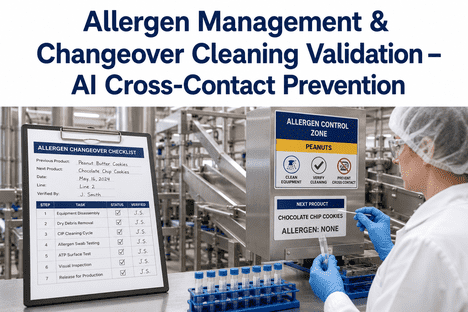
You are 38 minutes into a changeover on Line 4. The peanut butter batch has cleared the kettle, the CIP cycle has run its full sequence, and the operator has signed off the visual inspection. What you do not yet know is that a protein residue of 3.2 ppm remains on the homogeniser head — below the 5 ppm threshold your swab test detects, but well above the 0.5 ppm limit required for the coconut-free certified line that starts in 22 minutes. For FMCG quality and food safety managers still relying on visual inspection, ATP swab sampling, and operator checklists for allergen changeover verification, this is not a hypothetical edge case. It is the mechanism by which undeclared allergens enter products, trigger recalls, and erode consumer trust. Allergen cross-contamination prevention through systematic equipment analytics and robot-handling protocols exists to close this gap — detecting residues that visual inspection cannot see, validating cleaning efficacy on every changeover, and giving quality managers the data-driven confidence that every line transition is allergen-safe before production resumes.
Why Allergen Cross-Contamination Is a Systemic Analytics Problem, Not a Cleaning Problem
The conventional approach to allergen management treats cross-contamination as a cleaning problem solved by better wash cycles, longer rinse times, and more frequent swab testing. This framing is not wrong — it is incomplete. Cleaning is the mechanical removal of residue; allergen safety is the verification that removal was effective, consistently, across every changeover, every line, every product transition, without depending on an operator's visual judgment or a swab schedule that samples one surface in fifty.
The systemic gap is not in cleaning chemistry or CIP duration. It is in the analytics that connect cleaning execution to allergen validation. A CIP cycle that ran for the correct time at the correct temperature did not necessarily remove all peanut protein from the scraped-surface heat exchanger — not if the flow rate was low, not if the caustic concentration drifted below threshold, not if the heating jacket created a hot spot that baked residue onto the surface. The CIP programme log shows cycle completed. The equipment analytics would show the flow anomaly, the concentration drift, and the thermal event that left 3 ppm of allergen on the surface. That gap — between a completed cycle and a validated clean — is where the recall risk lives.
Allergen management frameworks including HACCP, FSMA Preventive Controls, and the Food Allergen Labelling and Consumer Protection Act (FALCPA) all require that allergen cross-contact prevention be validated, monitored, and verified. Validation is typically done once at process design. Monitoring relies on operator checklists and CIP programme logs. Verification depends on swab testing at intervals that may be daily, weekly, or per shift — testing one surface on a line with forty surfaces. None of these three activities operate from real-time data. Equipment analytics for allergen prevention changes the structure of the problem: instead of verifying cleaning after the fact with a single swab, it monitors every cleaning parameter on every surface, every cycle, and flags the changeover that did not actually achieve cleaning efficacy — before the next product touches the equipment.
How Equipment Analytics Validates Allergen-Free Changeovers in Real Time
Equipment analytics for allergen cross-contamination prevention operates on a fundamentally different principle from scheduled swabbing. Instead of asking "did we clean after the batch," the system asks "is the equipment clean enough to start the next batch" — and answers that question with continuous sensor data from every surface that a product contacts. The four capabilities that make this possible in a live FMCG production environment are these:
We were swabbing two surfaces per changeover on our nut-free lines — the filler nozzle and the kettle outlet. When we deployed equipment analytics with inline turbidity and conductivity monitoring on every CIP return, we discovered that three of our twelve changeovers per week had incomplete cleaning profiles. The CIP logs said complete. The equipment analytics showed the flow rate had dropped below the validated threshold on two cycles, and the rinse temperature had not reached target on the third. We had been running product on lines that had not been fully cleaned for an estimated 70 changeovers before we caught it. Our allergen cross-contamination risk went from uncontrolled to fully validated in one deployment cycle.
— Food Safety Manager, Tier 1 FMCG Manufacturer, Multi-Allergen FacilityThe Six High-Risk Changeover Events That Equipment Analytics Prevents
Allergen cross-contamination in FMCG production is not a random event. It follows identifiable patterns that cluster around six specific changeover scenarios, each producing a distinctive signature in the equipment analytics data. When these signatures are detected by the monitoring system, the changeover is automatically held and the quality team is alerted before any product flows across the affected surface.
