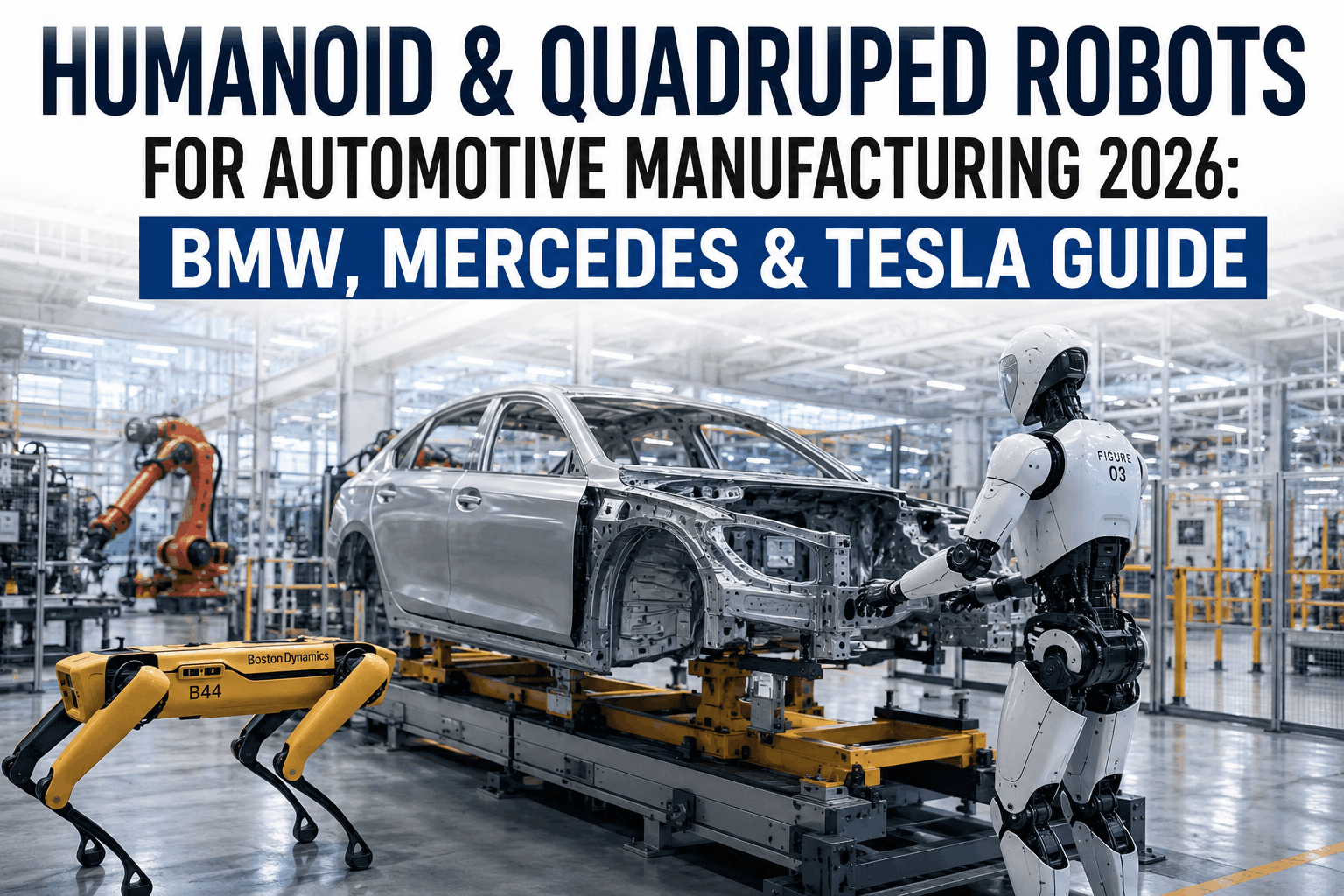
The automotive paint shop is the most chemically hostile, most energy-intensive, and most quality-sensitive zone in any vehicle assembly plant. Phosphating tanks operate at 50°C with aggressive chemical baths. E-coat (KTL) tanks contain electrophoretic paint solutions that coat every surface of the vehicle body through electrodeposition. Topcoat spray booths maintain solvent concentrations that create explosive atmospheres under ATEX/NEC Zone 1 classifications. Human inspection in these environments means VOC exposure, chemical splash risk, and temperature extremes that OSHA regulations strictly limit. Robots — quadrupeds for inspection, humanoids for targeted tasks, and AI vision for quality — are transforming the paint shop from the most inaccessible zone in the plant to one of the most monitored. Book a demo to see how iFactory's on-premise and cloud platforms enable AI automation for automotive paint shops.
