Steel plants running rolling mills at high line speeds face a quality challenge that gets harder the faster production runs: surface defects on sheets and coils that are nearly impossible for a human inspector to catch consistently once the line hits full speed. Scratches, pits, scale, and edge cracks can form in seconds, and a defect that goes unnoticed on a coil can propagate through downstream processing before anyone realizes the batch is compromised. Manual surface inspection stations have always been a compromise between line speed and inspection thoroughness, forcing plants to either slow production or accept a lower detection rate. AI vision cameras remove that tradeoff entirely, scanning steel surfaces at full rolling speed and classifying defects with a consistency no inspection team can match shift after shift. Quality and operations leaders ready to see this on their own coils can book a demo and review live defect classification output.
AI VISION CAMERA · STEEL PLANTS · 2026
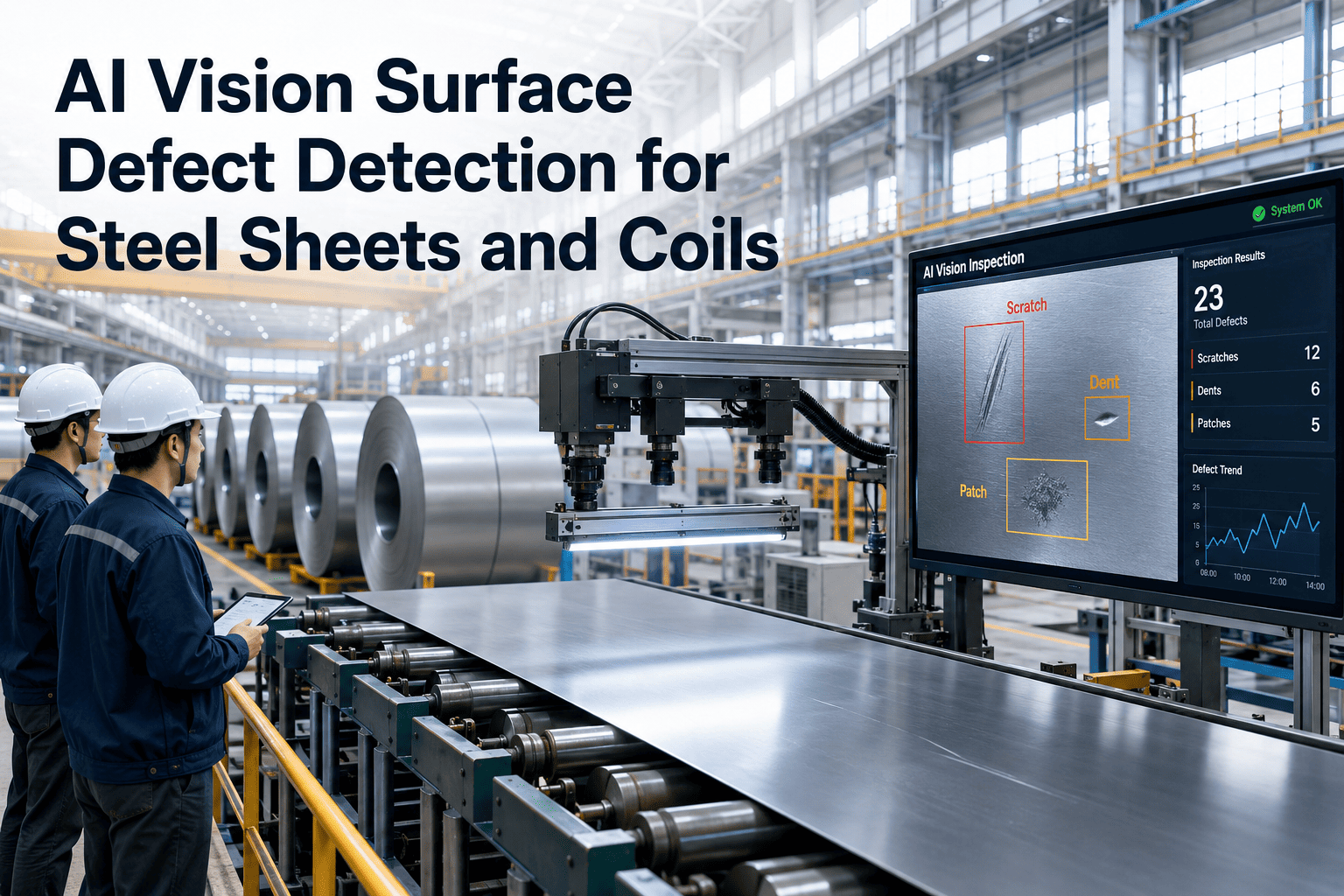
Catch Surface Defects at Full Rolling Speed
AI vision cameras inspect every meter of steel sheet and coil in real time, classifying defects instantly so quality holds happen before bad material moves downstream.
