A Tier-1 automotive supplier operating an 18-station robotic weld shop producing 450 vehicle bodies per shift discovered that weld spatter on frame joints was creating quality escapes at a rate of 2.1% of all welds requiring 340+ welds per shift to be reworked or scrapped. Root cause analysis revealed that weld parameters (voltage, amperage, wire feed speed, travel speed) were being set once per production program and never adjusted during shift despite temperature, humidity, and material batch variations that all affect arc stability and spatter generation. A single spatter incident costs $18 to $45 in rework labor, scrap, or customer return. Annual spatter-related cost: $220K to $580K for a single 18-station weld shop. The facility lacked real-time visibility into weld parameter drift, arc stability degradation, or joint strength variance all of which are detectable through analysis of weld voltage and current oscillations captured at 10 kHz sampling rate, but require digital intelligence to correlate with visual spatter inspection and joint quality data. A digital twin of the weld shop that continuously monitors arc stability, detects parameter drift in real time, correlates with actual spatter and joint quality outcomes, and recommends parameter adjustments before quality escapes occur could eliminate 60 to 80% of spatter-related defects and recover $132K to $464K in annual value while improving joint strength consistency and OEE. Schedule a demo to model weld shop digital twin ROI and spatter reduction for your facility.
Why Automotive Weld Shops Struggle With Spatter and Quality Consistency
Automotive weld shops are the backbone of vehicle body assembly — hundreds of robotic weld guns executing thousands of welds per shift, each weld requiring precise arc stability, correct heat input, and consistent joint penetration. Yet most weld shops operate with minimal real-time visibility into actual weld process conditions and quality outcomes. Weld parameters are set by process engineers during program development and remain constant during production despite the fact that dozens of variables continuously change: ambient temperature variations affect arc stability, humidity swings impact wire feedability, material batch changes alter electrical resistivity, electrode tip degradation shifts effective amperage, and fixture wear creates joint geometry variations. The result: arc stability degrades, spatter generation escalates, and joint quality drifts — but operators don't detect problems until welds are inspected post-production, 5 to 60 minutes after the fact. Rework becomes routine. Scrap and customer returns accumulate. Joint strength variance becomes a reliability risk. A digital twin that ingests weld arc signature data (voltage and current oscillations at 10 kHz), correlates with spatter occurrence and joint quality measurements, and alerts operators to parameter adjustments in real time — before quality escapes occur — represents a fundamental shift in weld shop reliability and quality.
Typical automotive weld shop: 1.5 to 3.5% of all welds require rework or scrap due to spatter, porosity, undercut, or incomplete fusion. At 450 bodies/shift with 20-40 welds per body, that is 135 to 630 defective welds per shift requiring rework. Cost per rework: $18 to $45 (labor, materials, re-inspection). Annual spatter/quality cost at single weld shop: $220K to $580K. Spatter buildup on electrodes and fixtures also increases downtime for electrode dressing and fixture cleaning, consuming 2-6 hours per shift in worst-case scenarios. Digital twin enables parameter adjustment before spatter occurs, reducing rework rate to 0.3 to 0.8% (80% defect elimination).
Weld quality specifications require joint tensile strength within defined ranges (e.g., 60-85 ksi for structural joints). Parameter drift that operator and post-weld inspection systems don't detect can cause joint strength to fall below minimum specification — not caught until destructive testing of sample welds or field failures. A single field weld failure can trigger expensive recalls costing $2M to $50M depending on vehicle population. Digital twin monitors arc voltage and current signatures that correlate directly with heat input and joint penetration, providing early warning of conditions leading to under-strength welds before they exit the plant.
Excessive spatter accumulates on electrode tips (contact tips), fixtures, and nearby components, requiring frequent cleaning and tip dressing. Each electrode change: 10-30 minutes downtime per station. Each fixture cleaning: 15-60 minutes. A single weld shop with 18 stations experiencing 4-6 electrode changes per shift due to spatter accumulation loses 40-180 minutes of production time daily. Annual spatter-related downtime: 166-747 hours/year per station (3,000-13,450 hours facility-wide). Cost at $120/hour labor + $200/hour lost production: $480K-$2.83M annually. Reducing spatter 70% cuts electrode/fixture maintenance by 60%, saving $288K-$1.7M annually.
