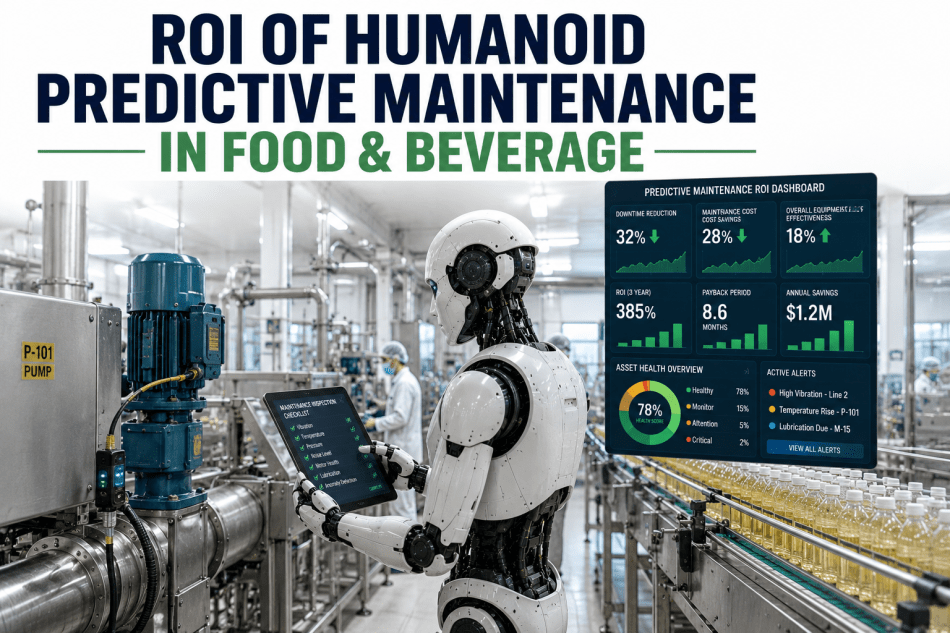
Process plants across the U.S. — refineries, chemical facilities, steel mills, and petrochemical complexes — run on environments that are simultaneously too dangerous for frequent human entry and too complex for conventional fixed automation to monitor comprehensively. A process safety engineer at a Gulf Coast ethylene cracker describes the inspection gap clearly: the plant has 14 miles of pipe, 2,400 instrumented points, and 180 pressure vessels — and the most recent physical walkthrough of the entire unit took 11 days with a six-person team. Defects found during that inspection included six instances of insulation disbondment that had been present, undetected, for an estimated 18 months. Two of those sites showed active corrosion-under-insulation progression that required immediate fitness-for-service evaluation. In a traditional process plant, the inspection interval is limited by worker access, exposure time limits, and the cost of mobilizing confined space and hot work permit teams. Humanoid robots change that constraint entirely. A bipedal robot platform equipped with iFactory AI's inspection and quality control modules can walk the same routes a human inspector walks, carry the same sensor suite, and perform the same visual and non-destructive examination tasks — without exposure limits, without permit requirements for routine walkthroughs, and without the productivity loss of extended entry procedures. iFactory's AI Vision, Robotics AI, and Digital Twin modules integrate with humanoid robot platforms to provide process plants with continuous quality inspection, automated defect root cause analysis, and real-time safety monitoring across every process area. Book a Demo to see iFactory's humanoid robot inspection system configured for your process plant's inspection program.
Humanoid Robots for Process Plant Safety and Quality Inspection — Autonomous, Continuous, Compliant
Deploy bipedal inspection robots across hazardous process areas to perform quality checks, defect RCA, and safety monitoring without worker exposure. iFactory integrates embodied AI with your existing inspection program from day one.
