The quality manager at a personal care bottling plant reviews the previous shift's seal reject report. Induction sealer head 4 drifted 3°C over eight hours — a gradual degradation that manual pull-check sampling never caught. Across two shifts, 38,000 bottles received partial induction seals that looked intact at the line but would delaminate under shelf temperature within weeks. The data was there — sealer amperage trending down, infrared profile narrowing — but no one saw the pattern until the first retailer complaint arrived 90 days later. This is the gap between manual seal inspection and AI-powered 100% coverage at line speed.
AI Seal & Cap Inspection for FMCG Packaging Lines
Detect seal defects, verify cap torque, and confirm tamper-evidence integrity at 100% coverage and line speed — before compromised packaging reaches the shelf or the consumer.
iFactory AI delivers a purpose-built AI vision inspection platform for FMCG packaging lines that verifies seal integrity, cap application, tamper evidence, and closure torque on every unit at full production speed. The platform runs on an edge NVIDIA appliance on your plant network — connecting to existing line cameras, thermal imagers, and PLCs without cloud dependency. Every inspection result feeds maintenance work orders, quality holds, and traceability records in real time. No sampling gaps. No delayed defect detection. No data leaving your facility. Book a Demo to see the platform running on a live packaging line.
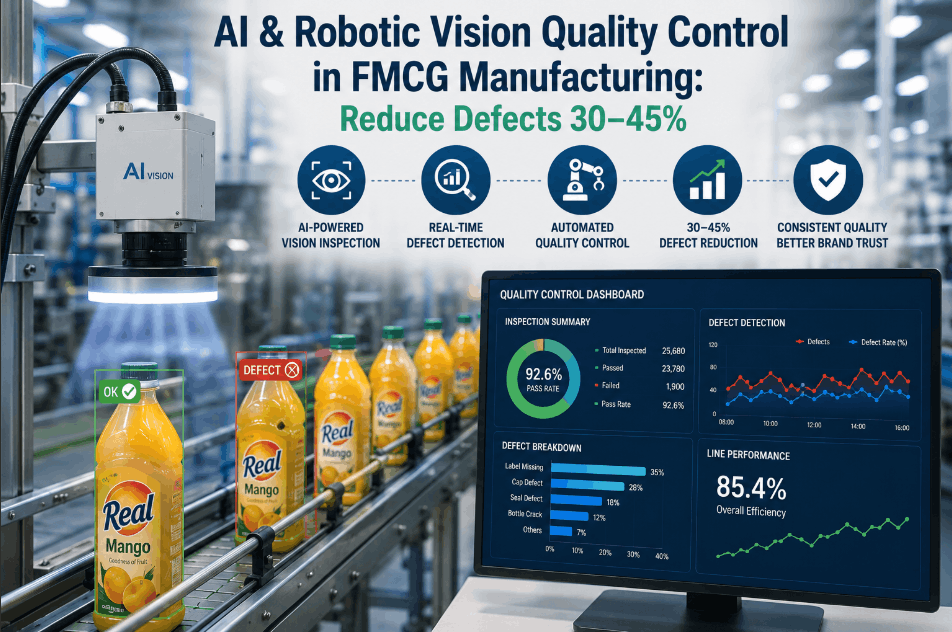
Four Independent Verification Checks on Every Package
iFactory AI inspects four critical packaging integrity parameters simultaneously — at line speeds up to 1,200 units per minute — using a combination of high-resolution machine vision, thermal imaging, and deep learning defect classification.
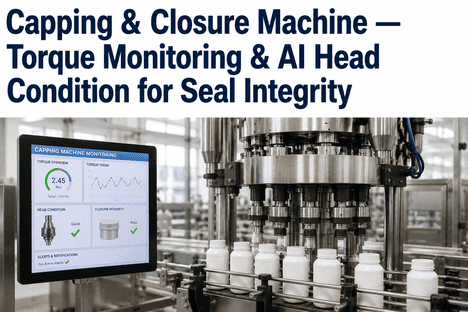
Induction & Heat Seal Verification
Near-infrared thermal imaging captures the temperature signature of every induction seal within milliseconds of sealing. A fully bonded seal shows uniform heat distribution; partially bonded seals reveal distinct cool zones corresponding to unbonded lip segments. Heat seal width, weld seam integrity, and foil bond coverage are verified to ±0.3mm tolerance across the full container circumference.