Robot Analytics for Allergen-Safe Food Handling Protocols
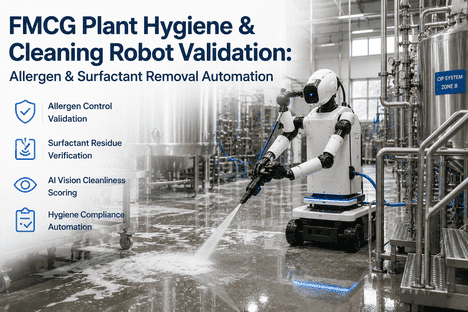
As FMCG facilities deploy collaborative robots and autonomous mobile manipulators for food handling, the allergen transfer risk from robotic end-of-arm tooling has emerged as a new contamination vector that conventional allergen management programmes do not address. A robot that picks peanut butter cups for 45 minutes and then picks coconut macaroons without an intermediate cleaning validation can transfer peanut protein at concentrations above the threshold for allergic reaction. The risk is compounded by the fact that robotic grippers — with their porous silicone surfaces, vacuum cup interiors, and articulated joint seals — are more difficult to clean than the stainless steel equipment surfaces that conventional CIP programmes were designed for.
iFactory's Robotics AI module addresses this gap directly by integrating the robot's handling cycle data with the equipment cleaning validation system. Every robot in the facility is tracked by its current product handling assignment, its cycle count since last cleaning, and the allergen status of every product it has handled since its last validated cleaning. When the robot transitions from an allergen-containing product to a non-allergen product, the system automatically initiates a cleaning validation cycle — either routing the robot to a dedicated cleaning station with inline conductivity and turbidity monitoring on the gripper wash water, or triggering a manual cleaning with sensor-based validation before the robot is cleared for the next handling assignment.
The robot analytics layer extends further to predictive cleaning scheduling. By analysing the residue accumulation rate on each gripper type for each product category, the system predicts when the gripper surface will exceed the allergen threshold — enabling cleaning to be scheduled at the data-indicated interval rather than a fixed cycle count. The result is a 100% validated cleaning record for every robot handling assignment, with no dependency on operator memory, visual inspection, or swab testing to confirm that the robot is allergen-safe for the next pick cycle.
Integrating Allergen Analytics with HACCP and FSMA Compliance Documentation
Allergen cross-contamination prevention is not only a food safety objective — it is a compliance requirement under HACCP principles, FSMA Preventive Controls (21 CFR Part 117), the Food Allergen Labelling and Consumer Protection Act, and the recently proposed Food Traceability Rule (Section 204 of FSMA). All of these regulatory frameworks require that allergen cross-contact preventive controls be validated, monitored, verified, and documented with records that demonstrate effective implementation. In a conventional operation, satisfying these requirements means maintaining separate records for cleaning validation, changeover logs, swab test results, and allergen training — systems that are not linked and that create documentation gaps at exactly the points where an inspector looks for evidence of effective control.
With iFactory's equipment analytics platform, the compliance record is generated automatically from the production data that already exists. Every changeover produces a complete allergen validation record: the product that was running before the changeover, the CIP recipe executed, the sensor data confirming every cleaning parameter met its target, the real-time turbidity and conductivity curves, the hold-release authorisation decision, and the product that started running after the changeover. This record is timestamped, immutable, and searchable from a single dashboard — ready for the HACCP auditor, the FSMA inspector, or the third-party certification auditor without any manual assembly effort.
The integration with iFactory's Compliance Documentation module extends the record to include the equipment maintenance history that affects allergen control: gasket replacement records, valve seat inspections, heat exchanger plate condition, and CIP spray ball function tests. Every equipment condition that could affect allergen cross-contamination risk is tracked, scheduled, and documented — and linked directly to the changeover validation records that depend on that equipment being in good repair. When an auditor asks for the evidence that your changeover cleaning controls are effective, the answer is not a binder of printed swab results. It is a live dashboard showing every changeover, every validation parameter, and every equipment condition record for the past 12 months, organised by product, line, and allergen category.
The Food Safety Manager's Real-Time Allergen Dashboard
An allergen prevention platform delivers value only when the food safety manager can see the current risk state of every line, every changeover, and every robot handling assignment — and act on that information in the moment. The iFactory allergen analytics dashboard is structured around the five questions that define the food safety manager's decision loop through every shift, without requiring navigation through multiple systems or manual data aggregation.
Dedicated Equipment Strategies and the Analytics That Validate Their Effectiveness
In many FMCG allergen management programmes, the most effective preventive control is not cleaning — it is dedication. Dedicated equipment for allergen-containing products — separate kettles, filler heads, transfer pumps, and packaging lines — eliminates the risk of cross-contamination by removing the shared surface entirely. The challenge is not in the decision to dedicate equipment. The challenge is in validating that the dedication is maintained, every shift, every day, across every product transition and every maintenance intervention.
