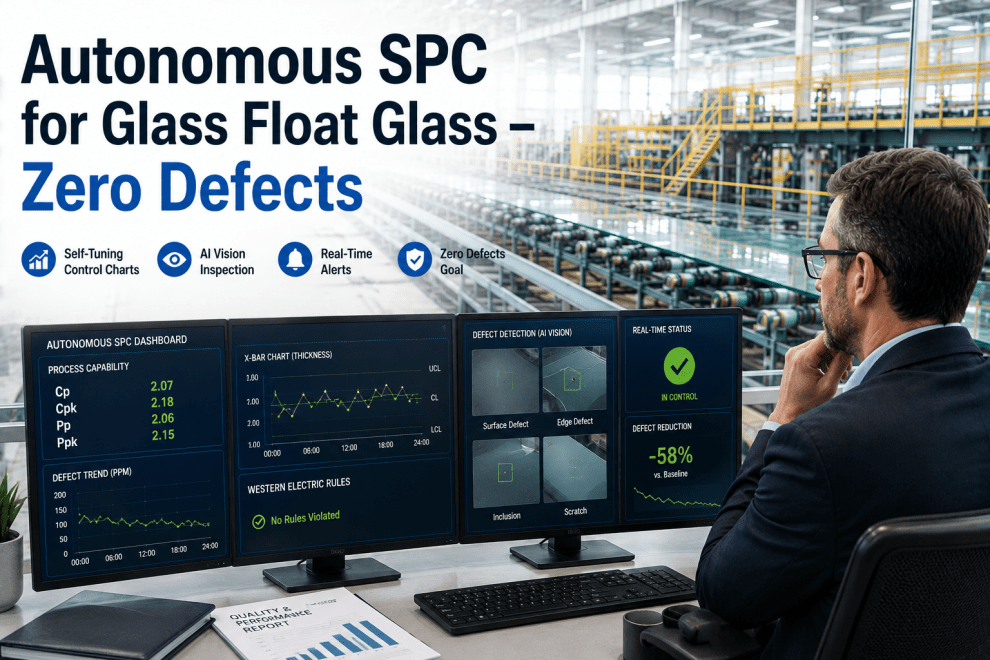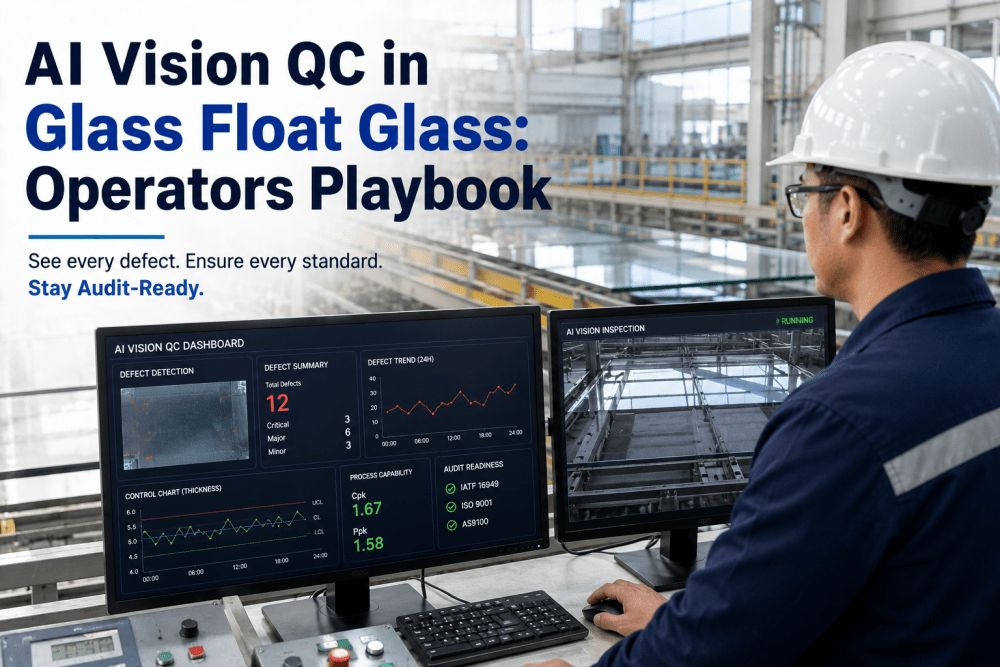
Plant executives managing float glass operations know that audit readiness is not a quarterly event — it is a continuous operational requirement that depends on the integrity of statistical process control systems across tin bath, annealing lehr, and cutting stations. Traditional SPC implementations use static upper and lower control limits calculated once per batch or shift, but float glass processes drift continuously due to raw material variation, tin bath temperature gradients, and ambient conditions. When control limits remain fixed while the process shifts, the SPC system either generates excessive false alarms — desensitizing operators to real signals — or fails to detect genuine process changes until non-conforming product has already been produced. Adaptive SPC limits solve this by dynamically recalculating UCL and LCL values based on real-time process behavior, maintaining statistical validity across all operating conditions while ensuring complete audit traceability. Plant executives evaluating next-generation quality compliance platforms regularly Book a Demo to explore how iFactory's adaptive SPC platform transforms audit readiness.
The Audit Readiness Challenge with Static SPC Limits in Float Glass