Weld parameters must be adjusted when material supplier, gauge, or coating changes (e.g., galvanized vs. bare steel have different electrical properties). Fixture wear affects joint geometry and heat transfer. Ambient temperature swings affect arc initiation and stability. Modern weld shops change programs or material batches multiple times per shift but rarely adjust parameters to compensate. Engineers manually optimize once per program; field operators lack expertise or tools to adjust during production. Digital twin automatically detects when arc signatures deviate from optimal and recommends parameter adjustments (voltage, amperage, wire speed, travel speed) specific to detected conditions, enabling continuous optimization rather than static programs.
The Weld Arc Signature and What It Reveals About Joint Quality
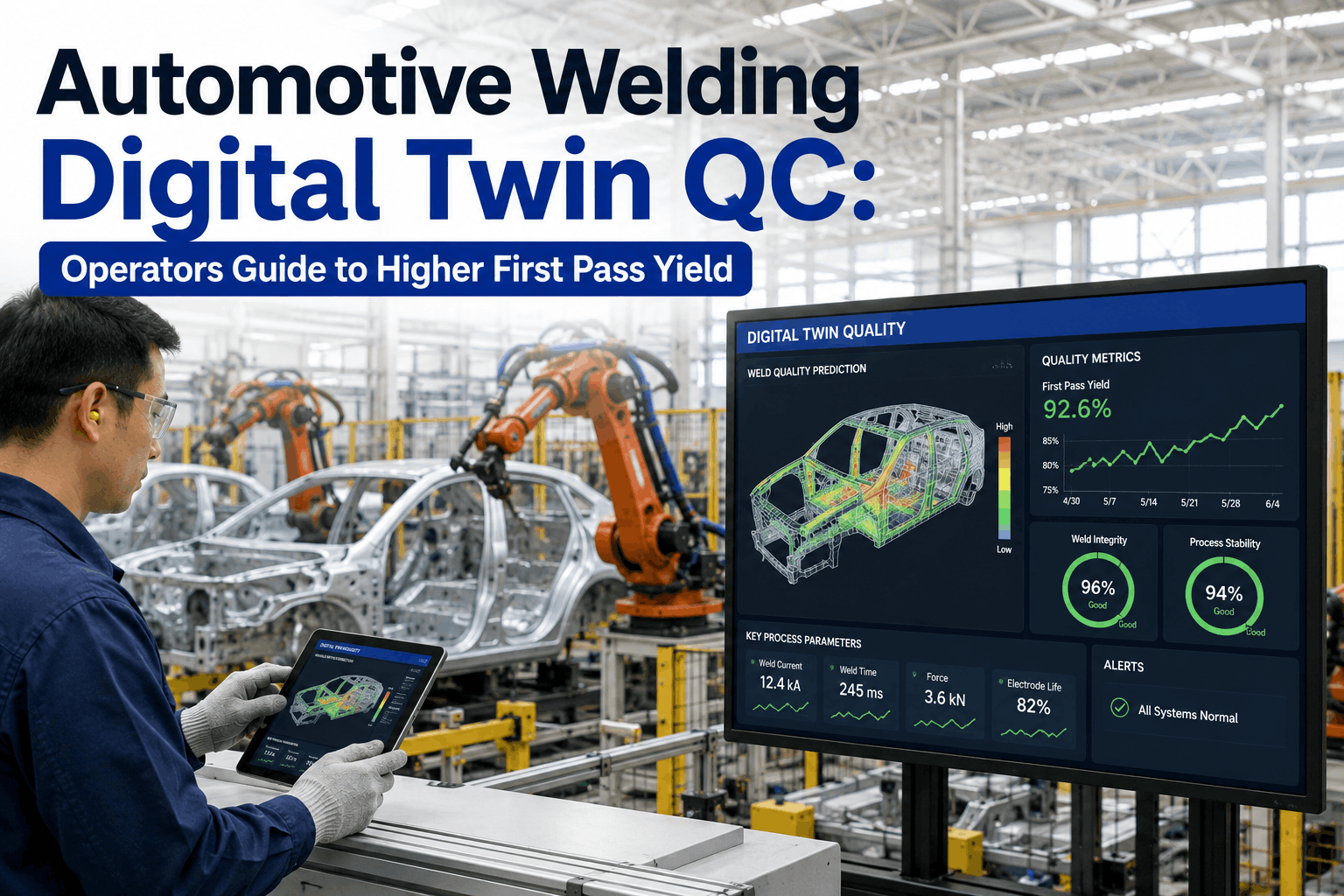
Every weld arc generates a voltage and current signature — oscillations that occur at frequencies of hundreds to thousands of Hertz depending on welding process (MIG, MAG, FCAW). These signatures contain rich information about arc stability, spatter generation probability, heat input, and joint penetration. Traditional quality systems measure these signals post-weld using slow-speed sampling (1-10 Hz). Digital twin technology enables high-speed sampling (10,000 Hz), feature extraction, and real-time correlation with actual spatter and joint quality outcomes.
