, MES history — the process signals that shifted, drifted, or excursed at the same time yield did.
=
Yield Detractor Ranked
The defect type, spatial pattern, tool, and parameter combination correlated to the yield drop — ranked by kill ratio so engineering fixes the biggest lever first.
Not All Defects Kill Die
An inspection scan can flag hundreds of defect types. Only a fraction of them actually kill dies — and confusing "defects found" with "defects that hurt yield" is how engineering time gets wasted. Kill ratio and yield-impact contribution turn the scan into a priority list.
Kill Ratio
The probability that a die with a given defect type will fail electrical test. High kill ratio defects — even at low counts — deserve the engineering hours. Low kill ratio types can wait.
Yield Impact Contribution
Kill ratio multiplied by defect density and critical area. Ranks defect types by total yield they are actually costing you — the honest priority list for the engineering team.
Fatal Defect Regions
Critical-area analysis identifies which defect locations fall in yield-sensitive regions of the die layout. A particle on a wide open area may not matter; the same particle on a fine line does.
Nuisance Defect Filter
AI classification separates real yield killers from cosmetic or previous-layer defects that keep showing up on scans but never cost a die. Review time goes to the defects that matter.
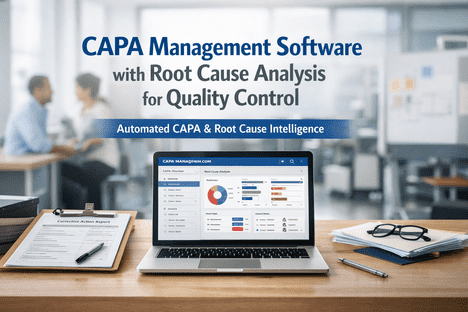
From Excursion Alert to Fix
Detection is only useful if it closes the loop to a specific corrective action. iFactory moves you from "CP yield dropped 1.8 points on Fab Lot 4437" to "Chamber 3 on Etcher CX-11 shifted at 06:14, matching the edge-ring signature on wafers 21 through 25" — a fix a shift engineer can act on immediately.
1
Detect the Signature
Spatial signature analysis on the bin map flags an edge-ring, center-cluster, or streak pattern the moment it appears — not on a weekly review.
2
Correlate to Process
The signature is cross-referenced against tool telemetry, chamber conditions, and recipe changes in the affected process window to shortlist candidate causes.
3
Rank Yield Detractors
Defect types are ranked by kill ratio and yield-impact contribution so the fix targets the actual killer, not the loudest defect count.
4
Confirm Yield Recovery
Live CP data confirms the corrective action worked — signature disappears, bin distribution normalizes, yield returns to baseline.
The Cost You Cannot See Until It's Late
Every hour a yield excursion goes undetected is more wafers exposed, more capital consumed, more good die that never ship. In a fab where a single 300mm wafer at leading nodes carries thousands of dollars of value, the math on inline detection versus end-of-line detection is not close.
$1000s
per 300mm wafer
value at leading-edge nodes, every point of yield matters
$137B
300mm fab equipment
projected global spend by 2027 per SEMI, capital at stake
Small
excursions cost most
low-level baseline shifts run longer than big obvious ones
5nm+
leading-edge complexity
multi-patterning and GAA structures make yield harder to hold
Why AI Beats Eyeball Analysis
Most fabs still rely on senior engineers to eyeball wafer bin maps and correlate them mentally to process events. It works for the obvious signatures. It falls apart on the subtle ones, and it doesn't scale to the data volumes leading-edge nodes generate. Automated correlation makes yield learning continuous instead of episodic.
Manual eyeball analysis
Subjective and Late
Bin maps reviewed manually, in batches, hours after test
Subtle spatial signatures missed until they become obvious
Correlation to process data done by memory and spreadsheet
Yield learning locked in the head of one engineer
iFactory AI correlation
Continuous and Objective
Spatial signatures classified automatically as maps arrive
Defect, bin, and process data correlated in real time
Yield detractors ranked by kill ratio, not defect count
Learning captured in the system, retained across engineers
On-Prem AI, Live in 6 to 12 Weeks
Wafer bin data, defect libraries, and process recipes are the crown jewels of a fab. The iFactory AI runs on a pre-configured edge server on-premise, with all processing inside your firewall and no external egress required to operate. It ships racked and ready with the software pre-loaded — and a structured deployment puts it live on your line in a single quarter.
