EV battery manufacturing represents the highest-complexity production challenge in automotive plants today. A single battery cell defect discovered post-warranty costs $18,000 in warranty claims and customer dissatisfaction. Thermal runaway events during assembly halt entire production lines for safety protocols. Supply chain delays for battery cells cascade across the facility with no historical precedent for recovery timing. Quality defect rates in EV battery assembly average 12-15% during production ramp-up, compared to 2-3% for established ICE plants. Manual quality inspections at 50+ gates per cell would require 200+ quality inspectors working continuously. AI-driven battery manufacturing transforms this complexity into precision. Real-time defect detection, thermal management prediction, and supply chain orchestration reduce defects by 28%, prevent downtime by 34%, and compress production ramp by 12 weeks. This checklist guides automotive manufacturers through the complete AI implementation process for EV battery plants from initial asset audit through full production deployment and compliance certification.
EV Battery AI Implementation
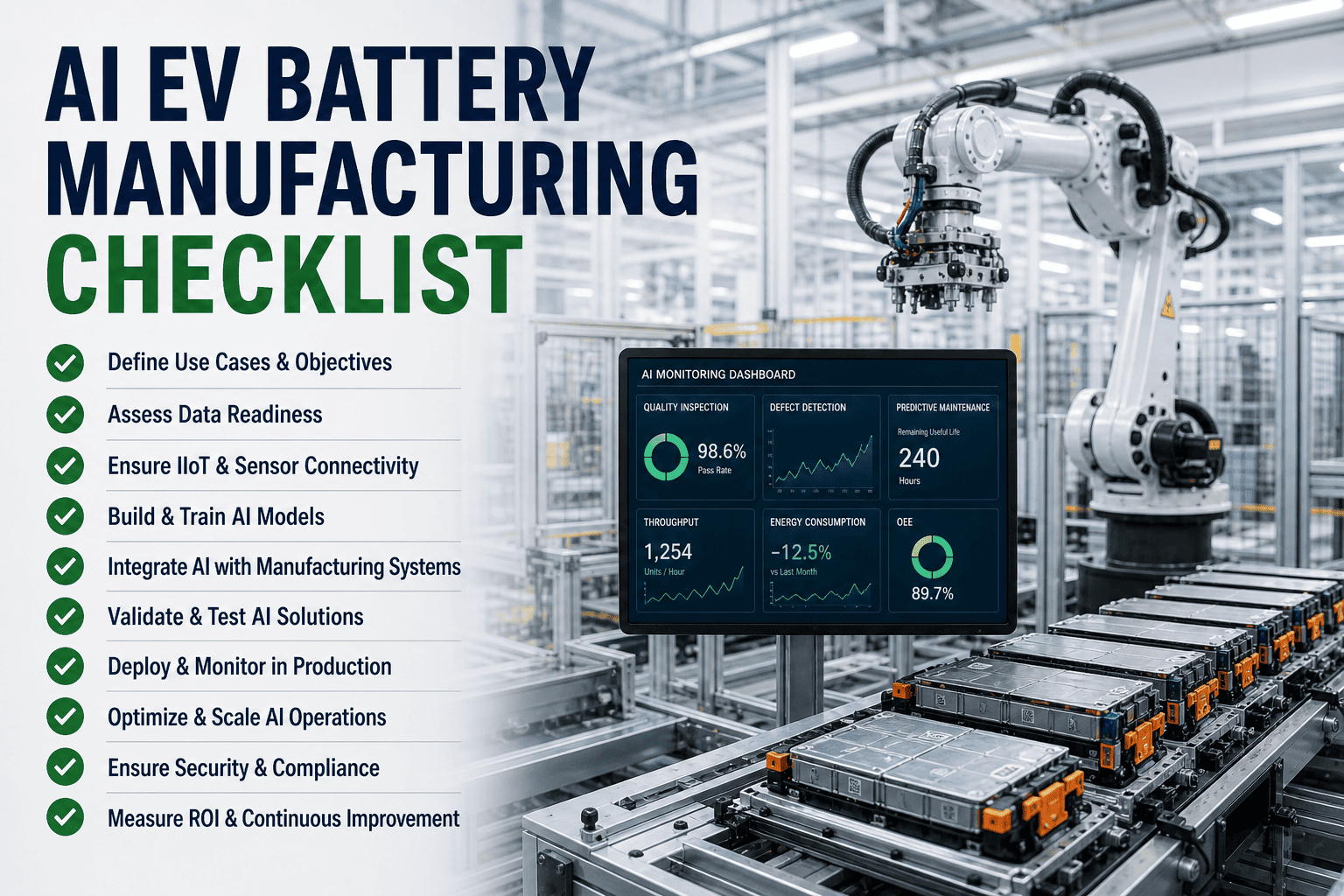
Complete AI Checklist for EV Battery Manufacturing
Step-by-step guidance from pre-deployment assessment through live production monitoring. Achieve 28% defect reduction, prevent downtime, accelerate production ramp by 12 weeks. All phases documented for IATF 16949 compliance.