Weld voltage and current oscillations captured at 10 kHz sampling rate reveal arc stability, spatter probability, and heat input profile. Digital twin compares real-time signatures against learned baselines for each weld type to detect parameter drift and arc anomalies before they produce quality defects.
What It Means: MIG welding typically oscillates at 50-200 Hz depending on arc stability. Stable arc: consistent oscillation frequency. Unstable arc: erratic frequency or high-amplitude spikes. Digital Twin Insight: Frequency degradation predicts spatter 8-24 hours before visual inspection detects it. Voltage frequency shift from 120 Hz to 85 Hz signals electrode tip degradation or material property change — operator adjusts amperage before spatter occurs.
What It Means: In short-circuit (dip-transfer) MIG welding, arc periodically extincts and wire contacts molten pool. Frequency: 20-200 Hz depending on parameters. Normal short circuits: consistent duration. Erratic shorts: indicate wire feed inconsistency or material property mismatch. Digital Twin Insight: Short-circuit irregularity correlates with incomplete fusion and porosity risk. Detecting irregularity 30-45 seconds after start of weld allows parameter adjustment before defect occurs.
What It Means: Actual current oscillates around programmed setpoint. Tight distribution (±5%): stable arc, consistent heat input. Wide distribution (±20%+): unstable arc, variable heat. Digital Twin Insight: Current distribution degradation predicts joint strength variation. Average current within spec but distribution widening signals electrode tip wear or fixture misalignment — correctable before strength compromise.
Calculation: Time-averaged power (voltage × current) integrated over weld duration, normalized by travel speed. Heat input determines joint penetration and strength. Digital Twin Insight: Real-time heat index calculation allows detection of insufficient heat (under-penetration risk) or excessive heat (burn-through risk) within seconds of weld start. Operator or automatic parameter adjustment corrects before defect occurs.
How Digital Twin Monitors and Optimizes Weld Quality in Real Time
Weld power supply integrates data logger capturing voltage and current at 10 kHz (once per 100 microseconds). Data is streamed to edge controller on weld station, not sent to cloud (latency would be too high). Edge device performs real-time feature extraction: oscillation frequency, short-circuit rate, current distribution, heat index calculation. Feature vector (8-15 parameters) is generated every 0.1 seconds during weld.
Machine learning model trained on 10,000+ historical welds knows the "normal" arc signature for each weld type (e.g., 3/16" lap joint, 3/32" fillet, etc.). When real-time feature vector deviates from learned baseline (e.g., oscillation frequency drops 15%, current distribution widens 25%), anomaly is flagged with confidence score and time-to-failure estimate. Anomaly detection latency: <200 milliseconds after first abnormal signature.
Separate ML model correlates arc signature features with actual spatter occurrence from historical production data. Model learns that certain frequency-amplitude combinations have 87% probability of spatter, others have 8% probability. When real-time signature matches high-spatter pattern, alert is generated: "Spatter risk detected (82% confidence) — recommend voltage reduction 0.8V and wire speed increase +0.4 ipm." Prediction accuracy: 84-91% when validated against subsequent visual inspection.