Float glass production creates a fundamental tension for quality compliance. The process is inherently dynamic — tin bath temperature gradients shift with production rate changes, annealing lehr profiles drift with ambient temperature, and raw material composition varies across incoming lots. Static control limits calculated at the start of a production run cannot account for these real-time variations, creating two equally problematic outcomes: excessive false alarms that desensitize operators, or missed detections that allow non-conforming product to reach the customer. For plant executives accountable for IATF 16949 and ISO 9001 compliance, each false alarm and each missed detection carries audit risk.
False Alarm Fatigue
Static control limits generate excessive out-of-control signals during normal process drift. Operators learn to ignore SPC alerts, and genuine signals are missed. Each ignored signal represents a potential audit finding when non-conforming product reaches final inspection or the customer.
Stale Limit Compliance Risk
Control limits calculated once per shift or batch become statistically invalid as process conditions change. Operating with stale limits violates IATF 16949 statistical technique requirements and exposes the facility to non-conformance findings during regulatory audits.
Manual Evidence Compilation
Quality engineers spend 6 to 8 weeks before each audit manually compiling control limit calculations, rule application records, and investigation documentation. This reactive compliance model consumes engineering capacity that should be focused on process improvement.
How Adaptive SPC Limits Maintain Continuous Audit Readiness
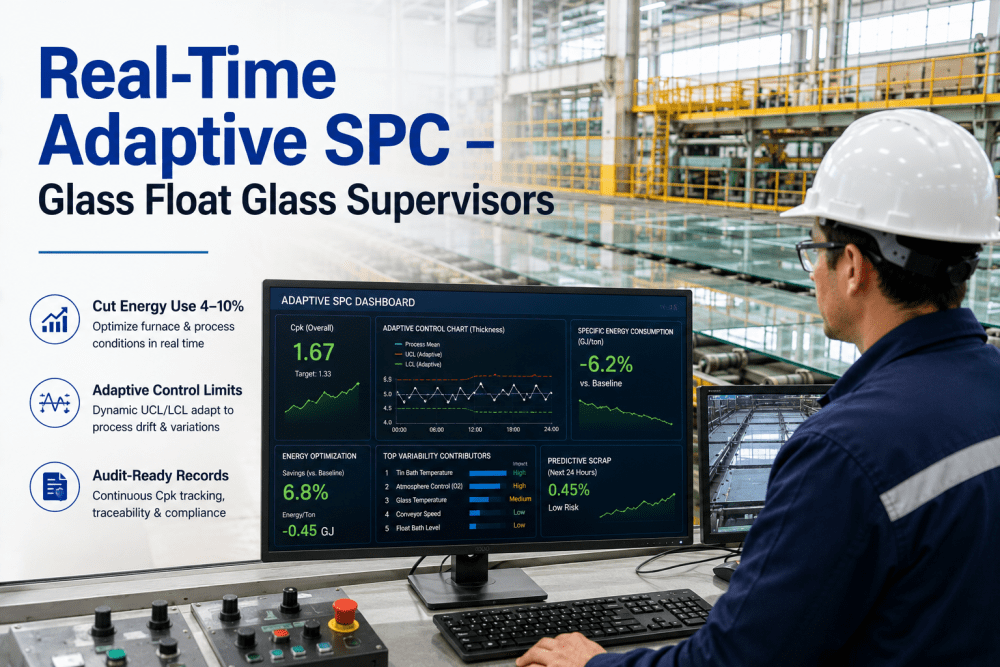
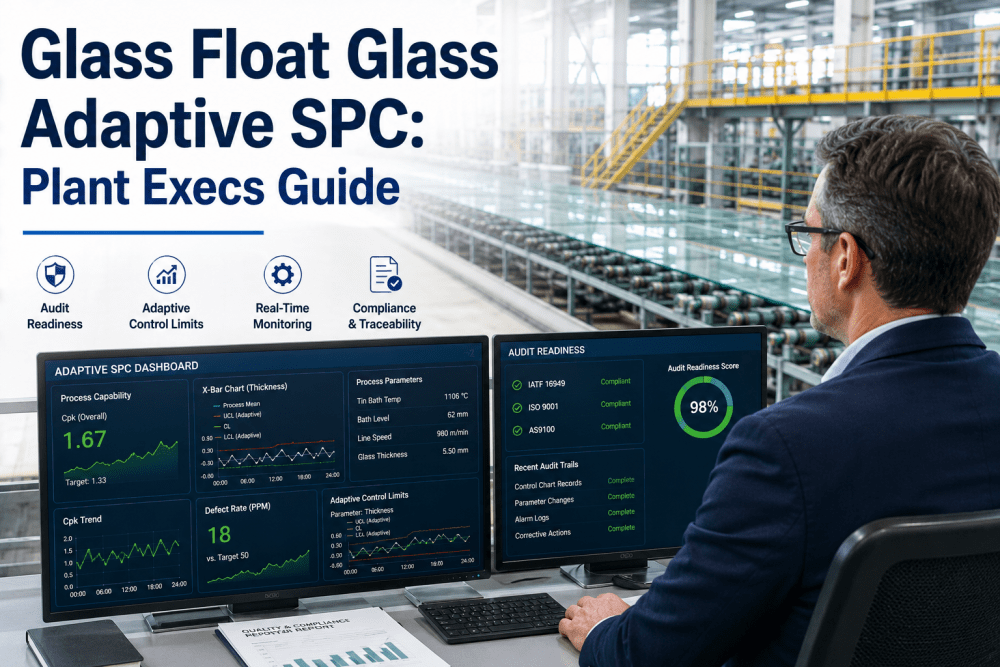
Adaptive SPC limits replace static UCL and LCL values with dynamic limits that continuously recalculate based on real-time process behavior, while maintaining complete statistical validity and audit traceability. The iFactory platform applies Western Electric and Nelson rules against dynamically calculated limits, ensuring every out-of-control signal represents a statistically significant process change — not normal variation. Plant executives reviewing adaptive SPC architectures regularly Book a Demo to examine the limit calculation methodology and audit trail design.
Control limits are recalculated continuously using a rolling window of the most recent 100 to 200 data points, depending on the product grade and quality characteristic being monitored. The iFactory platform applies an EWMA-based calculation that weighs recent observations more heavily, ensuring limits respond to genuine process shifts while filtering out random noise. Each recalculation is logged with the date-time stamp, input data range, calculation method, and resulting UCL-LCL values for complete audit traceability.