Why Process Plants Cannot Inspect Their Way to Safety With Human-Only Programs
Process plants operate at the intersection of high hazard and high complexity. The physical environments that must be inspected — pressurized systems, heat exchangers, distillation columns, flare headers, and catalyst vessels — are the same environments where human entry carries the greatest risk. The result is a structural inspection gap: the areas that most need continuous monitoring are precisely the ones that receive the least frequent attention under conventional inspection programs. The table below maps the inspection limitation by process area type at a typical mid-size U.S. refinery or chemical plant.
| Process Area | Primary Hazard | Typical Human Inspection Interval | Defect Risk Window | Humanoid Robot Capability |
|---|---|---|---|---|
| Pipe rack and overhead piping | Hot surfaces, elevated access, hydrocarbon release | Quarterly to annually | 90–365 days undetected | Daily autonomous walkthroughs with thermal and visual imaging |
| Pressure vessel exteriors | Corrosion under insulation, high-temperature surfaces | Turnaround intervals (3–5 years) | Entire turnaround cycle | Pulsed eddy current and UT thickness screening every shift |
| Rotating equipment areas | Moving machinery, noise, vibration | Weekly operator rounds | 7 days between rounds | Continuous vibration and thermal monitoring between human rounds |
| Confined spaces (pits, sumps) | Oxygen deficiency, toxic atmosphere | Permit-limited; infrequent | Months between entries | Continuous atmospheric monitoring and visual inspection without permit |
| Flare and relief systems | Hydrocarbon atmosphere, heat radiation | Annual or turnaround only | 12+ months | Scheduled robotic inspection with gas detection and thermal imaging |
| Heat exchanger bundles | High pressure, high temperature, fouling | Turnaround inspection | Entire run length | Fouling indicator monitoring and visual tube sheet inspection |
What Humanoid Robots Can Do in a Process Plant That Fixed Sensors and Conventional Robots Cannot
The defining advantage of humanoid (bipedal) robot platforms over fixed sensors and wheeled mobile robots in process plant inspection is their ability to operate in the same physical environment as a human worker — navigating stairs, ladders, grating, and irregular terrain without infrastructure modification. A humanoid robot equipped with iFactory AI's vision and inspection modules operates as a continuous inspection asset across the full physical footprint of the process plant. The capability comparison below maps humanoid robot performance against both fixed sensor networks and wheeled robotic platforms for the core process plant inspection tasks.
Fixed Sensors and Wheeled Robots
- Fixed sensors monitor only the specific point where they are installed — no coverage of unmonitored sections between sensor locations
- Wheeled robots require flat, obstruction-free surfaces — cannot access elevated structures, stairs, or grating without costly infrastructure modification
- No ability to reposition sensor payload to follow a defect indication or investigate a suspicious reading more closely
- Cannot perform the same physical inspection tasks as a human — cannot manipulate insulation, take tactile measurements, or use portable NDT instruments
- Limited to pre-programmed patrol routes — cannot respond adaptively to new inspection directives from the control room
Humanoid Robots with iFactory AI
- Full plant coverage on any walkable surface — stairs, grating, inclined ramps, and irregular process area terrain without modification
- Multi-sensor payload capability — carries visual cameras, thermal imagers, ultrasonic sensors, and gas detectors simultaneously in the same form factor as a human inspector
- Adaptive inspection behavior — iFactory's AI directs the robot to investigate anomaly indications more closely in real time, without waiting for the next scheduled walkthrough
- Defect RCA integration — inspection findings feed directly into iFactory's root cause analysis workflow, linking observed defects to process history, maintenance records, and inspection trends
- Direct integration with iFactory Digital Twin — robot inspection data updates the plant's digital twin continuously, maintaining an always-current asset condition model
Process Industry Quality Inspection Tasks Performed by Humanoid Robots with iFactory AI
iFactory's quality inspection and AI vision modules provide humanoid robot platforms with the analytical capability to perform the full range of process plant inspection tasks that currently require human entry. Each use case below represents a category of inspection work that iFactory's embodied AI platform executes autonomously, with findings logged, trended, and escalated through the iFactory inspection management workflow.
