A stamping press throws a panel every couple of seconds — thousands an hour — and somewhere in that stream a split opens at a draw radius, a wrinkle ripples across a quarter panel, a mis-strike marks the surface. A human inspector cannot reliably catch those at stroke rate; they are subjective, they fatigue, and the shiny, oiled metal throws glare that defeats fixed-threshold cameras. So defects slip through to assembly, to the customer, and onto the OEM scorecard. A split is the worst of them — it can scrap the part outright. Inline AI vision at the press exit inspects every panel for splits, wrinkles, surface defects, and mis-strikes the instant it lands — on-prem, live on your line in 6 to 12 weeks.
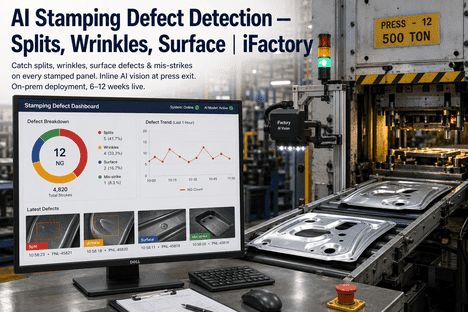
iFactory Stamping Defect Detection
Catch Splits and Wrinkles on Every Stamped Panel
Inline AI vision at the press exit inspects 100% of panels for splits, wrinkles, surface defects and mis-strikes — classifying each one in real time, on-prem, live in 6 to 12 weeks.
0.2mm
defects detected down to
Every Defect the Press Can Stamp In
A panel can fail in several ways on a single stroke, and they range from the catastrophic to the cosmetic. AI vision inspects for the full set at once, classifying each defect by type so you know not just that a panel is bad, but why.
Splits & Cracks
The critical defect — a tear at a draw radius or stretch zone that scraps the part and signals a forming problem.
Wrinkles
Excess material gathering on a surface or flange, flagged before it reaches assembly or a visible body panel.
Necking
Localized thinning that precedes a split — caught early, it is a warning the process is drifting toward failure.
Surface Defects
Scratches, dents, and marks down to fractions of a millimeter, revealed even under reflective, oiled surfaces.
Mis-Strikes
Off-position or double hits that deform the panel, identified by their distinct signature on the formed part.
Dimensional Drift
Deviation and springback outside tolerance, checked against the expected geometry on every panel.
Inspect at the Press Exit, Every Stroke
The camera sits at the press line exit and inspects each panel as it lands — not a sample, every one. High-resolution area-scan imaging with controlled darkfield illumination cuts through the glare that defeats ordinary vision, so a 0.2mm scratch on a mirror-bright panel is as visible to the system as a split.
100% Inline Coverage
Every stamped panel inspected at the press exit at production speed, replacing slow, subjective spot checks.
Darkfield Illumination
Controlled lighting reveals scratches and splits that standard lighting and reflective metal would hide.
Keeps Press Pace
Real-time inference makes the accept-or-reject call fast enough to keep up with progressive and transfer presses.
No Slowdown
Inspection runs alongside the line rather than gating it, so throughput is protected while quality rises.
Want to see detection on your own panels and lighting conditions? Book a demo and we'll inspect a sample panel live, defect by defect.
