Smart Aerospace Avionics Digital Twin QC for Supervisors
By Grace on June 15, 2026
Every shift supervisor in aerospace avionics knows the same tension: IPC Class 3 assemblies demand 99 percent first-pass yield, but a typical SMT line running complex boards with 800-plus components, fine-pitch BGAs, and mixed-technology assemblies delivers 80 to 85 percent FPY on the first pass. The gap between what AS9100 requires and what the line produces is filled with rework, and rework on a Class 3 board does not just consume time and material — it introduces thermal stress that the original soldering profile never accounted for, creating latent reliability risk that no post-rework inspection fully eliminates. Digital twin quality control closes this gap by giving the supervisor a real-time virtual mirror of the entire avionics assembly process — a digital replica that predicts quality outcomes before physical inspection confirms them, identifies process drift before it becomes nonconformance, and maintains continuous Cpk at every critical parameter instead of relying on end-of-shift reports. This is the practical guide to deploying digital twin QC on your shift.
Digital Twin Mirror · Real-Time Cpk · Predictive Defect Forecast · Automated AS9100 Records
When 1 in 5 Avionics Boards Requires Rework, the Shift Supervisor Loses Control of Quality. Digital Twin QC Restores It at Every Process Step.
iFactory's digital twin quality platform gives shift supervisors a live virtual mirror of the avionics assembly line — with predictive defect forecasting, continuous capability tracking, and AS9100-ready audit records generated automatically from the process data your line already produces.
First-pass yield improvement documented across aerospace electronics lines deploying digital twin quality control with continuous Cpk monitoring and multivariate ML
99.6%
Defect recognition accuracy achieved by AI-driven digital twin systems in aerospace manufacturing — detecting anomalies before they reach the inspection station
25–40%
Rework reduction achieved through closed-loop digital twin quality control that corrects process drift before IPC Class 3 defects are produced
40%
Faster process tuning and new product introduction using digital twin simulation — reducing physical trial iterations and accelerating time to stable yield
The Digital Twin QC Dashboard — What the Shift Supervisor Sees in Real Time
The supervisor's interface to the digital twin quality system is not a control room filled with trend charts — it is a single dashboard that answers the six questions that determine whether the shift will meet the FPY target. Each widget shows a live metric with the current value, the direction of change, and a clear action threshold. The dashboard is the supervisor's primary decision tool, and every widget is driven by the same underlying digital twin model that mirrors the physical process in real time.
Live FPY
97.4%+2.1% vs last shift
Real-time first-pass yield across all active avionics product variants on the line, updated with every AOI pass and in-circuit test result.
5-15 pt improvement target
Defect Forecast
2hlead time
Predictive defect risk window showing how much time remains before a forecasted quality deviation reaches the physical inspection point — with parameter-level root cause attribution.
Solder void risk: reflow zone 3
Cpk Trend
1.72stable
Continuous capability index tracked per critical parameter — solder paste volume, placement offset, reflow peak temperature — with projected trajectory warning if trend is declining.
Target: 1.67 minimum
Rework Cost
-32%vs baseline
Rework cost reduction tracked against the pre-digital-twin baseline, segmented by defect category — solder defects, component alignment, and touch-up labour.
Target: 40% reduction
Drift Alert
0active alerts
Process drift alerts that require supervisor attention — triggered when the digital twin detects a parameter trend that, if uncorrected, will produce a quality nonconformance within the forecast window.
Last alert cleared: 47 min ago
Audit Ready
100%AS9100 complete
Compliance documentation completeness score — every SPC record, limit change, defect event, and corrective action is logged automatically with the full process context required for audit.
Export ready: one click
Physical Process vs Digital Twin Mirror — Where the Quality Difference Comes From
The digital twin quality advantage is not abstract. It operates across four specific quality management dimensions, and in each dimension the difference between the traditional physical process and the digital twin mirror is measurable in time, coverage, and first-pass yield impact. The table below shows exactly what changes when a shift supervisor moves from inspecting quality to predicting it.
Dimension
Physical Process
Digital Twin Mirror
Inspection Coverage
Lot sampling at AOI and AXI stations. Boards not selected for inspection pass without any quality validation. Coverage typically 10 to 30 percent of production depending on line speed and inspector availability.
100 percent virtual inline inspection. Every board is evaluated by the digital twin model at every process step — solder paste deposition, component placement, reflow profile, and conformal coating. Physical AOI is reserved for model validation, not primary inspection.
Defect Detection
Post-process detection after reflow and cleaning. Defects are identified at AOI or ICT, typically 15 to 45 minutes after the process step that caused them. Detection is reactive — the defect exists before the system finds it.
Predictive pre-defect forecast. The digital twin identifies parameter combinations that historically preceded defect events and generates a forecast 1 to 4 hours before the physical defect would appear. Detection is predictive — the supervisor acts before the defect occurs.