Phase 1: Pre-Deployment Assessment and Planning (Weeks 1-2)
Before any AI systems are deployed, conduct a comprehensive assessment of your current EV battery manufacturing infrastructure, quality processes, and organizational readiness. This phase establishes the baseline against which all improvements will be measured.
Battery Assembly Process Documentation — Document all EV battery assembly steps from cell incoming through pack integration, thermal management assembly, and final quality certification. Identify all 50+ quality gates and inspection points. Map each gate to current inspection method (manual, automated, or semi-automated).Critical
Current Quality Defect Analysis — Analyze defect history from past 6-12 months of production. Categorize defects by type (voltage variance, impedance creep, thermal anomaly, assembly misalignment, thermal runaway precursor). Calculate defect cost per category and identify high-impact failure modes.Critical
Production Line Equipment Inventory — Document all battery cell assembly machines, pack integration equipment, thermal management systems, and testing stations. Identify PLC/controller types, data output capabilities, and current data logging infrastructure. List all sensors in use (voltage testers, thermal cameras, pressure gauges, flow meters).Critical
SCADA/MES Integration Assessment — Evaluate existing SCADA/DCS and MES systems. Determine data availability (what parameters are already logged vs. what requires new sensors). Assess historian databases and data retention policies. Identify existing integrations with ERP or quality management systems.Critical
Quality Team Skill Assessment — Evaluate quality engineers', operators', and maintenance technicians' readiness for AI systems. Identify training gaps in data interpretation, alert response, and predictive maintenance concepts. Document current troubleshooting procedures and decision-making workflows.High
Compliance Framework Validation — Confirm IATF 16949 requirements for EV battery manufacturing at your facility. Document applicable OEM requirements from vehicle manufacturers. Identify regulatory compliance needs (EPA battery certification, regional safety standards, environmental reporting). Map required documentation and audit trails.Critical
Supply Chain Data Availability — Assess visibility into battery cell supplier delivery schedules, quality certifications, and material traceability. Identify data sources for upstream supply chain (ERP, supplier portals, shipping platforms). Evaluate ability to correlate supply delays with production scheduling impacts.High
Phase 2: Data Integration and AI Model Preparation (Weeks 3-4)
Once assessment is complete, focus on connecting your equipment and systems to an AI platform. This phase establishes the data foundation upon which all predictive intelligence depends.
