Every degree of uncertainty in your production environment carries a price tag. When a bearing runs 12°C hotter than its threshold for six hours before a maintenance crew notices, the subsequent failure rarely costs less than $80,000 in unplanned downtime — and that figure climbs steeply in food processing, pharmaceutical, or high-throughput metal forming operations. The sensor sitting on that bearing isn't a commodity. It's the difference between a scheduled 45-minute part swap and a 14-hour production halt. Manufacturers still guessing which temperature sensor belongs where — RTD, thermocouple, or thermistor — are leaving both money and machine lifespan on the table. This guide closes that gap.
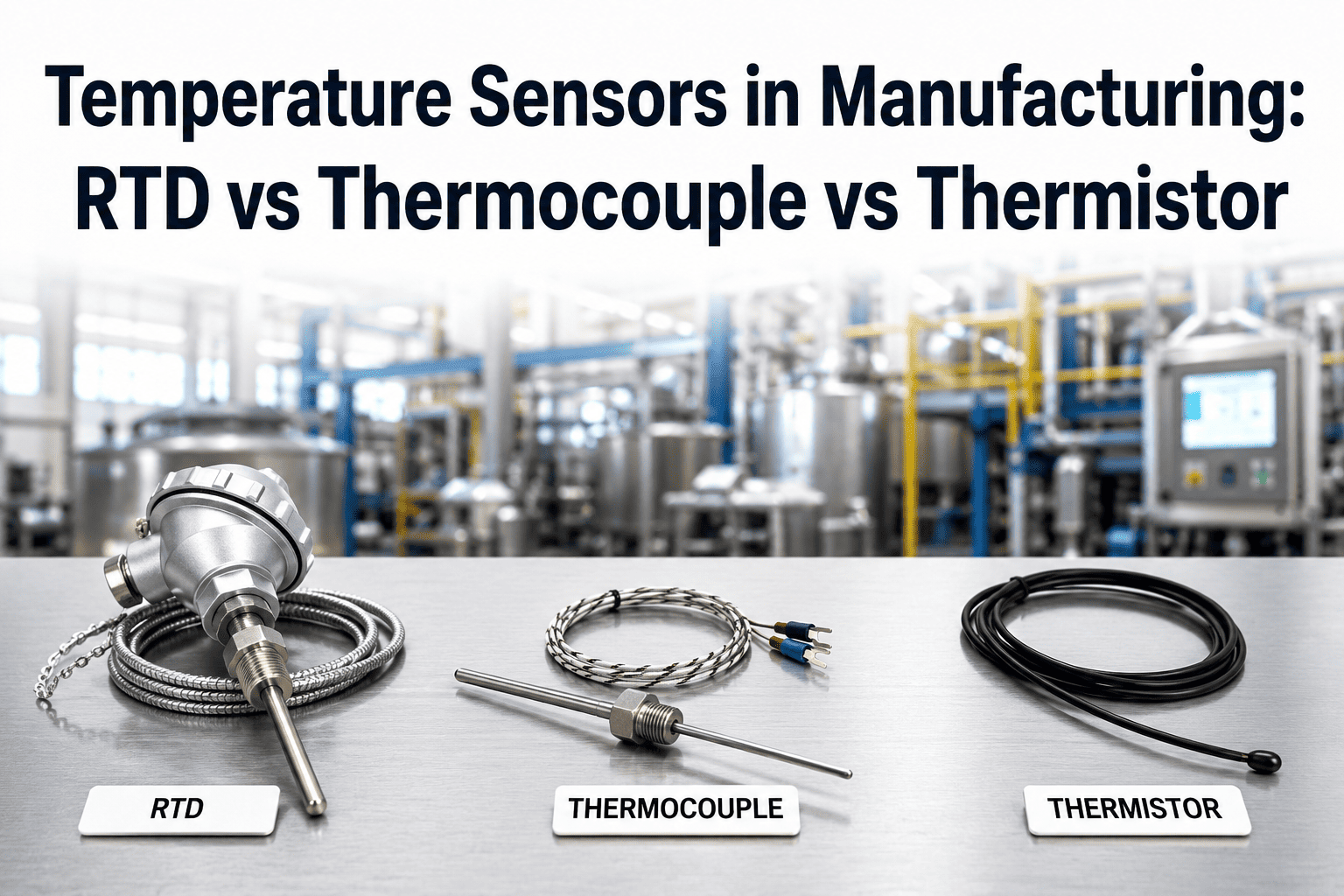
Industrial temperature monitoring is not a single solution. It is a decision matrix. The three dominant sensor families — Resistance Temperature Detectors (RTDs), thermocouples, and thermistors — each occupy a distinct performance envelope. Deploying the wrong type produces noisy, inaccurate, or delayed data that corrupts AI model training and generates false alerts. Understanding the technical profile of each sensor type is prerequisite knowledge for any IIoT sensor integration strategy.