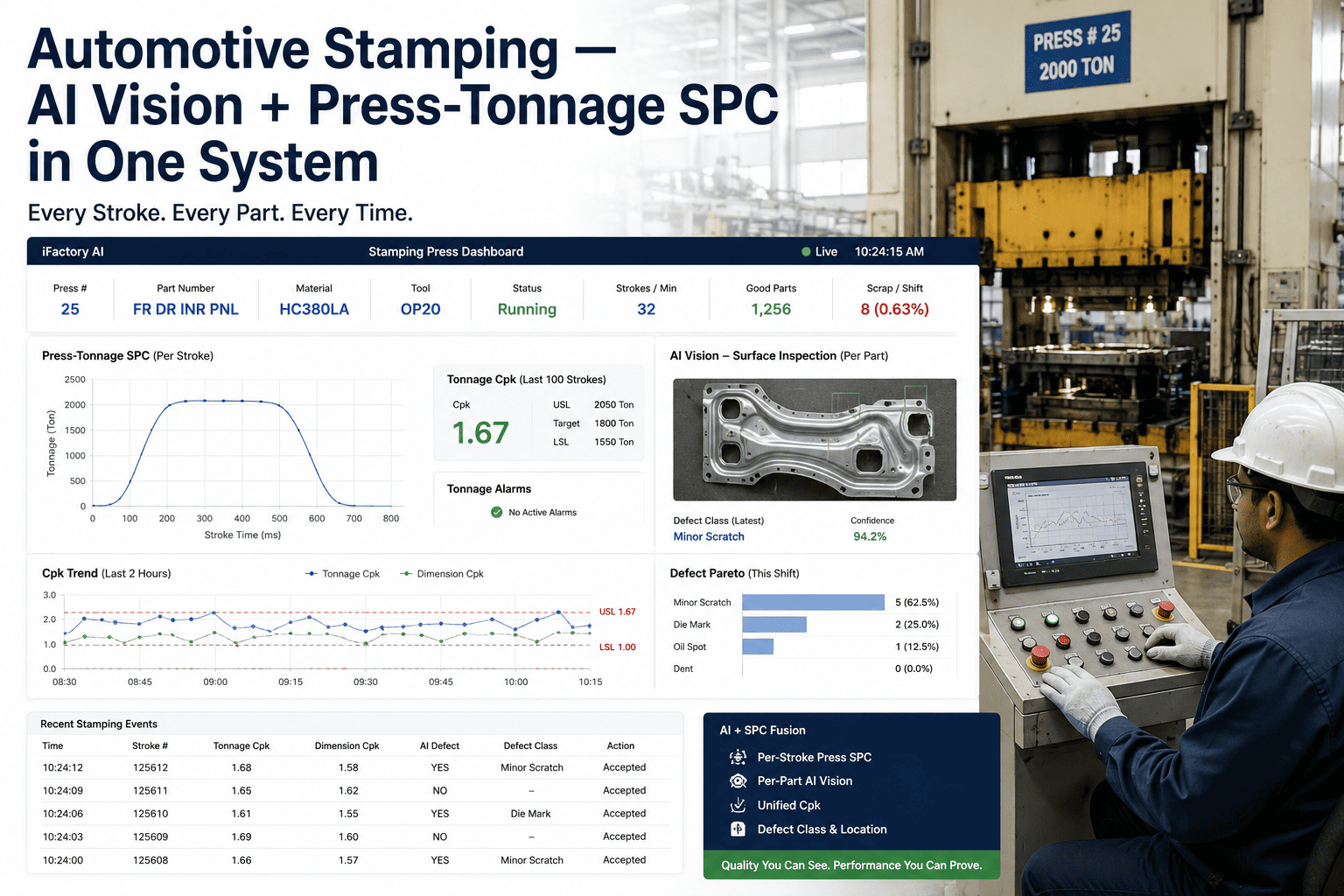
The Press-Exit Board, Live
Every stroke feeds a running breakdown so the line sees quality as it happens, not at end of shift. Each defect is classified — split, wrinkle, surface, mis-strike — so the count is not just a number but a diagnosis pointing at what the die or process is doing wrong.
4,820
Strokes inspected
Every panel from every stroke checked in the run — full coverage, not a sampled subset.
12
NG panels flagged
Twelve no-good panels caught and pulled — each one classified by defect type for fast action.
By type
Split vs wrinkle
The breakdown separates splits from wrinkles and surface defects, so the cause is obvious at a glance.
Live
As it happens
The board updates stroke by stroke, surfacing a rising defect trend long before an end-of-shift report would.
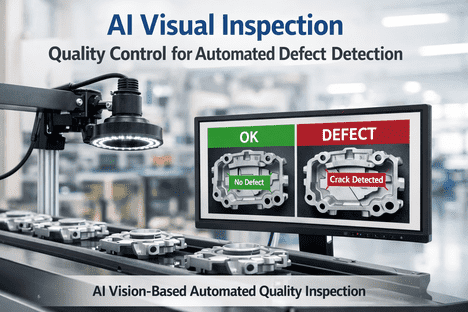
Why Deep Learning Beats Rule-Based Vision
Stamping is exactly where fixed-threshold cameras struggle: reflective surfaces, oil film, and natural part-to-part variation either hide real defects or trigger a flood of false rejects that scrap good panels. Deep learning learns the difference between a real split and harmless reflection, holding near-100% detection where older detectors fall short.
