Predictive OEE is not a reporting upgrade. It is a scrap prevention system that uses OEE data as its input and produces supervisor actions as its output. The distinction matters because OEE has historically been a scorecard — a number that tells the supervisor what already happened, not what to do next. Predictive OEE changes this by forecasting each OEE component before the shift completes and prescribing the specific intervention that will prevent the loss. For scrap reduction, this is the critical capability: the system forecasts a quality loss event, identifies the process parameter driving it, and recommends the adjustment — all before a single nonconforming board is produced. This is the playbook for shift supervisors in aerospace avionics who want to use Predictive OEE to cut scrap 30 to 50% — not by inspecting more, but by predicting sooner.
OEE Forecasting · ML-Driven Scrap Risk · Prescriptive Alerts · Closed-Loop Verification
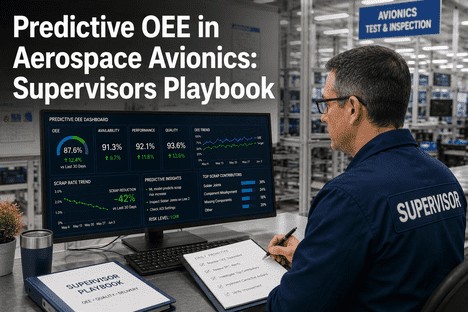
Avionics Supervisors Who Predict OEE Loss Before It Happens Cut Scrap 30-50% — Before a Single Board Is Affected.
iFactory's Predictive OEE platform gives supervisors real-time OEE forecasts, ML-driven scrap risk alerts with root cause identification, and prescriptive intervention recommendations — converting OEE from a lagging scorecard into a leading scrap prevention tool.
30-50%
Scrap reduction achieved when Predictive OEE replaces retrospective quality analysis with real-time forecasts that identify scrap risk before boards enter the defect cycle
15-25
OEE point improvement documented within 6 months of deploying ML-driven predictive OEE in aerospace operations — the combined effect of scrap reduction and downtime prevention
92%
Predictive accuracy of ML models that analyse 47 process variables simultaneously — correlating machine states, tool conditions, and material characteristics with scrap outcomes
35%
Scrap reduction achieved in 90 days by a mid-tier aerospace manufacturer using AI quality integration — recovering $2.8M annually without adding a single inspection station
The Predictive OEE Cycle: Four Steps From Forecast to Scrap Prevention
Predictive OEE prevents scrap through a continuous four-step cycle that replaces the retrospective OEE scorecard with a forward-looking intervention system. Each step converts data into an action before the scrap event occurs.
01
Monitor
Line sensors, vision systems, and test equipment stream real-time data into the platform — solder paste volume, placement force, reflow temperature, board inspection results.
02
Predict
ML models analyse 47 process variables against historical scrap patterns. A quality risk score is generated for each board in production, projected forward across the remaining process steps.
03
Intervene
Supervisor receives a prescriptive alert with the root cause parameter and recommended adjustment. Action is taken at the process level — before the first nonconforming board is produced.
04
Verify
Subsequent boards confirm the intervention restored the process to target. The scrap event was prevented. The OEE forecast updates to reflect the corrected trajectory. The record closes.
The difference between traditional OEE and Predictive OEE
Traditional OEE: Monitor scrap at inspection → Calculate OEE at shift end → Investigate tomorrow
Predictive OEE: Monitor parameters in real time → Predict scrap risk → Intervene before defect forms → Verify prevention
Five Predictive OEE Capabilities That Cut Scrap at the Source
Predictive OEE reduces scrap through five connected capabilities that together convert raw sensor data into prevented defect events. Each capability addresses a specific scrap failure mode that traditional OEE cannot see until after the scrap is confirmed.
1
ML-Driven OEE Forecasting With Scrap Risk Scoring
The ML model ingests 47 process variables — solder paste characteristics, reflow zone temperatures, placement forces, conveyor speeds, board inspection data — and projects the OEE trajectory for the current shift with a specific scrap risk score. The forecast answers the question the supervisor needs most: not what OEE was last shift, but what OEE will be at the end of this shift if no intervention occurs. When the scrap risk score exceeds the configured threshold, the system generates an alert with the specific defect category at risk — BGA voiding, solder bridging, component skew — and the parameter combination driving the risk.
Scrap prevented: Catches quality drift at the parameter level before it produces a single nonconforming board.
2
Root Cause Parameter Identification
When the ML model detects elevated scrap risk, it identifies the specific parameter driving the forecast — not just that scrap risk is elevated, but that the reflow zone 3 temperature has drifted 4 degrees above the optimal band and is the primary contributor to the projected solder joint defect rate. The correlation engine links every forecasted scrap event to the process variable most likely to be the root cause, ranked by statistical confidence. The supervisor does not need to investigate which of 47 parameters shifted — the system identifies it and presents it as the primary intervention target.
Scrap prevented: Eliminates investigation time. Supervisor acts on the root cause, not the symptom.