SPC Management
Static UCL and LCL calculated from the last capability study, reviewed quarterly or annually. Limits do not adjust for changes in solder paste batch viscosity, component supplier variation, or reflow oven drift between preventative maintenance cycles.
Adaptive twin-calibrated limits updated continuously by the digital twin. Limits move with the process state — when a new solder paste batch is introduced or a reflow zone drifts, the twin recalibrates the normal operating range and alerts only when the deviation exceeds the current process capability.
Audit Trail
Manual compilation from SPC logs, inspection records, and CAPA files. Each AS9100 audit requires days of data gathering by the quality team. Records from different sources may have inconsistent timestamps or missing context.
Automated digital thread. Every process parameter, quality event, supervisor action, and limit adjustment is logged with full traceability — board serial number, timestamp, process step, operator ID, and digital twin model state at the time. Audit export is a single click covering any date range and product variant.
Live Dashboard · Predictive QC · Continuous Cpk · Digital Thread
The Difference Between Inspecting Quality and Predicting It Is the Difference Between Rework and First-Pass Yield. Digital Twin QC Makes You Predictive.
iFactory's digital twin quality platform for aerospace avionics — real-time virtual mirror, predictive defect forecasting, adaptive SPC with continuous Cpk, and AS9100 audit records generated automatically from every board your line produces.
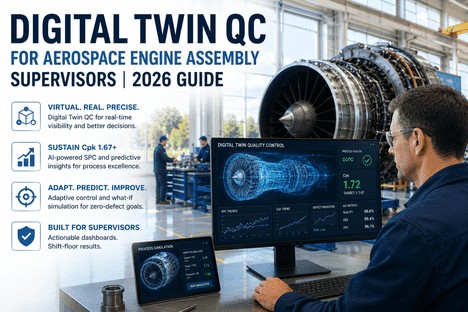
Deploying Digital Twin Quality Control on Your Shift
Digital twin QC deployment follows a three-phase sequence designed to deliver measurable FPY improvement at each stage while building toward full closed-loop quality control. Each phase produces a specific operational outcome that the shift supervisor can see on the dashboard immediately.
Phase 01
Digital Twin Foundation
Weeks 1 to 4
IoT sensors are integrated into the solder paste printer, pick-and-place machines, reflow oven zones, and AOI stations. The data pipeline is established to stream process parameters — paste volume, placement offset, zone temperature, conveyor speed — into the digital twin model in real time. The baseline virtual mirror is created and validated against live production data.
Shift outcome: Live virtual mirror operational on the supervisor dashboard
Phase 02
Predictive Model Deployment
Weeks 5 to 12
The ML model is trained on historical process-to-quality-outcome data and deployed in shadow mode — generating defect forecasts alongside the existing quality programme without driving decisions. The forecast accuracy is validated against actual AOI and ICT results over 4 to 6 weeks. Once accuracy exceeds 95 percent, the forecast is promoted to a primary decision input on the supervisor dashboard.
Shift outcome: Predictive defect alerts with 2-hour lead time on the dashboard
Phase 03
Closed-Loop Quality Control
Week 13 onward
The digital twin is configured to automatically adjust process parameters when a forecasted defect risk is identified — correcting reflow zone temperatures, placement force, or paste deposition pressure without supervisor intervention. Continuous model retraining ensures the twin adapts to new product variants, component changes, and process drift. The audit digital thread captures every adjustment with full traceability.
Shift outcome: Automatic process correction with continuous Cpk above 1.67
"
Before the digital twin, I spent the first hour of every shift reviewing the previous shift's AOI log and trying to guess which defect trends were real and which were just noise from a paste batch change nobody logged. The dashboard changed this completely. Now I walk onto the floor and see the forecast for the next two hours — which parameter is drifting, which product variant is at risk, and exactly how much time I have to correct it before the defect reaches inspection. The first time the system flagged a solder void risk two hours before it would have appeared at AOI, I was sceptical. I checked the physical boards anyway. The twin was right. We adjusted the reflow profile and the shift finished at 98.3 percent FPY — our best ever on that variant. That was the moment I stopped managing quality from the rearview mirror.
— Shift Supervisor, Avionics SMT Line — IPC Class 3 Assembly, AS9100-Certified Facility
Conclusion
First-pass yield in aerospace avionics is not determined by how fast the AOI machine inspects boards or how many inspectors are on the shift. It is determined by how early the quality system detects the conditions that produce defects — and whether the shift supervisor has the lead time to correct those conditions before nonconforming product is manufactured. Digital twin QC changes the detection timeline from post-process to pre-defect, from shift-report-lag to real-time forecast, and from reactive rework management to predictive quality control.