Visual Anomaly Detection and Surface Condition Assessment
iFactory's AI vision module identifies corrosion staining, coating disbondment, mechanical damage, and leak indicators on pipe and vessel surfaces — comparing current observations against baseline imagery to detect progression over time. Defect findings are geotagged to the plant digital twin and escalated by severity.
Thermal Imaging for Hot Spot and Insulation Assessment
Robot-mounted thermal imagers scan insulated piping and vessels for temperature anomalies indicating active corrosion under insulation, refractory damage, or process leak. iFactory's thermal analysis module identifies hot and cold spots against expected surface temperature profiles derived from the process operating conditions in the plant digital twin.
Gas Detection and Atmospheric Monitoring
Multi-gas sensors on the humanoid platform continuously monitor atmospheric hydrocarbon concentration, H2S, and oxygen levels along the inspection route — providing real-time flammable and toxic gas mapping across the plant. iFactory correlates gas detection readings with equipment location data to identify probable leak sources before visible indicators develop.
Vibration and Acoustic Emission Monitoring
Contact vibration sensors and acoustic imagers identify bearing deterioration, cavitation, and structural vibration anomalies in rotating equipment and piping systems. iFactory's predictive maintenance module integrates robot-collected vibration data with continuous online monitoring data to provide a comprehensive asset health picture for every inspected machine.
Instrumentation and Safety System Verification
Humanoid robots perform visual verification of gauge readings, valve positions, and safety device status across the plant — logging deviations from expected states and triggering alerts when instruments show readings inconsistent with the control system data. iFactory cross-references robot-observed gauge readings against DCS process values to identify instrument failures and calibration drift.
How iFactory's Defect Root Cause Analysis Workflow Integrates with Humanoid Robot Inspection Data
Identifying a defect is the first step. Determining why the defect occurred — and what it predicts about future failures — requires connecting inspection findings to process history, maintenance records, material specifications, and industry damage mechanism databases. iFactory's defect RCA workflow automates this connection, reducing the time from defect observation to actionable root cause determination from weeks to hours.
Defect Capture and Classification
When the humanoid robot's AI vision or sensor systems identify an anomaly, iFactory automatically creates a defect record with the observation type, severity rating, location coordinates linked to the digital twin asset model, and the full sensor data package — visual images, thermal data, and instrument readings — captured at the time of detection.
Damage Mechanism Identification
iFactory's RCA engine cross-references the defect characteristics against API 571 damage mechanism categories — correlating observation patterns with the process conditions, fluid chemistry, temperature history, and material of construction to identify the most probable active damage mechanism driving the observed defect.
Process History Correlation
iFactory pulls the process operating history for the equipment location — temperature excursions, pressure cycles, flow upset events, and chemistry deviations — from the plant historian and DCS integration, correlating process history against the defect timeline to identify the operating conditions that initiated or accelerated damage progression.
Maintenance Record Integration
The RCA workflow pulls the complete maintenance history for the defective equipment — inspection records, repair work orders, material certifications, and coating application records — identifying gaps in inspection coverage, deferred maintenance actions, and prior repairs that may have contributed to the current defect condition.
Consequence Assessment and Prioritization
iFactory's risk-based inspection module assigns a risk rank to each defect finding based on the probability of failure (driven by damage mechanism severity and progression rate) and the consequence of failure (driven by fluid inventory, release scenario, and personnel exposure). High-risk findings trigger immediate notification to the plant inspection and operations teams.
Action Planning and Tracking
Each RCA workflow generates a recommended action plan — immediate inspection, fitness-for-service evaluation, run-repair-replace decision, or process modification — that is issued as a work order in iFactory's maintenance system with a target completion date, responsible party, and follow-up inspection requirement linked to the original defect record.
iFactory Modules That Power Humanoid Robot Inspection in Process Plants
iFactory's humanoid robot inspection capability is not a standalone product — it is the operational layer that connects the robot's physical inspection capability to the plant's full management system. The modules below describe the specific iFactory capabilities that integrate with humanoid robot platforms to deliver continuous quality inspection, automated RCA, and safety monitoring for process plants.
