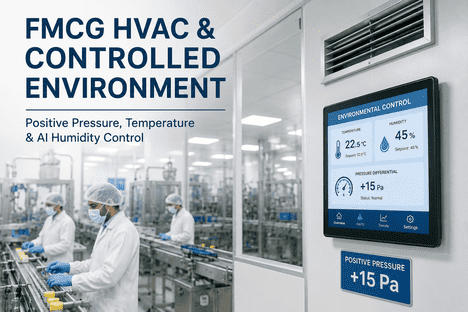
FMCG HVAC & Controlled Environment Positive Pressure, Temperature & AI Humidity Control
By Seren on June 26, 2026
A bakery's proofing room drifts two degrees above the target temperature overnight. A chilled food packaging hall loses positive pressure during a filter change. A dried goods warehouse crosses the 60% relative humidity threshold for six hours during monsoon season. Individually, each event seems minor a blip on the building management system, a data point that will be reviewed during the weekly facilities meeting, if at all. But in an FMCG facility processing perishable products at high throughput, these environmental deviations compound into product quality failures that cost far more than the HVAC repair itself. The economics of HVAC failure in FMCG are brutal: a single refrigeration compressor failure in a dairy plant costs an average of USD 12,000 per hour in lost product and emergency repair premiums. A humidity excursion above 65% in a powdered goods packaging area can trigger caking, microbial growth, and a full batch quarantine within four to eight hours. A positive pressure reversal in a ready-to-eat food processing room where the HVAC system should maintain higher pressure than adjacent spaces to prevent airborne contaminant ingress can compromise an entire production shift's output before the differential is noticed on the building automation dashboard. For reliability engineers in FMCG facilities, HVAC and controlled environment management is not a comfort issue. It is a product quality, food safety, and production continuity issue that directly affects the facility's cost of goods sold, regulatory compliance standing, and brand reputation. The US Department of Energy estimates that HVAC systems account for 25% to 40% of total energy consumption in food and beverage manufacturing facilities. The American Society of Heating, Refrigerating and Air-Conditioning Engineers (ASHRAE) reports that improper humidity control alone is responsible for up to 23% of preventable product quality incidents in temperature-sensitive FMCG production environments. Meanwhile, the FDA Food Safety Modernization Act (FSMA) Preventive Controls rule requires that FMCG facilities verify the effectiveness of their environmental controls including HVAC parameters that directly affect food safety through documented monitoring and corrective action records. The traditional approach periodic BMS trend reviews, quarterly HVAC preventive maintenance, and manual environmental monitoring with handheld instruments cannot deliver the real-time visibility, cross-zone correlation, and automated compliance documentation that modern FMCG production demands. AI-powered HVAC and controlled environment monitoring transforms this fragmented landscape into a unified reliability framework. Continuous pressure differential tracking, multi-zone temperature and humidity monitoring with predictive anomaly detection, and automated environmental compliance documentation turn HVAC from a reactive cost centre into a managed production assurance asset. For reliability engineers responsible for FMCG facility environments, the question is no longer whether to deploy intelligent HVAC monitoring. It is how quickly you can implement a platform that correlates environmental conditions with production outcomes and alerts your team before a deviation costs a shift of product.
25-40% of Your Facility's Energy Goes to HVAC. Every Degree and Pascal of Deviation Costs Product, Not Just Power.
From positive pressure differential monitoring to multi-zone humidity control — iFactory connects your HVAC environmental data to production quality in real time. No more blind spots between BMS trends and product holds.
Of FMCG facility energy consumption attributed to HVAC systems — the second largest energy end-use after steam generation
23%
Of preventable product quality incidents in temperature-sensitive FMCG production are linked to improper humidity control
USD 12K
Average cost per hour of a refrigeration or HVAC failure in an FMCG facility — including lost product, downtime, and emergency repair premiums
65%+
Of FMCG reliability engineers cite HVAC-controlled environment deviations as a top-three contributor to unplanned production stoppages or product quality events
The Controlled Environment Visibility Gap — Why Traditional HVAC Management Cannot Protect FMCG Product Quality
Reliability engineers in FMCG facilities manage environments that span dramatically different HVAC requirements — often within the same building. A chilled distribution centre requires temperatures between 0 and 4 degrees Celsius with relative humidity below 75%. A frozen goods storage area must maintain minus 18 degrees Celsius or colder. A dry goods warehouse needs humidity below 55% to prevent clumping, caking, and microbial growth. A ready-to-eat food processing room requires positive pressure differentials of 0.02 to 0.05 inches of water gauge relative to adjacent corridors, with temperature and humidity tightly controlled to ASHRAE Standard 170 guidelines or facility-specific HACCP plans. Each zone has its own HVAC system air handling units, refrigeration circuits, humidification and dehumidification systems, filter banks, and pressure control dampers generating thousands of sensor data points every hour. The failure mode is not sensor coverage. It is correlation and response time. When the temperature in a chilled storage room begins to rise, the BMS triggers an alarm at the set point threshold. But by the time the temperature reaches the threshold, the product temperature has already followed and depending on the thermal mass and packaging, the core temperature of the product may have breached the safe zone for sufficient time to compromise quality or safety. The reliability engineer needs to detect the deviation trajectory before it reaches the threshold, correlate the rate of change with product vulnerability, and dispatch the corrective action while the margin for intervention still exists. Most BMS platforms are not designed for this level of predictive analytics. They are designed for set point control and threshold alarming which is reactive by definition.