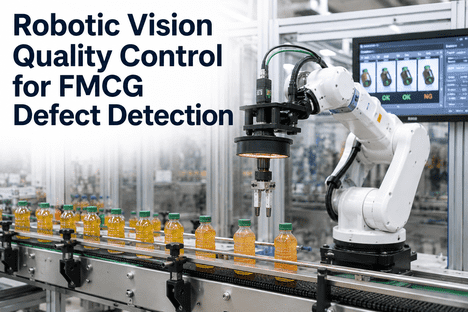
Closure Presence & Orientation
Vision models confirm cap presence, seating height, and orientation angle per unit. Cross-threaded, cocked, or missing caps are detected immediately — eliminating the 2–5% of closure defects that manual visual inspection routinely misses at line speed. Cap height profile measurement distinguishes correctly seated caps from under-torque and over-torque conditions.
Tamper Band & Foil Integrity
Tamper-evident band presence, breakage-ring continuity, and foil seal visual integrity are verified on every unit. Shrink tunnel temperature uniformity is inferred from band position and shrink completeness. Consumer-safe tamper evidence is confirmed for every package — meeting BRC, IFS, and major retailer code of practice requirements for 100% tamper-evidence verification records.
Cap Torque Estimation per Head
Applied torque is estimated from cap height profile measurements — detecting under-torque conditions (leak risk) and over-torque conditions (strip risk) for each capper head individually. For precision-critical applications, direct torque measurement via instrumented capper spindles is supported. All torque data is logged per unit for complete audit traceability.
What Sampling-Based Seal and Cap Inspection Actually Costs
Manual visual inspection and pull-check sampling miss between 20% and 40% of packaging defects at modern line speeds. Each escape is a potential retailer chargeback, recall trigger, or regulatory enforcement event. Here is what three common seal and cap failure scenarios cost a typical FMCG bottling line running 16 hours a day.
Undetected Induction Seal Drift
A 4°C temperature drift on an induction sealer that goes unnoticed for one shift produces 12,000–18,000 bottles with partial seal bonds that pass visual inspection but delaminate within weeks at retail. Manual pull-check sampling at 0.2% coverage catches approximately 1 in 500 affected units.
Under-Torque Cap Escapes
A worn capper spindle that reduces applied torque below minimum spec produces caps that appear correctly applied but open without breaking the tamper ring. At 800 bottles per minute, a 2% under-torque rate produces 960 defective units per hour — undetected by manual sampling.
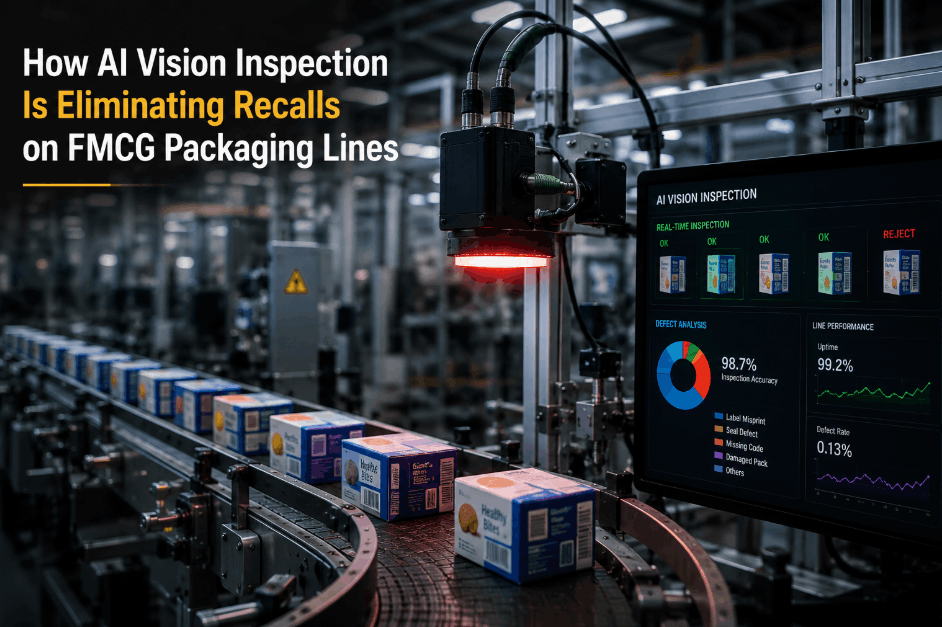
Recall from Packaging Integrity Failure
A single recall event caused by seal or cap failure costs the average FMCG company $10 million in direct costs — and $30–50 million when brand damage, retailer chargebacks, and litigation are included. Over 50% of food and beverage recalls in Q3 2025 were packaging-related.