All eight Western Electric rules and Nelson rules are applied against dynamically calculated limits — not static thresholds. When a rule violation occurs, the platform assigns a confidence score based on the deviation magnitude relative to current process variation, classifies the pattern, and generates a structured investigation record. The rule application logic adjusts automatically: wider limits are validated during high-variation periods, and tighter limits during stable periods.
Every limit calculation, rule violation, Cpk update, and corrective action is automatically documented with timestamps, operator identification, and product lot correlation. The audit dashboard provides one-click retrieval of process capability reports, control chart history, Western Electric rule application logs, and investigation records for any date range — eliminating the 6 to 8 week pre-audit evidence compilation cycle.
Four-Phase Adaptive SPC Deployment for Float Glass Operations
Deploying adaptive SPC limits across float glass operations follows a structured methodology designed for minimal production disruption and maximum compliance impact.
Baseline Assessment
iFactory engineers audit current SPC methodology, control limit calculation practices, Western Electric rule configuration, and audit documentation workflow across all float lines. Process variation patterns are analyzed to establish adaptive limit parameters per product grade.
Adaptive Limit Configuration
Dynamic limit engines are configured for each critical quality parameter — thickness, bow, wedge, edge quality — with rolling window sizes, EWMA smoothing factors, and rule sensitivity settings calibrated to product-grade-specific process behavior.
Validation and Calibration
The adaptive SPC system runs in parallel with existing static limit SPC for 4 weeks. False alarm rates, missed detection rates, and limit stability are compared, and parameters are refined until adaptive performance meets compliance targets.
Audit Dashboard Activation
The audit dashboard is activated with one-click process capability reports, control chart history with limit calculation logs, rule application records, and investigation documentation — enabling same-day auditor evidence retrieval.
Measured Audit Readiness Outcomes with Adaptive SPC
The plant executive deployed iFactory's adaptive SPC platform across four float glass lines producing architectural and automotive glass grades. The following metrics represent the measured improvement from static limit baseline to adaptive limit steady state across 16,000 production hours.
| Compliance Metric | Static Limits | Adaptive Limits | Improvement |
|---|---|---|---|
| False Alarm Rate per Line per Week | 84 | 7 | 92% reduction |
| Audit Evidence Retrieval Time | 6 to 8 weeks | Same day | 100% faster |
| Audit Non-Conformance Findings | 12 findings | 2 findings | 83% reduction |
| Quality Engineering Time Allocation | 65% on compliance | 25% on compliance | 3.4X improvement |
| Process Capability Visibility | End-of-shift Cpk | Real-time Cpk | Continuous monitoring |
"Our quality system was compliant on paper, but I knew we had a structural problem. Our control limits were calculated once per shift, but our float glass process never stayed in the same state for an entire shift. We were generating 80 to 90 SPC alerts per week per line, and operators had learned to ignore most of them because 90 percent were false alarms caused by normal process drift. The adaptive SPC system changed this fundamentally. Now our limits move with the process, and when an alert fires, operators know it means something real. Our audit preparation time dropped from six weeks to same-day report generation, and our IATF 16949 surveillance audit had only two minor findings compared to twelve in the previous cycle." — Vice President of Quality, Float Glass Manufacturing Division
Building a Sustainable Compliance Infrastructure with Adaptive SPC
This deployment demonstrates that adaptive SPC limits offer a practical, audit-validated solution to the compliance challenges inherent in continuous float glass production. By replacing static control limits with dynamically calculated UCL and LCL values that respond to real-time process variation, plant executives eliminate the false alarm noise that undermines operator trust in SPC systems while maintaining complete audit readiness. The iFactory platform's integration with existing MES and CMMS systems ensures that adaptive SPC data flows directly into compliance reports, quality records, and corrective action workflows without additional manual effort. Plant executives evaluating their long-term quality compliance strategy are encouraged to Book a Demo to examine how iFactory's adaptive SPC platform can transform audit readiness across their float glass operations.