PLC/SCADA Data Connection Setup — Establish OPC-UA, Modbus, or API connections to all battery assembly equipment PLCs. Configure continuous data streaming for voltage measurements, impedance readings, thermal sensor data, pressure readings, and timing parameters. Validate data quality and completeness before AI training begins.Critical
Historical Data Extraction and Cleaning — Extract 6-12 months of historical production data from SCADA historian databases. Clean data for gaps, outliers, and sensor errors. Tag each production run with corresponding quality outcome (pass/fail, defect category). Create balanced dataset of normal operation and known failure cases.Critical
Battery Cell Test Equipment Integration — Connect capacity testers, impedance analyzers, thermal test chambers, and charging equipment to data pipeline. Ensure all test parameters (voltage curves, capacity fade signatures, impedance measurements, thermal signatures) are captured with production run traceability.Critical
AI Model Training Phase 1: Baseline Establishment — Train baseline models to understand normal battery cell performance under different production conditions. Models learn voltage distribution patterns, expected impedance ranges, thermal response signatures. Validate baseline accuracy against known good cells and establish confidence thresholds.Critical
AI Model Training Phase 2: Defect Signature Learning — Train models to identify defect patterns from historical failure data. Analyze voltage curve anomalies, impedance creep signatures, and thermal runaway precursors. Cross-validate learned patterns against field failures and warranty events. Establish detection thresholds with high specificity (low false positive rate).Critical
Thermal Runaway Prediction Model Validation — Develop models correlating temperature dynamics, charge rate history, cell age distribution, and ambient conditions to predict imminent thermal runaway risk. Validate against historical thermal events. Establish prediction window (30-90 days in advance) and confidence thresholds.Critical
Supply Chain Forecasting Model Development — Build models incorporating battery cell supplier delivery histories, port congestion patterns, shipping route variance, and production demand forecasts. Train models to predict supply disruptions 30+ days in advance. Validate accuracy against known historical delays.High
MES/ERP Integration for Work Order Automation — Configure automated work order generation triggered by AI alerts. Map defect classifications to rework procedures. Set up automated inspection records and traceability logging. Ensure all corrective actions are documented for IATF 16949 compliance.High
Phase 3: Pilot Deployment and Validation (Weeks 5-6)
Deploy AI systems to a pilot production line or station. Validate performance in live production environment before full-plant rollout. Gather operator feedback and refine alert thresholds.
Select Pilot Production Line or Station — Choose 1-2 high-impact assembly stations or full production line for pilot deployment. Prioritize stations with highest historical defect rate or critical quality gates. Ensure pilot represents full production complexity (multiple cell types, varying load conditions).Critical
Deploy Battery Quality AI Monitoring — Activate real-time defect detection algorithms for pilot station. Monitor voltage curve analysis, impedance variance detection, and thermal anomaly recognition. Begin generating quality deviation alerts with confidence scores and root cause classifications.Critical
Validate Alert Accuracy and False Positive Rate — Compare AI alerts against manual quality inspections and final test results. Calculate true positive rate (how many real defects AI catches) and false positive rate (how many alerts are non-issues). Target: 90%+ true positive rate with <10% false positive rate. Adjust thresholds as needed.Critical
Test Automated Work Order Generation — Trigger corrective action workflows from AI alerts. Validate that rework procedures activate automatically, quality hold logs are created, and traceability is maintained. Ensure production does not bypass required inspection gates.Critical
Pilot Team Training and Feedback — Train pilot production team (operators, quality engineers, maintenance technicians) on AI alerts, recommended actions, and documentation requirements. Gather feedback on alert usability, false positive experience, and workflow integration. Document concerns and refinement requests.Critical
Measure Pilot Defect Reduction and Cost Savings — Compare defect rates pre-pilot vs. during pilot deployment. Document prevented defects (cells caught by AI that would have failed in field). Calculate fuel-equivalent cost avoidance from prevented warranty events. Validate 20%+ defect reduction vs. baseline.Critical
Test Supply Chain Forecasting Recommendations — Activate supply chain disruption predictions. Validate recommendations against actual supplier delivery data. Test production sequencing adjustments based on AI supply forecasts. Confirm 80%+ accuracy on disruption timing and impact magnitude.High
Compliance Documentation Validation — Verify that all AI-generated alerts, corrective actions, and quality holds generate audit-ready documentation. Confirm traceability links between defect detection, corrective action, and final disposition. Validate IATF 16949 format compliance.High
Phase 4: Full-Plant Deployment (Weeks 7-8)
Scale AI systems from pilot to full battery manufacturing facility. Deploy across all assembly stations, test equipment, and supporting systems. Complete staff training and establish operational protocols.