01
BMS Threshold Alarms Detect Failure, Not Trajectory
A BMS temperature alarm activates when a sensor reading exceeds a programmed threshold typically when product quality is already compromised. A 2024 industry analysis found that 73% of HVAC-related product quality incidents in FMCG facilities occurred because the deviation was detected at the threshold rather than at the trajectory stage. The difference between detecting a temperature rise at 0.5 degrees above set point versus 2.0 degrees is the difference between a corrective action and a product disposal event. AI models that analyse rate of change, time-to-threshold, and correlation with adjacent zone conditions can alert reliability engineers with sufficient lead time to intervene before the product is affected.
02
Positive Pressure Monitoring Is Fragmented and Manual
Positive pressure differentials in cleanrooms, processing rooms, and packaging halls are the first line of defence against airborne contaminant ingress. Yet most FMCG facilities rely on handheld differential pressure gauges checked at shift intervals creating gaps of four to eight hours where a pressure reversal could go undetected. In a ready-to-eat food processing room, a pressure reversal lasting even thirty minutes during a production run can allow airborne pathogens from adjacent raw material handling areas to enter the high-care zone. Continuous AI-monitored pressure sensing with real-time alerts eliminates this gap, providing reliability engineers with instant notification of pressure differential deviations and trend data that reveals developing HVAC system degradation clogged filters, damper drift, fan performance decay weeks before it causes a pressure reversal event.
03
Humidity Control Is the Most Overlooked and Most Costly HVAC Parameter
Unlike temperature, which triggers immediate alarms when it deviates, humidity drift is insidious. A gradual rise from 50% to 65% relative humidity over six hours in a powdered goods packaging area does not trigger a BMS alarm but it creates conditions for caking, clumping, microbial proliferation, and reduced shelf life. Humidity-related product losses in FMCG are estimated to cost the industry over USD 1.2 billion annually across North America. Dehumidification system faults desiccant wheel degradation, refrigerant circuit leaks, condensate drain blockages develop slowly and are typically detected during scheduled maintenance rather than through continuous monitoring. AI analysis of humidity trends across zones, correlated with production schedules and outdoor weather data, enables reliability engineers to detect developing humidity control faults before they affect product.
Before AI — The Reactive Workflow
BMS records environmental data at zone level with set point threshold alarms
↓
Manual pressure differential checks at shift intervals (4-8 hr gaps)
↓
Alarm triggered when product quality is already compromised
↓
Paper-based root cause investigation and corrective action log
↓
Product hold, batch quarantine, or disposal — avoidable cost realised
After AI — The Predictive Workflow
IoT sensors stream temperature, humidity, pressure across all zones
↓
AI detects deviation trajectory before threshold breach
↓
Automated alert with predicted time-to-threshold and recommended intervention
↓
Corrective work order generated with asset, zone, and parameter context
↓
Product protected — intervention occurs before deviation reaches product zone
How AI Transforms FMCG HVAC and Controlled Environment Assurance
AI-powered HVAC and controlled environment monitoring combines continuous multi-zone sensor ingestion, machine learning deviation trajectory detection, and automated environmental compliance documentation into a single platform purpose-built for FMCG reliability engineers. The technology has moved from pilot projects at early-adopter food and beverage manufacturers to production deployment across chilled, frozen, dry goods, and high-care production environments. Here is how it works in practice.
01
Deploy Sensors
Wireless temperature, humidity, and differential pressure sensors deploy across all controlled zones. Integration with existing BMS via BACnet, Modbus, or API. No production disruption.
02
AI Tracks Trajectory
Machine learning models analyse rate of change across every zone. Pressure differential trends, humidity drift patterns, and temperature ramp rates are detected before they breach thresholds.