The Paint Shop Process: Five Zones, Five Automation Challenges
The automotive paint shop is not a single process — it is a sequence of five chemically and physically distinct zones, each presenting different automation challenges and requiring different robotic and AI capabilities. Understanding this structure is the foundation for any intelligent paint shop automation programme.
Phosphating and E-Coat: Where Predictive Maintenance Has the Highest ROI
Pre-treatment (phosphating) and E-coat tanks are the highest-value, least-inspected assets in the paint shop. Phosphating tanks run continuously at 50°C in aggressive chemistry — zinc phosphate, iron phosphate, or manganese phosphate depending on application — and tank liner degradation, heating element failure, and chemical concentration drift all cause coating quality failures that manifest on vehicles hours after the root cause occurs. E-coat (cathodic electrodeposition / KTL) tanks are even more consequence-laden: a rectifier failure or electrode degradation event can cause incomplete corrosion protection on an entire production batch — a warranty liability worth millions. Talk to iFactory about phosphating and E-coat predictive maintenance integration.
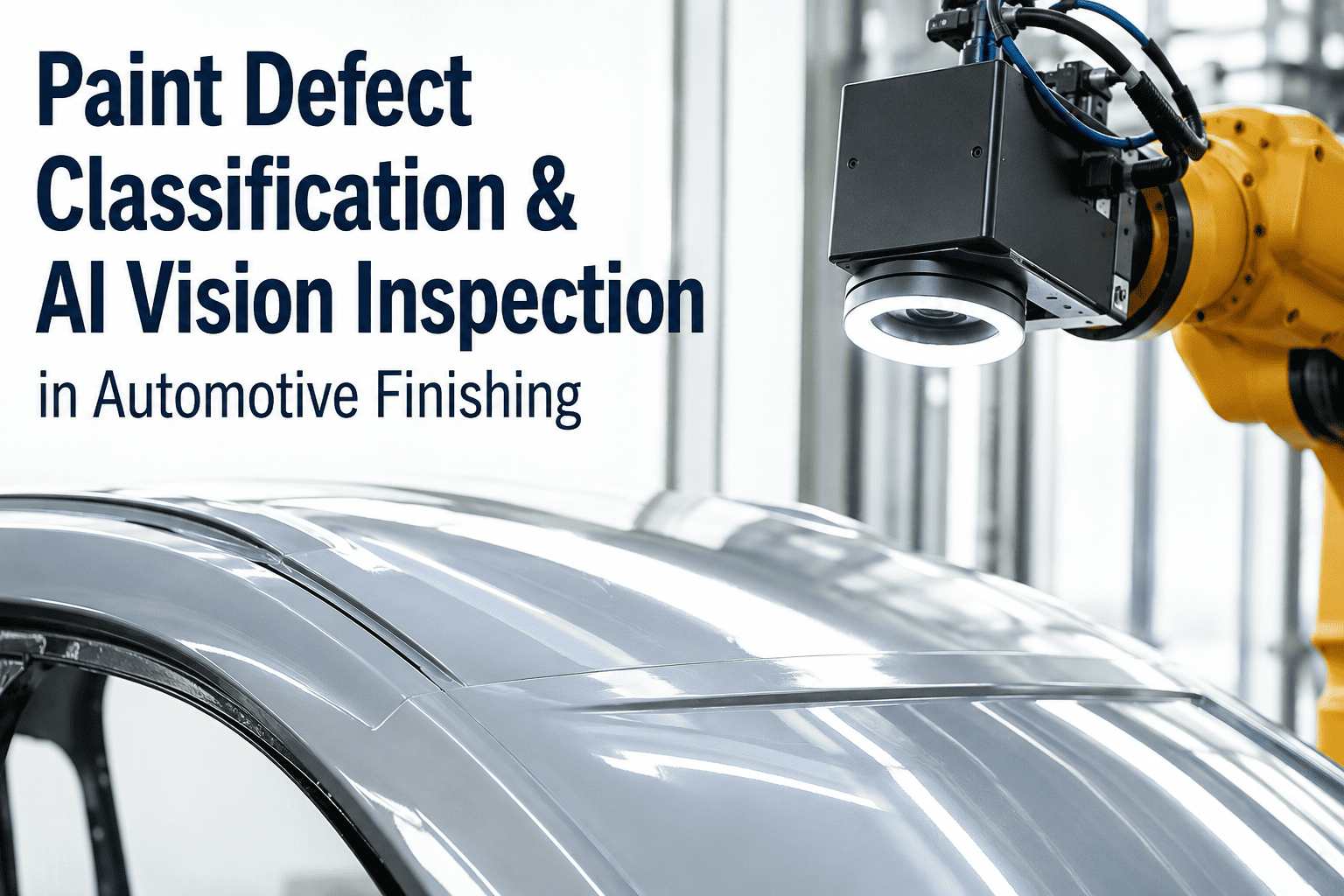
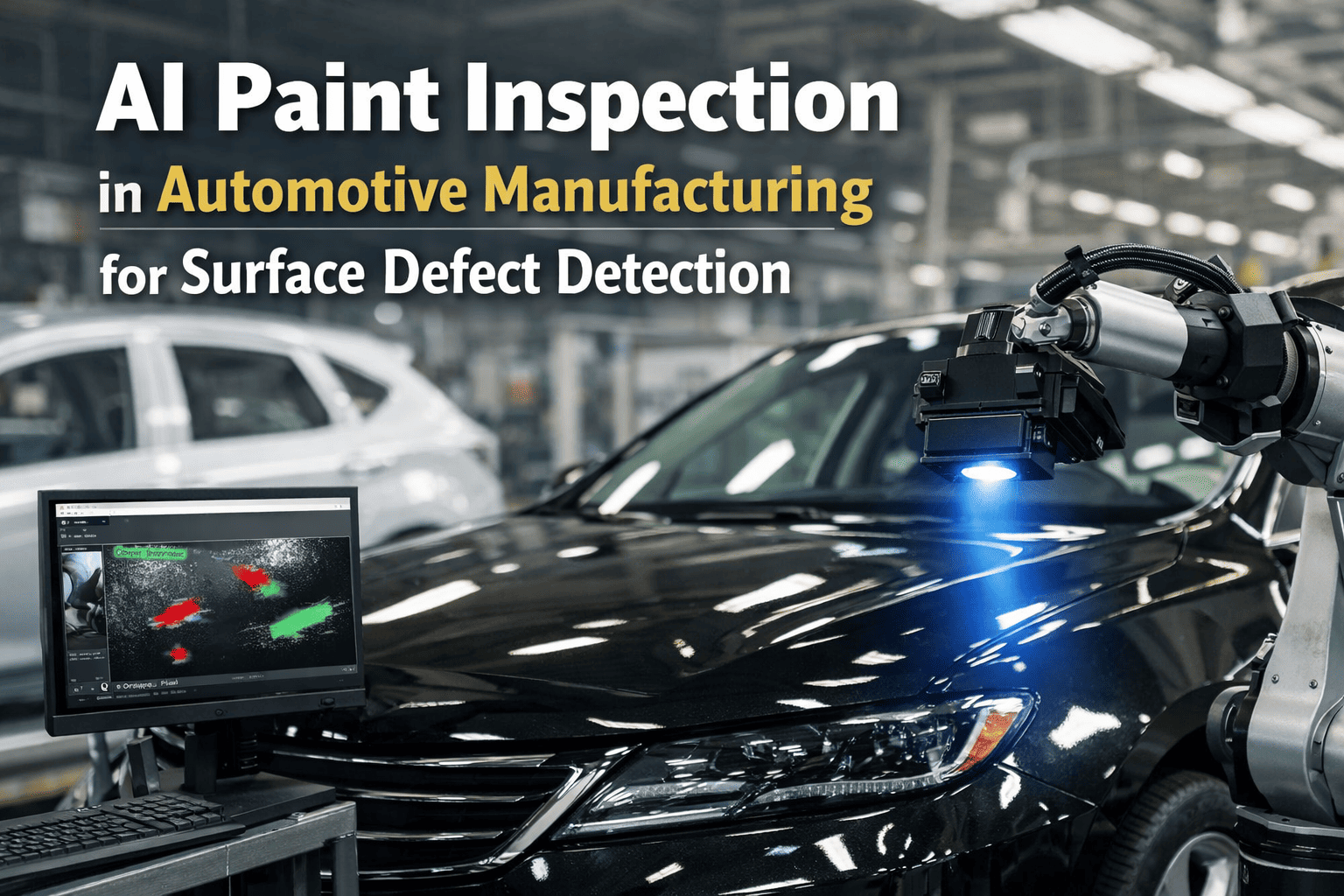
Topcoat Quality AI: How Vision Systems Inspect Every Vehicle at Line Speed