From Camera Mounting to Production Deployment in Four Weeks
iFactory AI vision is designed for retrofit installation on existing packaging lines with zero modifications to line equipment. Cameras and lighting mount above or beside the conveyor. Edge compute fits in standard control cabinets. Integration with existing PLCs uses standard industrial protocols.
Mount & Configure
Area-scan and line-scan cameras with strobed LED lighting mount above or beside the conveyor. Thermal imagers are positioned at the sealer exit. Edge NVIDIA appliance installs in the control cabinet. Typical installation takes 3–5 days.
Train Detection Models
500–2,000 production samples spanning good units, marginal cases, and known defects are captured. Deep learning models are trained on your specific seal and cap failure modes — not generic vendor libraries — using active learning to minimize labeling effort while maximizing accuracy.
Deploy & Validate
AI inspection runs in parallel with existing manual checks for a structured validation period. Defect detection feeds maintenance work orders, quality holds, and root cause records — proving operational integration before full handover. False positive rate is tuned to below 0.5%.
Go Live & Scale
Within 4 weeks of hardware mounting, your line is running on iFactory AI vision. Every seal, cap, and tamper band verified at line speed. Defect data feeds your CMMS for automatic work order generation. Additional lines are added without additional hardware.
Manual Sampling vs. AI Seal & Cap Inspection
The performance gap between manual sampling and AI-powered 100% inspection is measurable across every dimension of packaging quality control. Book a Demo to see how your defect escape rate compares.
Manual Inspection
- 0.1–0.5% coverage — 995+ units missed per 1,000
- Partial seal bond not detectable — no visible sign
- Torque checked by sample pull-meter only
- Cross-thread detection ~82% accuracy under fatigue
- First defect detected after hundreds of units produced
- Tamper band: visual spot check only
- No linkage between defect event and maintenance
- Paper logs — incomplete, not searchable
AI Vision Inspection
- 100% coverage — every unit inspected at line speed
- Partial seal detected from thermal image anomaly
- Per-head torque estimated from cap height profile
- Cap tilt measurement — 98.5%+ accuracy
- First non-conforming unit flagged immediately
- Presence, position, and shrink completeness per unit
- Defect event creates work order for specific asset
- Per-unit records — batch-filterable, digitally signed
What Packaging Lines Achieve with iFactory AI Vision
These are real outcomes from FMCG packaging lines running iFactory AI seal and cap inspection in production. Book a Demo to discuss results for your specific packaging format.
Your packaging line already produces the data. iFactory AI turns it into real-time seal and cap verification on every unit. Book a 30-min walkthrough and we will show you a live AI seal inspection system running on an FMCG packaging line today.
Questions from Packaging Quality Teams
Stop managing packaging quality with sampling and clipboards.
See how AI seal and cap inspection verifies every unit at line speed with 99.8% accuracy — deployed on your existing packaging line in 4 weeks. Book a 30-minute walkthrough and we will show you a live FMCG packaging line running on iFactory AI vision.