03
Correlate & Alert
Deviations are correlated with production schedules, weather data, and adjacent zone conditions. Alerts include predicted time-to-threshold and recommended corrective action by zone and asset.
04
Document & Comply
Continuous environmental data generates FSMA-compliant monitoring records automatically. HACCP plan verification reports, trend analyses, and corrective action documentation are survey-ready without manual compilation.
Controlled Environment Classification for FMCG — What the Control Levels Mean for Product Quality and Food Safety
Continuous temperature monitoring with deviation trend alerts. RH monitoring where specified. Refrigeration system performance tracking with compressor health AI.
C
Humidity-Controlled
Powdered goods packaging, dried fruit and nut processing, confectionery coating and enrobing rooms
Continuous RH monitoring with dehumidification system performance tracking. Temperature and RH correlated. AI detection of humidity drift patterns before they affect product.
Continuous positive pressure differential monitoring (0.02-0.05" w.g.). Temperature, RH, HEPA filter integrity, air change rates. HACCP-compliant documentation with automated corrective action records.
What AI HVAC Monitoring Delivers for FMCG Reliability Engineers
The measurable outcomes of deploying AI-powered HVAC and controlled environment monitoring across an FMCG facility extend beyond energy savings. They change the relationship between environmental data and production assurance.
40%
Fewer Product Quality Incidents
Facilities using AI-driven trajectory detection rather than threshold alarming report a 40% reduction in HVAC-related product quality events. The lead time provided by detecting a deviation trajectory before it reaches the product zone enables reliability engineers to intervene while the product is still within specification.
22%
HVAC Energy Cost Reduction
Continuous performance monitoring of air handling units, refrigeration systems, and dehumidification equipment enables reliability engineers to detect efficiency degradation — fouled coils, refrigerant charge loss, damper drift — before it increases energy consumption. A multi-site snack food manufacturer reported USD 340,000 in annual HVAC energy savings after deploying AI efficiency monitoring across six facilities.
85%
Faster Audit Response
Automated environmental monitoring records with continuous data, deviation logs, and corrective action documentation satisfy FSMA, SQF, BRC, and HACCP audit requirements without manual data compilation. A frozen food processor reduced audit preparation time from two weeks to under 24 hours after deploying iFactory's controlled environment monitoring module.
Our facility has six independent HVAC zones across chilled, frozen, and dry goods areas, plus a high-care ready-to-eat processing room that requires positive pressure at all times. Before iFactory, we had a BMS that alarmed at threshold and a reliability team that reviewed trend logs once per shift. We discovered pressure reversals in the high-care zone after they happened — usually because a technician had left a door open or a filter change had temporarily compromised the differential. We had temperature excursions that went undetected for three to four hours because the rate of change was gradual enough that it stayed below the BMS alarm threshold while product core temperatures drifted out of spec. After deploying iFactory's AI monitoring, we caught a developing chiller fault in the frozen storage zone — a gradual refrigerant leak that was causing the compressor to cycle more frequently — a full nine days before it would have caused a temperature excursion. The repair cost USD 2,800 in refrigerant and labour during a planned shutdown. The alternative was a USD 180,000 product disposal and an emergency repair premium of USD 14,000. The platform paid for itself on that single event.
— Reliability Engineer, Multinational Frozen & Chilled Food Manufacturer — 14 Years FMCG HVAC and Refrigeration Systems
AI Environmental Monitoring · Positive Pressure Control · Humidity Management · HACCP Compliance
Your HVAC System Generates Thousands of Data Points per Hour. iFactory Turns Them into Product Quality Protection.
iFactory enables FMCG reliability engineers to monitor temperature, humidity, and pressure differentials across every controlled zone — with AI trajectory detection, predictive alerts, and automated HACCP compliance documentation. No more reactive threshold alarms. No more manual environmental logs.
Conclusion — The Case for AI HVAC Monitoring Is a Case for Product Quality Assurance
The gap between the environmental data FMCG HVAC systems generate and the product quality decisions reliability engineers need to make is not widening because sensor coverage is insufficient. It is widening because trajectory detection and cross-zone correlation have not kept pace with the complexity of modern multi-zone controlled environments. AI-powered HVAC monitoring closes that gap — not by replacing the expertise of refrigeration engineers and HVAC technicians, but by removing the bottleneck that keeps their expertise focused on reacting to threshold breaches instead of predicting and preventing deviations before they affect product.