AI Vision Camera — Real-Time Visual Inspection
iFactory's AI Vision module processes the humanoid robot's camera feeds in real time, applying trained defect detection models to identify surface anomalies, coating failure, corrosion indicators, and mechanical damage — with findings logged automatically to the inspection record without manual review of raw video footage.
Robotics AI — Autonomous Navigation and Task Execution
iFactory's Robotics AI module manages the humanoid robot's inspection route planning, adaptive navigation in dynamic plant environments, and real-time task prioritization — directing the robot to investigate anomaly indications, adjust the inspection sequence based on risk priority, and return to base for battery charging and data offload without human intervention.
Digital Twin AI — Asset Condition Synchronization
Every inspection finding from the humanoid robot updates the iFactory Digital Twin — the continuously maintained virtual model of the plant's physical assets. The digital twin integrates robot inspection data with process historian data, maintenance records, and sensor data to provide a complete, always-current asset condition model for inspection planning and risk assessment.
Inspection Management — Workflow and Compliance Tracking
iFactory's Inspection Management module manages the full inspection workflow — scheduling robot inspection routes, tracking inspection completion against the plant's API 510/570/653 inspection program, issuing defect notifications and work orders, and maintaining the inspection documentation required for regulatory compliance and insurance underwriting.
EHS Management — Safety Monitoring and Incident Prevention
iFactory's EHS module integrates humanoid robot safety monitoring data — atmospheric readings, thermal anomalies, and equipment condition indicators — into the plant's safety management system, providing real-time hazard visibility across process areas and triggering EHS alerts when conditions approach action thresholds before a reportable incident occurs.
Predictive Maintenance — Defect Progression Modeling
iFactory's predictive maintenance module uses the time-series inspection data collected by humanoid robots — corrosion measurements, vibration trends, thermal profiles — to model defect progression rates and predict the remaining service life of inspected equipment, enabling inspection intervals to be optimized based on actual asset condition rather than fixed calendar schedules.
Reducing Worker Exposure in Hazardous Process Areas — The Safety Case for Humanoid Robot Inspection
The EHS business case for humanoid robot inspection in process plants is direct: every hour a robot performs inspection work in a hazardous area is an hour a human worker is not exposed to the same hazards. The safety impact accumulates across every inspection task, every confined space approach, every hot permit walkthrough, and every after-dark equipment check that a humanoid robot performs in place of a human inspector.
Deploy Humanoid Robot Inspection at Your Process Plant
iFactory's AI Vision, Robotics AI, and Digital Twin modules integrate with humanoid robot platforms to deliver autonomous inspection, automated defect RCA, and continuous safety monitoring across your process plant. Book a demo to see the system running on a live plant environment today.
What Process Plant Inspection Engineers Say About Humanoid Robot Integration
I spent fifteen years as a fixed equipment inspection engineer at refineries in the Gulf Coast and the Midwest before moving into inspection technology development, and the limitation I kept running into was not technical — it was access. We had excellent inspection tools: phased array ultrasonic, pulsed eddy current, digital radiography. The tools could detect corrosion under insulation at its earliest stage, measure remaining wall thickness to half a millimeter, and characterize crack-like flaws with precision that older techniques could not approach. But getting those tools to the equipment that needed them most — the flanges at the top of the crude unit, the heat exchanger heads in the restricted access bay, the overhead condensers on the delayed coker — required planning a scaffolding or man-lift operation that cost $8,000 to $15,000 before the first inspection measurement was taken. So instead of inspecting those components when the inspection data said they should be inspected, we inspected them when the access budget allowed it. That is the gap that humanoid robots close. A bipedal robot platform carrying the same sensor payload as my inspection crew can walk up the same stairs my crew used, access the same platforms and working levels, and position the sensor against the same pipe and vessel surfaces — without the scaffold. iFactory's platform connects the robot's data collection to the inspection management and RCA workflow so the findings do not just sit in a camera file somewhere. They go directly into the inspection record, trigger the damage mechanism analysis, and generate the work order for follow-up. That integration is the difference between a robot that takes pictures and a robot that does inspection work. The picture-taking part is almost trivially easy to implement. The inspection work part requires the data infrastructure that iFactory provides.