96%+
Surface defect detection accuracy achieved by AI vision systems once calibrated to a plant's steel grades
Full Speed
Inspection coverage maintained even at maximum rolling mill line speeds, with no production slowdown
50-70%
Reduction in downstream quality claims reported by mills after deploying automated surface inspection
100%
Of coil surface area inspected continuously, compared to sampled sections under manual review
The Limits of Manual Surface Inspection at Line Speed
Rolling mills are built for throughput, and inspection stations have always had to keep pace with that speed or become the bottleneck. Human inspectors positioned along the line can catch obvious surface defects, but subtler issues such as fine scratches, minor scale patches, and early-stage pitting are easy to miss when steel is moving past at production speed under variable lighting. The pressure to maintain output often means inspection becomes a sampling exercise rather than full coverage, with sections of coil going unreviewed between inspection points. When a defect does slip through, it is usually discovered at the customer's facility or during downstream processing, by which point the cost of the quality failure has multiplied well beyond what it would have cost to catch at the source.
Surface Defect Categories AI Vision Identifies
Steel surface defects vary widely in cause and severity, and an effective inspection system needs to classify each type correctly so the right corrective action follows.
Rolling Defects
Scratches, roll marks, and edge cracks detected in real time and traced back to the specific roll stand causing the issue.
Scale and Oxidation
Scale patches and oxidation patterns flagged before they affect coating adhesion or downstream forming operations.
Pitting and Surface Porosity
Fine pitting and porosity identified even at early stages, when the defect is too subtle for consistent manual detection.
Dimensional and Edge Defects
Edge waviness, camber, and thickness irregularities flagged alongside surface classification for a complete quality picture.
Manual vs AI Vision Inspection: The Real Difference
Plant managers weighing an investment in automated inspection want to see exactly what changes on the floor. Here is the comparison across the metrics that matter most.
| Factor |
Manual Inspection |
AI Vision Inspection |
| Coverage at Full Speed |
Sampled sections, gaps between checks |
100% continuous coverage at line speed |
| Defect Classification |
Subjective, varies by inspector experience |
Consistent classification against trained models |
| Traceability |
Manual notes, difficult to trace to root cause |
Defect location and roll stand logged automatically |
| Response Time |
Delayed until inspection station or claim |
Instant alert as the defect occurs |
How Inspection Data Flows Into Your Quality Process
AI vision does not just flag defects, it connects that data directly to the decisions your quality and production teams make every shift.
1
High-Speed Camera Scan
Line-scan cameras capture full-width images of every meter of sheet or coil as it passes through the inspection zone.
2
Defect Classification
The AI model classifies each anomaly by type and severity, distinguishing cosmetic marks from structural defects requiring a hold.
3
Root Cause Mapping
Defect location data is cross-referenced with roll stand and process parameters to identify the likely source automatically.
4
Quality Hold Automation
Coils exceeding defect thresholds are automatically flagged for quality hold, preventing bad material from reaching the next process stage.
AI VISION CAMERA · STEEL PLANTS · 2026
See Full-Speed Defect Detection on Your Line
Get a personalized walkthrough of how AI vision performs on your specific steel grades, coil widths, and rolling speeds.
Deploying Without Slowing Down Production
A rolling mill cannot stop for weeks to install new inspection technology. A staged rollout validates accuracy while the line keeps running at full output.
Weeks 1-2
Line Survey
Camera and lighting placement mapped around existing inspection stations without altering mechanical line configuration.
Weeks 3-5
Model Calibration
The vision model is trained on your specific steel grades, coil widths, and historical defect samples for accurate classification.
Weeks 6-8
Parallel Validation
AI detection runs alongside existing inspection so the quality team can confirm accuracy against real production before cutover.
Month 3+
Full-Line Deployment
AI vision becomes the primary inspection method, with automated quality holds and root-cause data feeding your quality system.
What Quality Managers Are Saying
We used to find out about surface defects when a customer's incoming inspection rejected a coil, sometimes weeks after it left our plant. Now the system flags the defect the second it happens on the line and tells us which roll stand is causing it. We have cut downstream quality claims significantly and our roll maintenance team finally has the data to fix problems at the source instead of guessing.
Quality Director, Flat Steel Rolling Mill
Frequently Asked Questions
AI VISION CAMERA · STEEL PLANTS · 2026
Ready to Eliminate Surface Defect Blind Spots?
Join steel plants already using AI vision inspection to catch surface defects at full line speed and cut downstream quality claims.