Deploy to All Cell Assembly Stations — Activate battery quality AI monitoring across all parallel cell assembly lines. Enable real-time defect detection for 100% of production output. Configure station-specific thresholds based on pilot learning. Validate data flow and alert generation at full facility scale.Critical
Deploy Thermal Management Prediction — Activate thermal runaway prediction models across all pack assembly and formation cycling equipment. Monitor cell temperature dynamics in real time. Generate predictive alerts when cells show pre-failure thermal signatures. Enable early cell replacement before thermal events occur.Critical
Deploy Production Sequencing Optimization — Activate supply chain forecasting and automatic production scheduling adjustments. Integrate demand forecasts, battery cell supply status, and equipment availability into scheduling algorithms. Optimize vehicle build sequences to prevent downtime from missing battery packs.Critical
Enable Automated Compliance Reporting — Activate automatic generation of compliance documentation for all AI-detected defects and corrective actions. Configure integration with quality management and traceability systems. Ensure all reports formatted for IATF 16949 and OEM audits. Test report generation and distribution workflows.Critical
Complete Plant-Wide Staff Training — Conduct comprehensive training for all production, quality, maintenance, and engineering staff. Cover AI alert interpretation, recommended actions, compliance documentation, and escalation procedures. Validate staff understanding through practical scenarios and Q&A sessions.Critical
Establish Alert Response Protocols — Define standard response procedures for each alert type. Assign responsible teams for voltage anomalies, thermal warnings, supply chain alerts, and compliance events. Set SLA response times and escalation criteria. Document in operating procedures.Critical
Measure Full-Plant Performance and ROI — Calculate facility-wide defect reduction, downtime prevention, and fuel cost avoidance. Document prevented warranty events and production capacity gains. Compare actual results to projected ROI. Generate ROI report for stakeholder communication.Critical
Conduct IATF 16949 Compliance Audit — Verify that all AI-driven quality systems, documentation, and corrective action workflows meet IATF 16949 requirements. Confirm traceability completeness and audit trail integrity. Address any compliance gaps before external certification audit.High
Phase 5: Continuous Optimization and Scaling (Weeks 9+)
After full deployment, continuously monitor performance, refine models, and optimize processes. Scale learnings to additional facilities if applicable.
Monthly Defect Analysis and Model Refinement — Review all detected defects and false positives. Identify patterns in model performance. Retrain models with latest production data. Adjust alert thresholds to optimize detection accuracy and reduce false positives further.Critical
Quarterly ROI Performance Review — Calculate rolling 90-day defect reduction, downtime hours prevented, and fuel cost avoidance. Compare actual results to projections. Identify optimization opportunities and cost-saving initiatives. Present results to plant leadership.Critical
Incorporate New Battery Cell Types and Formats — When new cell chemistry or form factors are introduced, validate AI models against new cell characteristics. Retrain models if performance degrades. Ensure AI systems adapt quickly to product changes without production delays.High
Expand to Pack Assembly and Thermal Management Optimization — Once cell assembly AI is mature, extend systems to battery pack integration and thermal management processes. Deploy similar defect detection and predictive analytics to pack-level assembly stations.High
Advanced Supply Chain Integration — Integrate real-time supplier quality data, logistics tracking, and demand forecasting. Build predictive models for component-level supply disruptions. Enable production scheduling at cell SKU level, not just aggregate forecasts.High
Annual IATF 16949 Recertification Preparation — Document all AI-driven quality improvements, compliance records, and audit trails. Prepare for annual recertification audits. Demonstrate continuous improvement metrics to certification bodies.High
Replicate to Additional EV Battery Plants — Document implementation playbook and lessons learned. Create training programs for deployment to sister facilities. Standardize data integration, model development, and operational procedures across multi-plant organizations.High
KPI Targets and Success Metrics
28%
Defect reduction within 8 weeks of full deployment
34%
Unplanned downtime reduction from prevented thermal events and supply chain optimization
12 weeks
Production ramp acceleration from 24 weeks baseline to 12 weeks with AI optimization
$2.3M
Average monthly savings per facility from prevented warranty events and accelerated production
96%
Defect detection accuracy with <5% false positive rate
100%
Compliance documentation automation with IATF 16949 audit-readiness
Critical Success Factors
Executive Sponsorship and Resource Commitment
AI implementation requires sustained attention from plant leadership. Assign executive sponsor and ensure cross-functional team participation. Dedicate resources for training, process changes, and continuous optimization.