Manual paint quality inspection is sampling-based — a trained inspector examines a percentage of vehicles at a designated inspection station, typically under specific lighting conditions. The inherent problem is coverage: a 60 JPH production line produces one vehicle per minute, and a thorough manual inspection takes 3–5 minutes. AI vision inspection covers 100% of vehicles, in under 2 seconds, with consistent performance across all shifts and no sensitivity to inspector fatigue. Book a demo to see iFactory's topcoat vision inspection integration.
ATEX-Rated Quadruped Robots in Spray Booth Environments
Standard quadruped robots cannot enter ATEX Zone 1 environments — topcoat spray booths where solvent concentrations can reach explosive levels during spray cycles. ATEX-rated variants use sealed electronics with intrinsic safety certification, anti-static body coatings, and explosion-proof battery management systems. These platforms enable continuous inspection patrol of spray booth conveyors, atomiser systems, and air handling units without requiring human entry during or after production cycles. See iFactory's ATEX paint shop inspection platform in a demo.
| Requirement | Pre-treatment / Phosphating | E-Coat Tank Hall | Primer Spray Booth | Topcoat Spray Booth | Curing Oven |
|---|---|---|---|---|---|
| Classification | Non-classified | Non-classified | ATEX Zone 2 | ATEX Zone 1 | High temp |
| Standard Robot | IP54 — usable | IP54 — usable | Not rated | Not permitted | Not rated |
| Required Rating | IP65 (chemical) | IP65 (chemical) | ATEX Zone 2 Ex d/e | ATEX Zone 1 Ex ia/ib | High-temp rated to 220°C |
| Robot Type | Standard quadruped | Chemical-rated quadruped | ATEX Zone 2 quadruped | ATEX Zone 1 intrinsically safe | Thermal-rated platform |
How iFactory Connects Paint Shop Robots to Production Intelligence
Paint shop AI systems — defect vision, PdM sensors, environmental monitoring, energy management — generate structured data that is only valuable when connected to production context: which vehicle, which colour, which shift, which spray programme. iFactory provides the integration layer in two deployment models, both designed to meet the paint shop's unique data requirements and the OEM's data sovereignty obligations.
FAQ: Paint Shop Robotics and AI Automation
Deploy Paint Shop AI — On-Premise, Cloud, or Both
iFactory connects paint shop vision inspection, phosphating and E-coat PdM, ATEX booth monitoring, and energy management to your MES and quality systems — available as on-premise edge deployment for data sovereignty or cloud analytics for cross-plant quality benchmarking. Both models available from a single platform.