The documented outcomes across aerospace electronics deployments confirm the pattern: 5 to 15 percentage points of FPY improvement, 25 to 40 percent rework reduction, and continuous Cpk maintained above the 1.67 threshold that AS9100 auditors and IPC Class 3 specifications demand. The digital twin does not replace the supervisor's judgment — it equips that judgment with a real-time virtual mirror that shows what the process will produce before it produces it. The shift supervisor who operates with a digital twin is not inspecting quality after the fact. They are predicting it, and that is the difference between a shift that meets the FPY target and one that exceeds it.
iFactory's digital twin quality platform is purpose-built for shift supervisors in aerospace avionics. Book a Demo to see the supervisor dashboard configured for your avionics product mix and IPC Class requirements, or Talk to an Expert about a free FPY improvement assessment for your avionics line.
Frequently Asked Questions
The digital twin model initialises from the data your line already generates and stores — solder paste inspection measurements, placement offset values from the pick-and-place machines, reflow oven zone temperature profiles, and AOI pass-fail results linked by board serial number. Most avionics SMT lines already capture the majority of these parameters; the gap is typically that they are stored in separate systems (SPI database, placement log, oven recorder, AOI database) without cross-referencing. iFactory connects to these existing data sources through standard industrial communication protocols and builds the digital twin model from the historical record. A minimum of three months of continuous production data provides sufficient process variability to train accurate defect forecast models for the primary avionics defect categories — solder joint defects, component positioning errors, and reflow-related anomalies. Talk to an Expert about a data availability assessment for your avionics line.
Rework reduction comes from preventing defects rather than catching them faster. The digital twin model continuously compares the current process parameter combination — solder paste volume, placement accuracy, reflow profile shape — against the historical record of parameters that produced acceptable Class 3 solder joints. When the current combination begins to resemble patterns that previously produced defects, the twin generates a predictive alert with the specific parameter that is drifting and the estimated time until the defect would reach the physical inspection point. The supervisor or the closed-loop system adjusts the drifting parameter before defective boards are produced. This means the line never slows down for rework because the boards that would have required rework are never defective in the first place. The production rate is sustained while the defect rate drops, which is how the documented 25 to 40 percent rework reduction is achieved without reducing line throughput. Book a Demo to see the rework prevention timeline from an active avionics deployment.
Yes. iFactory's product variant architecture registers each avionics PCB assembly as a separate specification profile with its own component count, solder joint geometry, IPC Class 3 acceptance criteria, reflow profile requirements, and Cpk target. When the line transitions between variants — from a flight control computer board to a power management module, for example — the digital twin automatically loads the correct specification profile, recalibrates the adaptive control limits, and adjusts the defect forecast model for the new variant's defect history. The supervisor dashboard shows exactly which variant is active, what the current FPY is against the variant-specific target, and whether the transition introduced any process parameter shift that requires attention. Historical data is segmented by variant automatically, so trend comparisons between variants are available without manual data sorting. Book a Demo to see the multi-variant management interface configured for a typical avionics production schedule.
Validation follows a structured shadow-mode protocol before any forecast drives production decisions. During the validation period — typically 4 to 6 weeks of production — the digital twin model generates defect forecasts in parallel with the existing quality system, but no action is taken based on the forecasts. Every forecast is logged alongside the actual AOI, AXI, and ICT result for the corresponding board serial number. At the end of the validation period, the forecast accuracy is calculated per defect category: how many predicted defects actually occurred (true positive rate) and how many unpredicted defects occurred (false negative rate). For IPC Class 3 production, the system is configured to require a minimum 95 percent forecast accuracy and a false negative rate below 2 percent before the forecast is promoted to a primary decision input on the supervisor dashboard. The validation report becomes part of the AS9100 quality documentation, providing auditable evidence that the digital twin model performs to specification before being trusted for production quality decisions. Talk to an Expert about validation protocol configuration for your avionics quality system.
No. The digital twin platform generates AS9100-compliant documentation from the existing process data without requiring changes to your quality management system. The documentation includes every element that AS9100 Clause 8.3 (control of production) and Clause 8.7 (control of nonconforming outputs) require: SPC compliance records with adaptive limit change logs, defect event records with full process context, corrective action records with effectiveness tracking, and Cpk trend reports segmented by product variant and critical parameter. The documentation is structured for direct inclusion in your existing QMS without reformatting. What changes is not the documentation format but the content quality — instead of manually compiled records with potential gaps in the audit trail, each record contains the complete digital thread showing what the process was doing, what the digital twin predicted, what action was taken, and what the quality outcome was. Auditors reviewing this documentation see a proactive quality management system backed by continuous, automated evidence rather than a reactive system documented after the event. Book a Demo to see a sample AS9100 audit export from an active avionics digital twin deployment.
Stop Managing Quality From the Rearview Mirror. Start Predicting It. Get a Free FPY Improvement Assessment for Your Avionics Line.
iFactory's digital twin quality platform for aerospace avionics — real-time virtual mirror of your SMT line, predictive defect forecasting with 2-hour lead time, adaptive SPC with continuous Cpk, and AS9100 audit records generated automatically from every board your line produces. Built for shift supervisors who need to close the gap between what IPC Class 3 requires and what the line delivers.