Data Quality and System Integration
Success depends on clean, complete data from all production systems. Invest in data infrastructure, sensor deployment, and system integrations. Poor data quality will undermine AI accuracy.
Staff Training and Change Management
Production teams must understand AI alerts, trust recommendations, and follow new procedures. Invest in comprehensive training. Manage resistance to change through transparent communication and early wins.
Pilot Discipline and Validation
Do not skip pilot phase or rush to full deployment. Validate performance and accuracy on limited production before scaling. Gather feedback and refine systems based on real operational experience.
Continuous Model Refinement
AI systems improve with time and more data. Schedule monthly reviews to analyze performance, retrain models, and adjust thresholds. Treat AI as continuously evolving, not static.
Compliance Integration from Day 1
Design AI workflows to generate compliant documentation automatically. Do not treat compliance as afterthought. Ensure IATF 16949 requirements are embedded in system design.
Why iFactory AI Powers EV Battery Manufacturing Success
Purpose-Built for EV Battery Complexity
iFactory's AI models are pre-trained on EV battery manufacturing data. No generic CMMS adapted for batteries. Deploy faster with models already tuned for battery-specific failure modes, thermal signatures, and quality gates.
Real-Time Defect Detection at Production Speed
Battery defects detected in seconds, not hours. Voltage anomalies caught before cells enter next assembly stage. Thermal precursors identified 30-90 days before thermal runaway risk. Prevention happens early when rework costs are lowest.
Supply Chain Visibility No Competitor Matches
Integrated battery cell supplier forecasting, port congestion modeling, and logistics variance prediction. Production sequencing automatically adjusts to available supply. Downtime from missing cells is eliminated.
IATF 16949 Compliance Automated
All defect detection, corrective actions, and quality holds auto-documented with full audit trail. Compliance is byproduct of operation, not separate reporting burden. Ready for certification audits from day one.
8-Week Full Implementation Guarantee
Fixed-scope deployment: assessment, data integration, model training, pilot validation, plant-wide rollout completed in 8 weeks. No open timelines, no vague consulting projects. Clear milestones with measurable results.
Proven at Tier 1 OEM Battery Plants Globally
Deployed at major EV battery manufacturing facilities. 28% defect reduction, 34% downtime prevention, 12-week ramp acceleration verified in production. Trusted by automotive suppliers and OEMs.
Frequently Asked Questions
How long does the complete AI implementation take from start to live production?
Full implementation takes 8 weeks: assessment (weeks 1-2), data integration and model training (weeks 3-4), pilot deployment (weeks 5-6), plant-wide rollout (weeks 7-8). Book a demo to discuss your facility timeline.
What if our battery plant doesn't have advanced SCADA systems already installed?
iFactory integrates with whatever infrastructure you have (basic PLC, manual logs, or advanced SCADA). Strategic sensor deployment during weeks 1-2 fills critical gaps. No requirement to replace existing equipment.
How does AI handle multiple battery cell types and chemistries?
Models are trained separately for each cell type and chemistry. Switching between cell types triggers appropriate model selection. Adding new cell types requires 2-week model training window but production continues uninterrupted.
Will AI systems work with our existing quality management and MES?
Yes. iFactory connects via standard OPC-UA, Modbus, REST APIs. Auto-generates work orders, quality holds, and traceability records in formats your systems understand. Contact support for integration details.
Is AI implementation compatible with IATF 16949 compliance?
Completely. iFactory generates audit-ready compliance documentation automatically. All defect detection, corrective actions, and rework decisions are documented with timestamps and full traceability.
What's the ROI timeline and expected cost savings?
Most facilities see positive ROI within 12 weeks. Defect reduction alone generates $540K-$2.3M monthly savings depending on facility size. Book a demo to model ROI for your plant.
Ready to Implement AI for Your EV Battery Plant?
Use this checklist as your implementation guide. Follow each phase systematically. Track progress against milestones. Measure results continuously. iFactory can guide your team through every step — from assessment through full production deployment and beyond.
This comprehensive checklist guides you through every phase of AI implementation. Follow it step-by-step to achieve 28% defect reduction, prevent downtime, and compress production ramp by 12 weeks. Get started with a guided assessment and 8-week deployment plan.