Talk to a Sensor Integration Specialist →- Accuracy: ±0.1°C to ±0.5°C
- Range: −200°C to +850°C
- Output: Resistance (Ohms)
- Most common: PT100, PT1000
- Response time: Moderate (1–10 s)
- Cost: Moderate to high ($30–$120)
- Accuracy: ±1°C to ±2.2°C
- Range: −200°C to +1,750°C
- Output: Millivolt (mV)
- Types: J, K, T, E, N, R, S, B
- Response time: Fast (0.1–10 s)
- Cost: Low to moderate ($5–$60)
- Accuracy: ±0.05°C to ±0.2°C
- Range: −55°C to +150°C
- Output: Resistance (Ohms, nonlinear)
- Types: NTC (most common), PTC
- Response time: Very fast (0.12–10 s)
- Cost: Low ($1–$20)
No single sensor type wins across all manufacturing environments. The correct selection depends on four variables: required accuracy, operating temperature range, response speed requirements, and total installed cost per monitoring point. The table below consolidates these variables into an actionable reference.
| Criteria | RTD (PT100) | Thermocouple (Type K) | Thermistor (NTC) |
|---|---|---|---|
| Accuracy | ★★★★★ — ±0.1–0.5°C | ★★★☆☆ — ±1–2.2°C | ★★★★★ — ±0.05–0.2°C |
| Temperature Range | ★★★★☆ — up to 850°C | ★★★★★ — up to 1,750°C | ★★☆☆☆ — up to 150°C |
| Response Speed | ★★★☆☆ — Moderate | ★★★★☆ — Fast | ★★★★★ — Very Fast |
| Long-Term Stability | ★★★★★ — Excellent | ★★★☆☆ — Moderate (drift over time) | ★★★☆☆ — Good in narrow range |
| Installed Cost/Point | $$$ — $30–$120 | $ — $5–$60 | $ — $1–$20 |
| Linearity | Near-linear — easier signal conditioning | Near-linear — standardised lookup tables | Highly nonlinear — requires compensation |
| Recommended Use | Bearings, windings, process control | Furnaces, kilns, exhaust, extreme heat | HVAC, coolant loops, battery bays |
Accurate thermal data feeds AI models that predict bearing, winding, and coolant failures 14–21 days in advance. A single avoided unplanned event on a critical line typically recovers the full sensor deployment cost within weeks.
iFactory's IoT Sensor Integration layer converts validated temperature data into auto-generated CMMS work orders — eliminating manual inspection rounds and reducing maintenance labour overhead by 20–35% across monitored assets.
Start with 10–20 critical assets. Validated savings from Phase 1 fund Phase 2 expansion. Manufacturers following the phased roadmap achieve 10–30× return on total sensor and platform investment within 12–18 months.