Rule-based vision
Defeated by Glare
Reflective, oiled metal triggers false rejects
Fixed thresholds miss subtle splits and necking
Over-rejects scrap good panels and waste steel
Re-programmed by hand for every new part
iFactory deep-learning vision
Real Defect vs Reflection
Tolerates glare and part-to-part variation
Catches micro-cracks down to 0.2mm
Minimizes false rejects, protects yield
Reaches near-100% versus far lower for rules
Defect Trends Predict Die Wear
The same defect data that catches bad panels also tells you when the tooling is going. As splits and surface marks trend upward on a die, the pattern signals that maintenance is due — shifting you from reacting to a scrap spike to scheduling tool work before defect rates climb.
Trend by Die
Defect rates tracked per die over time, turning scattered rejects into a clear wear signal for each tool.
Predict Maintenance
A rising trend flags that tool work is due before the die starts producing scrap in volume.
Extend Die Life
Timely, data-driven maintenance has extended average die life meaningfully, cutting tooling cost.
Reactive to Predictive
Tool management moves from firefighting a defect spike to a planned schedule built on real defect data.
Curious what your die-wear trend looks like? Talk to our vision team and we'll show how defect data predicts tool maintenance.
On-Prem AI, Live in 6 to 12 Weeks
Panel images, die data, and defect history are core manufacturing IP. The iFactory AI runs on a pre-configured edge server on-premise, with all processing inside your firewall and no external egress required to operate. It ships racked and ready with the inspection software pre-loaded, and a structured deployment puts it live at your press line in a single quarter.
1
Rack the edge server
A pre-configured edge AI server slots in at the press line, shipped pre-validated with the vision software pre-loaded.
2
Mount cameras at exit
Area-scan cameras and darkfield lighting are set at the press exit and trained on your panels and defect types.
3
Inspect, inside your firewall
Inference runs on-prem in real time — no external egress, full data residency, every panel checked locally.
What Inline Stamping Vision Delivers
Catching every defect at the press exit converts directly into less scrap, zero escapes to the customer, and longer die life. These reflect outcomes automotive stamping operations report after deploying inline AI vision at the press line.
4.2 to 0.8%
Scrap rate cut
scrap reduced sharply with 100% inline panel inspection
Zero
Customer rejections
escapes to the customer eliminated in the first quarter
18%
Longer die life
predictive tool maintenance from defect-trend analysis
Green
OEM scorecard
ratings lifted from yellow to green across customer accounts
Curious how your scrap and escape rates compare? Talk to our vision team and benchmark them against inline deep-learning inspection.
Frequently Asked Questions
What defects can the system detect on a stamped panel?
The full set: splits and cracks, wrinkles, necking, surface scratches and dents, mis-strikes, and dimensional deviation including springback. Splits are the critical one — a tear at a draw radius scraps the part — but the system also catches cosmetic and dimensional issues, and classifies each by type so you know why a panel failed, not just that it did, down to roughly 0.2mm.
Can it keep up with a high-speed press?
Yes. Cameras mounted at the press line exit inspect 100% of panels at production speed, and real-time inference makes the accept-or-reject decision fast enough to keep pace with progressive and transfer press operations. Inspection runs alongside the line rather than gating it, so throughput is protected while every panel still gets checked.
How does it handle glare from shiny, oiled metal?
That's exactly where rule-based cameras fail and deep learning wins. Controlled darkfield illumination reveals scratches and splits that standard lighting and reflective surfaces hide, and the deep-learning model learns to tell a real defect from harmless reflection — holding near-100% detection where fixed-threshold systems either miss subtle splits or over-reject good panels as false positives.
What does the live breakdown actually show?
A running tally of the production run — for example, 12 NG panels flagged across 4,820 strokes — with each no-good panel classified by defect type. Separating splits from wrinkles and surface defects turns a raw reject count into a diagnosis, pointing at what the die or process is doing wrong, and the board updates stroke by stroke so a rising trend surfaces long before an end-of-shift report.
Does our panel and die data leave the plant, and how long to deploy?
No data leaves. The AI runs on a pre-configured edge server on-premise with all processing inside your firewall and no external egress. The server ships racked and ready with software pre-loaded, and a structured deployment puts inspection live at your press line in 6 to 12 weeks. The fastest way to see fit is a demo on your own panels — book a slot and bring a sample part and your current scrap baseline.
Catch It at the Press, Not at the Customer.
See AI Vision Inspect Your Panels
Bring a sample panel and your current scrap baseline. We'll show split, wrinkle, surface, and mis-strike detection at the press exit, the live defect breakdown classifying each NG panel, and the die-wear trend that predicts tool maintenance — all on an on-prem edge server, live in 6 to 12 weeks.
Classified
split vs wrinkle