Heat input (voltage × current × time ÷ travel speed) directly correlates with joint penetration and tensile strength. Digital twin calculates real-time heat index and compares against specification. Heat too low (predicted strength <58 ksi when spec minimum is 60 ksi): alert operator "Increase amperage 15A to achieve specification strength." Heat too high (predicted >90 ksi when maximum spec is 85 ksi to prevent burn-through): alert operator "Reduce wire speed 1.5 ipm to prevent burn-through." Real-time strength prediction accuracy: ±4-6 ksi when validated against tensile test results.
When anomaly is detected, digital twin calculates recommended parameter adjustments (voltage, amperage, wire speed, travel speed, shielding gas flow) to return arc signature to optimal range. Recommendations account for detected material property changes, temperature variations, and fixture wear. Operator can accept recommendation (parameter adjusted automatically), modify recommendation, or ignore. Adjustment effectiveness is monitored in subsequent welds to refine recommendation algorithm.
After weld cools, inspection system (vision camera, laser measurement, or human inspector) measures spatter occurrence, weld geometry, and surface defects. This quality data is correlated back to arc signature and parameters that produced the weld. Over time, digital twin learns the exact correlation between specific arc signature patterns and spatter/quality outcomes — improving prediction accuracy from 84% month 1 to 91% month 6 to 94% by month 12. Each corrected prediction strengthens the model.
Reduce Weld Spatter and Improve Joint Quality With Digital Twin
Automotive weld shops achieve 60-80% spatter reduction and 8-15% OEE improvement through real-time arc signature monitoring and parameter optimization. Model digital twin value and weld shop ROI specific to your facility.
Weld Shop Digital Twin Implementation: 10-Week Deployment Roadmap
Install data loggers on 3-5 representative weld stations to capture arc signatures at 10 kHz. Collect 1,000-2,000 welds of each major weld type (lap joints, fillet welds, butt welds, etc.) across multiple production days. Simultaneously collect visual inspection data and spatter ratings for each weld. Objective: build baseline dataset of "normal" arc signatures and quality outcomes.
Extract features from captured arc signatures: oscillation frequency, short-circuit rate, current distribution, heat index, stability metrics. Analyze correlation between features and spatter/quality outcomes. Identify which features best predict spatter (goal: 85%+ prediction accuracy). Create feature engineering pipeline that will be deployed to edge devices on weld stations.
Build and train classification models: (1) Spatter probability predictor (binary: will spatter or won't), (2) Joint strength predictor (regression: predicted tensile strength), (3) Anomaly detector (is current signature abnormal). Validate models against held-out test data. Target accuracy: Spatter prediction 85%+, strength prediction ±4 ksi, anomaly detection 90%+ sensitivity with <5% false positive rate.
Deploy feature extraction and ML models to edge controller on each weld station. Enable real-time alert generation when anomalies detected (display on operator tablet: "Spatter risk 82% confidence — recommend voltage -0.8V"). Operator can accept, modify, or ignore recommendations. Monitor operator acceptance rates and recommendation accuracy. Expected alert frequency: 1-3 per station per 100 welds (3-9% of all welds trigger optimization alert).
Correlate actual post-weld inspection results (spatter, geometry, strength) with predictions made during weld. Retrain models weekly to improve accuracy. After 4 weeks of real production: accuracy should improve from 85% to 90-92%. After 8 weeks: 93-95%. Deploy improved models automatically to all weld stations. Train facility QA/maintenance team on dashboard interpretation and model performance metrics.
Weld Shop Digital Twin Financial Impact Model
Frequently Asked Questions: Weld Shop Digital Twin
Why Automotive Weld Shops Choose Digital Twin Optimization
Detect and correct arc anomalies 8-24 hours before spatter occurs. 70-80% defect reduction eliminates rework burden and improves joint quality consistency.