For reliability engineers in FMCG facilities with temperature-controlled, humidity-controlled, or high-care controlled environments, the decision to adopt AI HVAC monitoring is not a technology choice. It is a product quality and food safety risk management choice. Every temperature trajectory that goes undetected until it reaches the BMS alarm threshold is a product batch that may already be compromised. Every pressure differential gap between shift checks is a window of vulnerability for airborne contaminant ingress into a high-care zone. Every hour of undetected humidity drift in a powdered goods area is a step toward caking, microbial growth, and shelf-life reduction.
iFactory gives FMCG reliability engineers the AI infrastructure to monitor temperature, humidity, and pressure differentials continuously across every controlled zone — with trajectory-based predictive detection, multi-parameter correlation, and automated HACCP and FSMA-compliant environmental documentation. The platform makes predictive environmental monitoring possible. The reliability engineer's decision to act on it makes the product safe, the facility compliant, and the production plan uninterrupted. Book a Demo to see how iFactory's AI HVAC monitoring maps to your FMCG facility's controlled environment configuration and product vulnerability profile, or talk to an expert about configuring a pilot on your highest-risk production zone.
Frequently Asked Questions
iFactory's AI environmental monitoring platform supports ambient dry storage, chilled storage (0-4°C), frozen storage (≤ -18°C), humidity-controlled processing and packaging rooms, and high-care cleanroom environments with positive pressure differential requirements. The platform monitors temperature, relative humidity, differential pressure, air change rates, HEPA filter pressure drop, refrigerant system performance, and air handling unit vibration and temperature profiles. Sensor types include wireless temperature and humidity probes, differential pressure transmitters, duct-mounted temperature sensors, refrigerant pressure and temperature transducers, and vibration sensors for rotating HVAC equipment. Integration with existing BMS and PLC systems via BACnet, Modbus, MQTT, and REST API is supported without requiring sensor replacement or control system modification. Talk to an expert to discuss your specific facility's controlled environment configuration and monitoring requirements.
A standard BMS activates an alarm when a sensor reading crosses a fixed threshold — for example, temperature exceeding 4°C in a chilled storage zone. By the time the reading reaches 4°C, the product core temperature may already be out of specification, depending on product thermal mass, packaging, and air circulation. AI trajectory detection analyses the rate of change of every environmental parameter across every zone continuously. When a chiller begins to lose capacity and the temperature rises from 1.5°C to 2.0°C over thirty minutes, the AI model calculates the time-to-threshold at the current rate of change (e.g., 2.5 hours to reach 4°C), checks the trend against historical patterns for that zone and asset, and generates a predictive alert with the specific recommended intervention — "Chiller 3 discharge air temperature trending above baseline; check refrigerant charge and condenser coil condition before next production shift." This approach provides lead time measured in hours or days rather than minutes, enabling intervention before product quality is affected rather than after an alarm forces a response when the product is already compromised.
iFactory integrates directly with existing BMS and building control systems via BACnet, Modbus RTU/TCP, MQTT, and REST API connections — no separate sensor deployment required if your existing sensor infrastructure provides adequate coverage for the parameters you need to monitor. For facilities where existing sensor coverage is insufficient — particularly for differential pressure in high-care zones or humidity in specific processing areas — iFactory supplies wireless IoT sensor kits that can be deployed without structural modifications or production disruption. The platform overlays AI analytics on top of your existing control infrastructure, ingesting data from your BMS while adding the trajectory detection, multi-zone correlation, and automated compliance documentation that standard BMS platforms do not provide. Talk to an expert to assess your current BMS integration readiness and identify any sensor coverage gaps for your controlled environments.
iFactory continuously logs every environmental parameter across every monitored zone at user-defined intervals (default: every 60 seconds), generating a tamper-evident data record that satisfies FSMA Preventive Controls rule requirements for environmental monitoring documentation. The platform automatically generates HACCP plan verification reports showing compliance with critical control limits for each zone, deviation logs with timestamps and duration, corrective action records with root cause analysis, and trend reports that demonstrate the effectiveness of preventive controls over time. For SQF, BRC, and GFSI audit requirements, the environmental compliance dashboard organises records by standard and clause reference, enabling audit-ready retrieval of specific documentation within minutes. Book a Demo to see how iFactory's environmental compliance documentation maps to your facility's specific food safety standards and audit frameworks.
25-40% of Your Facility Energy Goes to HVAC. Every Degree and Pascal of Deviation Costs Product, Not Just Power. Start Monitoring What Matters.
iFactory gives FMCG reliability engineers the AI platform to monitor temperature, humidity, and positive pressure differentials across every controlled zone — with trajectory-based predictive detection, multi-zone correlation, and automated HACCP and FSMA-compliant environmental documentation that connects environmental data directly to product quality assurance and food safety audit requirements.