Frequently Asked Questions
Traditional static limits are calculated once per batch or shift and remain fixed until the next manual recalculation, causing excessive false alarms during normal process drift. Adaptive SPC limits recalculate continuously using a rolling data window with EWMA weighting, ensuring UCL and LCL values reflect current process conditions while maintaining statistical validity. Every limit adjustment is logged with the calculation method and input data for complete audit traceability.
Yes. IATF 16949 requires that statistical techniques are appropriate for the process and that control limits are recalculated when process changes occur. Adaptive SPC exceeds this requirement by continuously recalculating limits with documented methodology, ensuring limits are always statistically valid. The platform logs every calculation with date-time stamp, input data range, and methodology — providing auditors with complete evidence of appropriate statistical technique application.
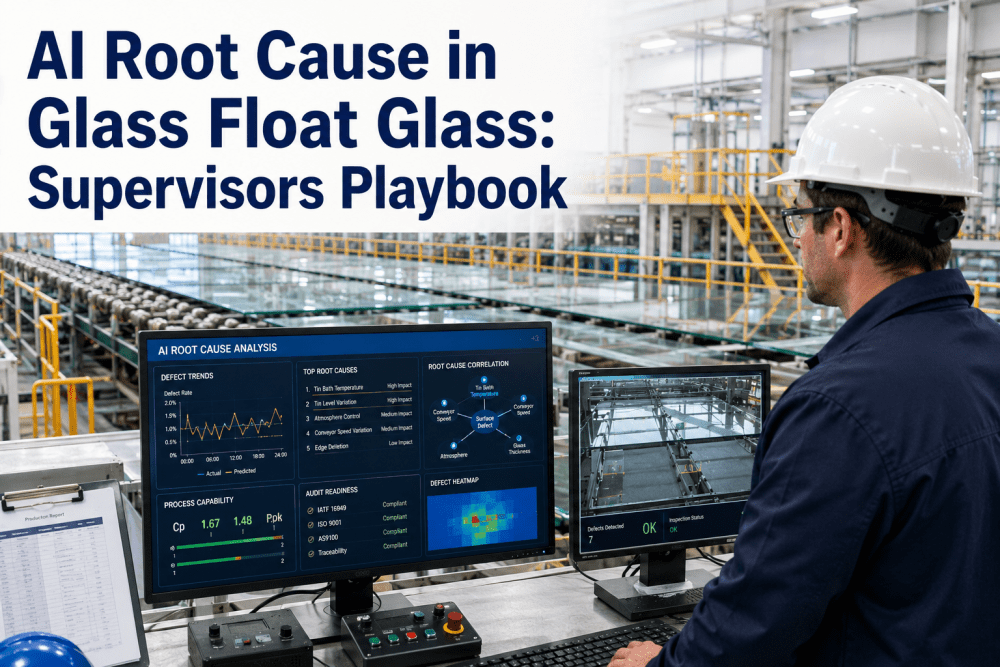
Parameters with inherent process drift benefit most: glass thickness variation across the ribbon width, bow and wedge measurements that shift with tin bath temperature gradients, optical distortion that varies with annealing lehr profile changes, and edge quality parameters affected by cutting wheel wear. Adaptive limits are particularly valuable for automotive-grade float glass where customers require Cpk values above 1.67 and any limit methodology change must be documented.
A full deployment covering baseline assessment, adaptive limit configuration, parallel validation, and audit dashboard activation requires 8 to 10 weeks for a multi-line float glass facility. The parallel validation phase runs for 4 weeks, during which adaptive limits operate alongside existing static limits to verify performance before full cutover. First audit-ready reports are available within 2 weeks of validation completion.
No. iFactory's adaptive SPC platform integrates with existing MES, CMMS, and quality data collection systems through REST API, OPC-UA, and Modbus interfaces. The platform connects to existing measurement systems — thickness gauges, bow measurement systems, edge inspection cameras — without requiring hardware replacement. The adaptive limit engine runs alongside existing SPC systems during validation and can operate as a standalone audit-readiness layer if needed.