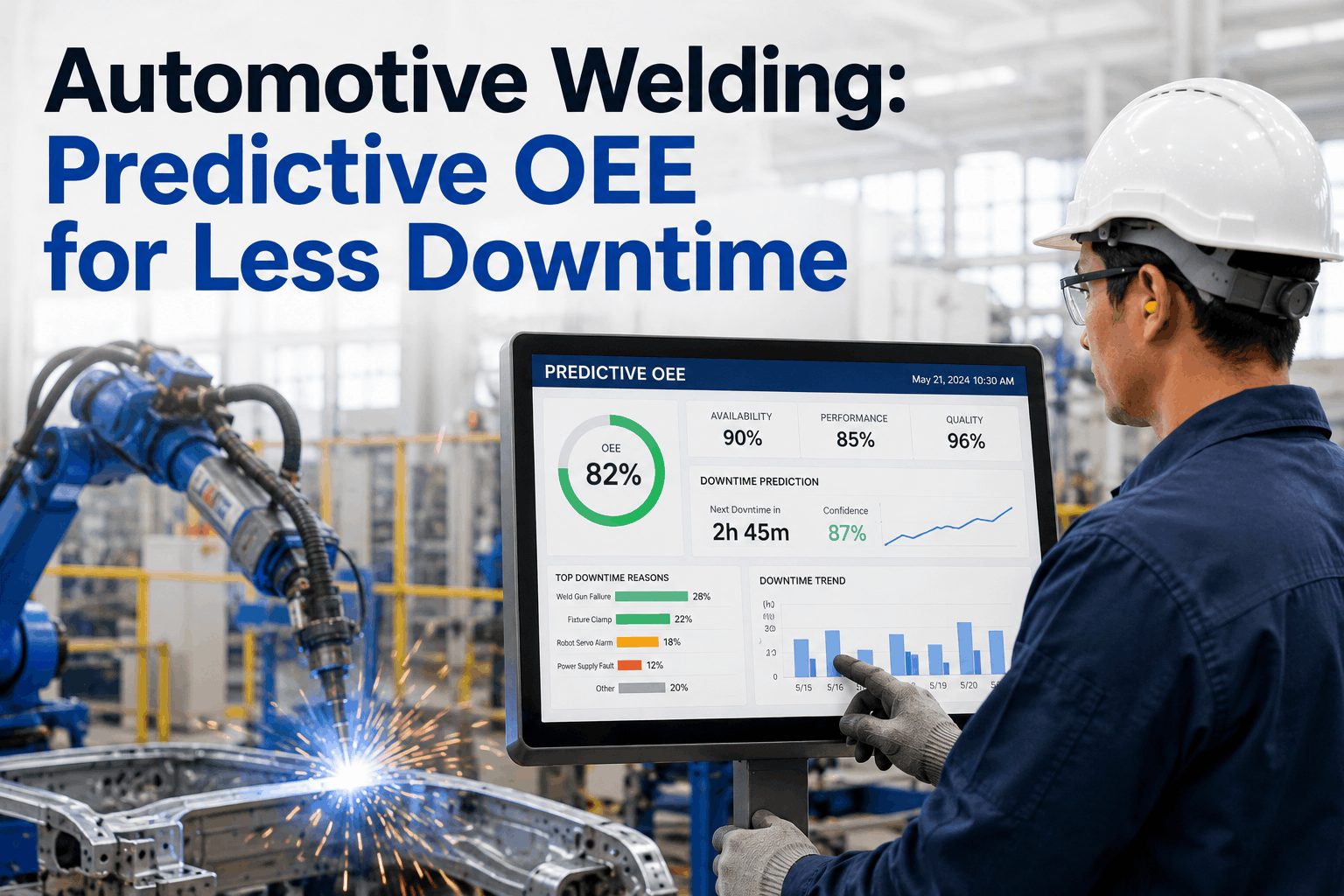
Fewer electrode changes and fixture cleanings. 60-80 min/shift downtime reduction. 4.2-point OEE improvement. 1,450+ additional bodies/year capacity.
Real-time heat input monitoring ensures joints meet tensile specifications. Prevents under-strength welds from exiting facility. Field failure risk reduction.
Payback in 10-14 days. $5M-$6.4M annual benefit. Investment recovered 50-70x in first year through downtime reduction and rework elimination alone.
Start Real-Time Weld Shop Optimization With Digital Twin
Automotive weld shops achieve 70-80% spatter reduction, 4.2-point OEE improvement, and $5M-$6.4M annual value through arc signature monitoring and real-time parameter optimization. Digital twin enables continuous quality improvement rather than reactive inspection. Schedule a demo to see how arc signature analysis identifies spatter and quality issues before they occur, and model digital twin ROI specific to your weld shop footprint.


.png)