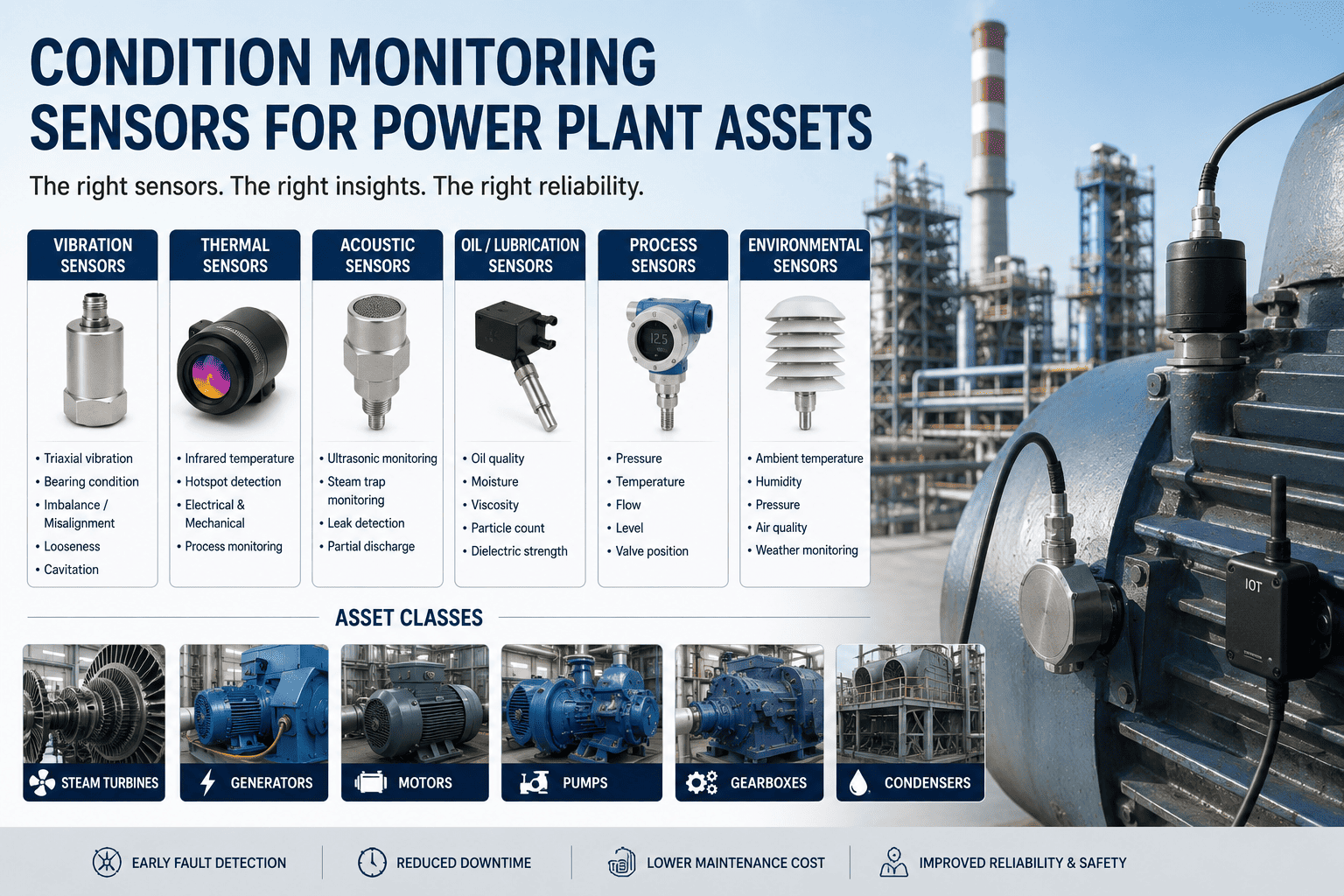
PT100 RTDs embedded in motor stator windings provide the accuracy required for winding temperature monitoring under variable load conditions. Bearing housings on gearboxes, pumps, and compressors benefit from RTD precision because thermal rise curves are narrow — a 5°C differential between normal and fault conditions is meaningful, and thermocouple accuracy of ±2°C would obscure it. iFactory ingests PT100 data via standard 4–20mA or Modbus RTU interfaces with no additional hardware.
Type K thermocouples handle the extreme ranges that RTDs cannot reach. In heat treatment furnaces, annealing ovens, and kiln chambers operating above 800°C, thermocouples are the only practical option. Type J suits reducing atmospheres; Type K covers general-purpose high-temperature monitoring. Thermocouple drift over time is a known limitation — iFactory's platform flags statistical deviation from asset-specific baselines, enabling calibration scheduling before drift corrupts process data.
NTC thermistors excel in applications requiring very fast response within a narrow temperature band. Facility HVAC monitoring, coolant circuit supervision, and battery management systems in electrified manufacturing environments all benefit from thermistor sensitivity. The nonlinear resistance-temperature curve requires linearisation — either via hardware signal conditioning or software compensation in the IIoT gateway — both of which iFactory's integration layer handles natively.
Modern manufacturing lines rarely require a single sensor type. A food processing line might deploy PT100 RTDs on CIP sterilisation circuits (precision required), Type K thermocouples on oven zones (extreme range), and NTC thermistors on ambient HVAC monitoring (fast response, low cost). iFactory's platform normalises data from all three types into a unified asset health layer — no separate dashboards, no manual data reconciliation between systems.

.png)