3
Prescriptive Intervention Recommendations
The alert does not stop at identifying the problem. The system generates a specific intervention recommendation based on the root cause parameter, the magnitude of the deviation, and the historical correction effectiveness for that parameter-defect combination. For a reflow zone temperature drift, the recommendation specifies the target temperature adjustment with the expected recovery time. For a solder paste volume decline, the recommendation specifies the stencil parameter adjustment. The supervisor reviews and confirms the intervention, or overrides with a manual adjustment. Each action is logged for AS9100 documentation.
Scrap prevented: Converts forecast to action. Supervisor adjusts the right parameter on the first intervention.
4
Closed-Loop Effectiveness Verification
After the supervisor executes the intervention, the system monitors the subsequent boards to confirm the process returned to target and the scrap risk forecast is declining. If the intervention is effective, the OEE forecast updates to reflect the corrected trajectory and the scrap risk score drops below the alert threshold. If the risk persists or worsens, an escalation alert fires to the next response level. Every intervention, every outcome, and every verification data point is logged as a linked record — creating the closed-loop documentation that AS9100 requires for corrective action effectiveness.
Scrap prevented: Confirms the intervention worked. No scrap produced. No repeat events without detection.
5
Cross-Shift Pattern Learning
Every scrap risk event, intervention, and outcome trains the ML model. Over successive shifts, the model learns which parameter combinations most frequently precede scrap events on each line, which interventions are most effective for each defect category, and which product types are most sensitive to specific process drifts. The model improves its forecast accuracy and recommendation precision with every shift of data. Cross-shift pattern learning means that the third shift on a line has access to the detection patterns the first and second shifts encountered — no knowledge is lost at shift handover.
Scrap prevented: Cumulative learning. Each shift benefits from all prior shifts. Handoff scrap eliminated.
The Data Pipeline: How Line Signals Become Scrap Prevention
Understanding how Predictive OEE transforms raw line data into scrap prevention helps supervisors trust the forecast and act on the recommendation. The data pipeline operates in four stages, each building on the output of the previous one.
Stage 1
Sensor Ingestion
Real-time data from 47+ process variables across the line — solder printer, pick-and-place, reflow ovens, AOI stations, electrical test — streams into the platform at board-level frequency.
Stage 2
ML Correlation
The trained ML model compares current parameter combinations against historical patterns that led to scrap events. Correlation engine identifies which parameter drift is most likely to produce which defect category.
Stage 3
Forecast and Alert
The system generates an OEE forecast for the current shift with a scrap risk score. If the risk exceeds the configured threshold, a prescriptive alert fires to the supervisor dashboard with the root cause and recommended adjustment.
Stage 4
Intervention and Verification
Supervisor executes the recommended adjustment. Subsequent boards verify the process returned to target. OEE forecast updates. Scrap prevented. The record closes with full AS9100 documentation.
"
What changed for us was not the data. We had the same data before Predictive OEE — solder paste measurements, reflow temperatures, AOI results. What changed was the sequence. Traditional OEE told us at the end of shift that quality had dropped and scrap had increased. We spent the next shift figuring out why. Predictive OEE tells us during the shift that quality is about to drop unless we adjust reflow zone 3 temperature by 2 degrees. We make the adjustment. The scrap never happens. The OEE stays on track. That shift in sequence — from after-the-fact explanation to before-the-fact prescription — is the entire difference between managing scrap and preventing it.
— Shift Supervisor, Avionics SMT Assembly — IPC Class 3, Aerospace Tier-1, 6 SMT Lines
Conclusion
Scrap and OEE have always been connected in the calculation, but disconnected in the action. Traditional OEE calculates quality loss after scrap is confirmed, and the supervisor investigates tomorrow what went wrong yesterday. Predictive OEE closes the gap between the calculation and the action by converting OEE from a lagging scorecard into a leading scrap prevention tool. The ML model forecasts the quality loss before it occurs, identifies the specific parameter driving the risk, prescribes the intervention that will prevent the defect, and verifies the correction through subsequent board data.
The documented outcomes across aerospace electronics operations deploying Predictive OEE are consistent. Scrap reduction of 30 to 50%. OEE improvement of 15 to 25 points within 6 months. ML forecast accuracy of 92% across 47 process variables. And an AS9100 audit record that demonstrates proactive quality management — every forecast, every intervention, every verification logged automatically with full traceability. The difference between the scrap rate that has held steady for 18 months and the scrap rate that drops 35% in 90 days is not better inspection equipment. It is a detection system that predicts loss before it happens.
iFactory's Predictive OEE platform is built for avionics shift supervisors who need to cut scrap without adding inspection stations, replacing equipment, or waiting for the next quality programme cycle. Book a Demo to see the Predictive OEE dashboard configured for your avionics line and product mix, or talk to an expert about a free Predictive OEE assessment for your avionics operation.
Frequently Asked Questions
The Data to Prevent Scrap Is Already on Your Line. Predictive OEE Is the Engine That Converts It Into Action. Get a Free Assessment.
iFactory's Predictive OEE platform for avionics shift supervisors — ML-driven OEE forecasting, real-time scrap risk scoring with root cause identification, prescriptive intervention recommendations, and AS9100-compliant closed-loop documentation from every prevented scrap event.