Equipment analytics validates dedicated equipment strategies by monitoring the material flow path of every product through the facility. When a valve state change routes a non-allergen product through a transfer line that is designated as allergen-dedicated, the system detects the routing deviation and alerts the operator and quality manager before the product contacts the dedicated surface. When a maintenance intervention requires removing a dedicated filler head and reinstalling it on a shared line, the system tracks the equipment location change and requires a cleaning validation before the head returns to dedicated service. The decision to dedicate equipment is no longer a paper-based policy that depends on every operator knowing which line is which. It is a system-enforced control with real-time validation that the dedication is maintained.
For facilities that use both dedicated and shared equipment in the same allergen management programme, iFactory's zone-based analytics tracks the boundary conditions between dedicated and shared zones. Pressure differentials, air flow direction, and personnel movement between zones are monitored continuously. When a door between a dedicated peanut-processing room and a shared packaging room is held open beyond the validated time limit, the system records the event and flags any product that was in the shared zone during the airlock breach for additional allergen testing. The validated zone boundary is not a line on a facility drawing — it is a live data stream that confirms the boundary holds, second by second, across every operating condition.
AI-Driven Allergen Tracking: Pattern Recognition Across Changeover Data
The data that every changeover generates — sensor curves, cleaning parameters, equipment conditions, product transition records, operator actions, and validation outcomes — accumulates at a rate that exceeds any human quality team's capacity to analyse manually. A facility running 15 changeovers per day across 6 lines generates over 5,000 changeover events per year. Each event produces 30 to 50 data parameters. The patterns that predict a future cross-contamination event are buried in this data — visible only to an AI-driven analytics engine that can correlate cleaning parameters with validation outcomes across thousands of changeovers and identify the parameter combinations that preceded the incomplete cleaning events.
iFactory's AI-driven allergen tracking module applies machine learning to the accumulated changeover data to identify three classes of predictive pattern. The first class is cleaning parameter degradation trends — the gradual erosion of rinse conductivity, turbidity decay slope, or thermal profile that indicates a cleaning circuit is approaching the boundary of validated efficacy. The second class is equipment condition correlations — the specific gasket age, valve cycle count, or heat exchanger plate condition that correlates with incomplete cleaning events and that can be used to trigger preventive maintenance before the equipment condition causes a cross-contamination risk. The third class is operator behaviour patterns — the specific sequence of actions, PPE changes, or zone transitions that correlate with higher allergen residue levels and that can be addressed through targeted retraining or process redesign.
The AI model does not replace the food safety manager's judgment. It surfaces the patterns in the data that would otherwise remain invisible — giving the manager the information needed to decide whether a 2% drift in turbidity decay rate over three changeovers is a normal variation or the early warning of an approaching cleaning circuit failure. The model learns from every new changeover, updating its pattern recognition continuously, and alerting only when the data indicates a risk that the manager can act on before the next product changeover.
Conclusion
The FMCG food safety manager responsible for allergen cross-contamination prevention is operating a programme that was designed with the tools and assumptions of a pre-analytics era: visual inspection that cannot see 95% of residues, swab testing that samples 2% of surfaces at 5% of changeovers, and CIP logs that record execution but not efficacy. The recall statistics reflect this design gap. Undeclared allergens remain the leading cause of FMCG recalls globally, and cross-contamination during changeover is the primary mechanism — not raw material contamination, not labelling errors, but the equipment surfaces that were assumed clean because the cycle completed.
Equipment analytics for allergen cross-contamination prevention changes the structure of the problem. Instead of verifying cleaning after the fact with a single swab on one surface out of forty, it validates every surface on every changeover using sensor-fused cleaning data. Instead of relying on operator memory for dedicated equipment assignments, it enforces material flow path compliance through real-time valve state monitoring. Instead of cleaning robot grippers on a fixed schedule that bears no relation to actual allergen contact, it triggers cleaning validation based on the robot's actual handling history and predicts the residue accumulation rate for each product category. And instead of assembling compliance documentation the night before an audit, it generates the complete validation record for every changeover as part of the production cycle — timestamped, immutable, and searchable from a single dashboard.
iFactory deploys the allergen analytics platform in 90 days, integrates with existing CIP controllers, robot interfaces, and equipment sensors, and delivers validated allergen changeover control from the first production cycle. The gap between facilities that manage allergen cross-contamination through equipment analytics and those still relying on visual inspection and ATP swabs widens with every changeover. Talk to an expert to see the allergen analytics platform applied to your facility's changeover data and cleaning validation requirements.