1
Rack the edge server
A pre-configured edge AI server slots into your fab, shipped pre-validated with the yield analytics and spatial signature engine pre-loaded.
2
Connect fab data
Read-only links to inspection systems, wafer sort testers, MES, FDC, and SPC feeds let the AI learn baseline defect and bin patterns for each process.
3
Yield board goes live
Bin maps, spatial signatures, and yield detractors run on-prem inside your firewall — no wafer data or process IP leaves the fab.
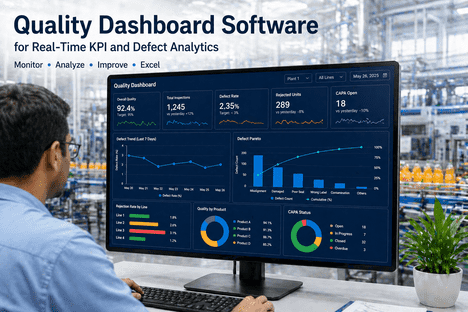
What Live Yield Correlation Delivers
Continuous correlation between defect, bin, and process data converts directly into faster yield learning, contained excursions, and more good die shipped per wafer. These reflect outcomes fabs report after moving from manual review to automated spatial and parameter correlation.
Cut
MTTD reduction
excursions caught inline, not at end-of-line test
Ranked
Yield detractors
defects prioritized by kill ratio, not raw count
Faster
Yield learning
signature-to-root-cause cycles measured in hours
More
Good die per wafer
points of CP and FT yield recovered from hidden excursions
Curious which spatial signatures your fab is missing right now? Talk to our yield team and benchmark your line against live AI correlation.
Frequently Asked Questions
What's the difference between CP yield and final test yield?
CP (circuit probe) yield is the first electrical test at wafer sort — it tells you how many die per wafer are good coming out of fab. Final test yield is what passes after dicing, packaging, and full electrical and functional test. The gap between them is where late-caught defects live: die that looked good at CP but failed downstream. Correlating CP maps to final test results is one of the fastest ways to find missed inline detection points.
Why do spatial signatures on wafer maps matter?
Yield loss is rarely random — an edge ring, center cluster, radial streak, or scatter pattern each points to a different family of process problems. Edge rings often indicate deposition or etch non-uniformity; center clusters suggest chuck or thermal issues; radial streaks point to scanner or stepper drift; random clusters typically mean particle contamination. Automated classification of the pattern is the fastest path from "yield dropped" to "we know which tool family to look at."
Why is small excursion detection more valuable than big excursion detection?
Big excursions get caught early — alarms fire, the lot gets held, engineering swarms it. The largest cumulative yield loss usually comes from small, persistent baseline shifts that shave a point or two off yield and run for weeks before anyone connects the pattern. It's not uncommon to see thousands or tens of thousands of wafers exposed before an end-of-line test finally reveals the trend. Cutting mean time to detection on the small ones has the highest payoff.
How is kill ratio different from defect count?
Defect count tells you what inspection saw. Kill ratio tells you which of those defects actually killed dies at electrical test. Two defect types with equal counts can have very different yield impact — one may be a nuisance from a prior layer, the other a real killer in a critical area. Yield impact contribution combines kill ratio, defect density, and critical area to rank defect types by the yield they are actually costing you, so engineering hours go to the biggest levers first.
Does our wafer and process data leave the fab, and how long to deploy?
No data leaves. The AI runs on a pre-configured edge server on-premise, with all processing inside your firewall and no external egress, and the integration is read-only from inspection, test, and MES systems. The server ships racked and ready with software pre-loaded, and a structured deployment puts the live yield and signature board on your fab in 6 to 12 weeks. The fastest way to see fit is a demo on your own bin maps and defect data — book one and bring a recent excursion for us to walk through.
Catch the Excursion Before It Costs You Fleets.
See Your Fab's Yield Detractors, Ranked Live
Bring a recent bin map, an inspection dataset, and the corresponding process window. We'll show live spatial signature classification, defect-to-bin correlation, and the yield detractors ranked by kill ratio — all on an on-prem server, live in 6 to 12 weeks.
Signatures
classified live
Kill ratio
ranked detractors