— Fixed Equipment Inspection Engineer, U.S. Gulf Coast Refining and Petrochemical — 15 Years Process Plant Inspection — API 510 Pressure Vessel Inspector — API 570 Piping Inspector — ASNT Level III UT and RTDeploying iFactory's Humanoid Robot Inspection Program at a Process Plant — The Four-Phase Approach
Process plants deploying humanoid robot inspection for the first time follow iFactory's four-phase implementation pathway — moving from initial plant characterization and digital twin build through robot integration, AI model training, and full operational deployment. The typical timeline from contract to full operational capability at a mid-size refinery or chemical plant is 12 to 18 weeks.
Phase 1 — Plant Characterization and Digital Twin Build (Weeks 1–4)
iFactory's implementation team works with the plant's inspection department to characterize the physical asset inventory, define the inspection scope, and build the iFactory Digital Twin from existing P&IDs, inspection records, and process data. Inspection priority areas are identified based on process hazard, equipment criticality, and current inspection history gaps.
Phase 2 — Robot Integration and Route Programming (Weeks 4–8)
The humanoid robot platform is integrated with iFactory's Robotics AI and AI Vision modules. Inspection routes are programmed for each priority process area, sensor packages are configured, and the robot's navigation model is trained on the plant's physical environment using the digital twin as the reference geometry. Initial robot walkthroughs are performed with iFactory engineers and plant inspection staff to validate route coverage and sensor performance.
Phase 3 — AI Model Training and RCA Workflow Configuration (Weeks 8–14)
iFactory's AI vision models are trained on plant-specific defect imagery and baseline equipment conditions from the initial robot walkthroughs. The defect RCA workflow is configured with the plant's process history integration, damage mechanism library, and API 571 damage mechanism mappings. The inspection management module is populated with the plant's existing inspection program requirements and compliance tracking data.
Phase 4 — Operational Deployment and Team Integration (Weeks 14–18)
The humanoid robot inspection program goes live with full autonomous operation — scheduled inspection routes, real-time defect detection and RCA, digital twin synchronization, and EHS monitoring active across all configured process areas. Plant inspection and operations teams complete iFactory platform training. Book a Demo to receive a site-specific implementation timeline and scope estimate for your plant.
Common Questions About Humanoid Robots for Process Plant Quality Inspection and Safety
Humanoid Robots in Process Plants — The Inspection Program of the Next Decade Is Already Available
The process plant inspection challenge has not fundamentally changed in fifty years: the areas that need the most frequent inspection are the areas that are hardest and most hazardous for human workers to access. What has changed is the technology available to address that challenge. Humanoid robot platforms, equipped with iFactory AI's vision, robotics, and digital twin modules, can walk the same routes human inspectors walk — carrying the same sensors, performing the same inspection tasks, and logging findings to the same inspection management system — without the access constraints, the exposure risks, or the permit costs that limit conventional human inspection programs.
The result is a process plant that is inspected more frequently, more consistently, and more safely — with every inspection finding connected to the plant's defect RCA workflow, predictive maintenance program, and EHS management system through iFactory's integrated platform. The 70% reduction in hazardous area human exposure, the 92% defect detection accuracy, and the 40% acceleration in root cause identification that iFactory-integrated humanoid robot programs deliver are not projections. They reflect the performance of AI-powered inspection systems operating in active process plant environments today. Book a Demo to see how iFactory's platform integrates with humanoid robot inspection for your process plant's quality inspection, defect RCA, and safety monitoring program.
Make Your Process Plant Safer with Humanoid Robot Inspection
Continuous inspection. Automated defect RCA. Real-time safety monitoring. iFactory's humanoid robot inspection platform covers every process area your human team can't reach daily — without permits, without exposure, without gaps. Book a Demo and see it running on a live plant today.