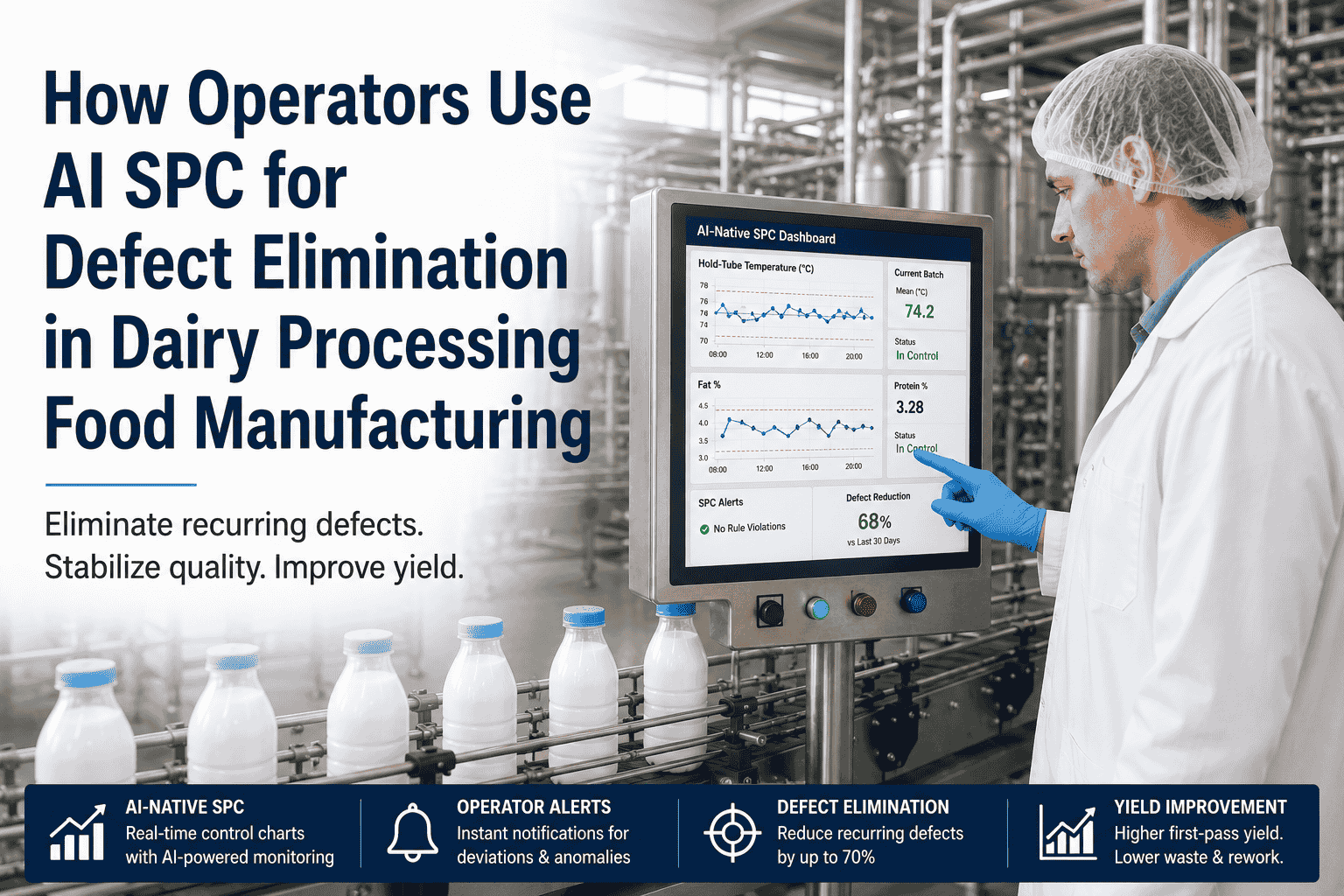
A recurring defect on a dairy line isn’t a quality problem. It’s a system problem disguised as one. The same hold-tube temperature swing that triggered a flow diversion last Tuesday triggers another one this Tuesday because the operator who fixed it didn’t know what fixed it, the next shift never saw the pattern, and the SPC chart on the wall flagged the symptom — not the cause. AI-native SPC ends the recurrence cycle. It catalogues every defect signal, traces each one to its root cause across hundreds of process tags, and remembers the fix — so the next time the same upstream signal starts to drift, the operator gets the alert and the action together, before the defect ever forms. The documented impact on dairy lines: up to 70% reduction in recurring defects, 37% overall defect rate drop, and an end to the “why is this happening again” conversation that dominates so many morning huddles. This guide shows operators exactly how it works. Book a demo with us to see your line’s defect history mapped against AI elimination patterns.
142
Total defect events flagged
87%
Traced to 5 recurring root causes
~70%
Eliminated after AI SPC deployment
$10M+
Average direct cost of a dairy recall
Why the Same Defects Keep Coming Back
If you’ve worked a dairy line for more than six months, you already know the pattern. The hold-tube temperature swings every couple of shifts. The filler underweights on the same head twice a week. The CIP rinse-out flags amber on the same loop most Fridays. Each event gets fixed, written up, closed. And then it happens again. Five forces conspire to keep recurring defects recurring — AI-native SPC defeats every one of them.
01
The Fix Lives in One Operator’s Head
Whoever solved it last knows what worked. When that operator’s on holiday or moves to days, the institutional memory walks out with them.
02
SPC Charts Flag Symptoms, Not Causes
A single-variable chart shows the temperature swing. It doesn’t show the steam supply pressure drop that caused it 6 minutes earlier.
03
CAPA Documentation Fades
The corrective action got logged. Nobody reads CAPAs from three months ago. The pattern repeats, with fresh paperwork on top.
04
Multivariate Causes, Univariate Tools
Most dairy defects have 3–7 contributing variables. Legacy SPC watches them one at a time and misses the combined signal.
05
The Alert Comes Too Late
Static control limits only fire after the spec is breached — minutes after the defect has already formed and entered the batch.
The 5 Recurring Defect Families on Almost Every Dairy Line
The literature on dairy recalls and quality investigations tells a remarkably consistent story. Five defect families account for the overwhelming majority of recurring quality issues in dairy processing. Each has a characteristic AI signal pattern, and each gets eliminated through the same disciplined SPC loop — just with the math automated.
Defect Family 01
HTST Hold-Tube Temperature Swings
Forced flow diversion · PMO compliance risk
What it looks like
72°C target wobbles by ±0.6–1.2°C, occasionally dipping below the legal 72°C/15s hold requirement. Automatic flow diversion device (FDV) trips, batch diverts back through the regenerator.
Root causes AI links
Steam supply pressure drift, regenerator fouling, feed pump variance, raw milk temperature inconsistency, plate heat exchanger seal wear.
AI elimination signal
Multi-tag correlation flags steam pressure drift 6–10 minutes before hold-tube temperature responds. Operator adjusts steam side, swing never reaches the FDV trip point.
Defect Family 02
Post-Pasteurization Contamination Hits
Recall risk · shelf-life failure
What it looks like
Shelf-life failures, premature spoilage, occasional positive microbiology results downstream of pasteurization. Often traced to HTST plate pinholes, tank cracks, or contaminated compressed air.
Root causes AI links
Pressure differential drift between raw and pasteurized sides, plate heat exchanger seal degradation, CIP rinse-out conductivity anomalies, compressed air dew-point drift.
AI elimination signal
Continuous pressure differential monitoring catches the earliest indicator of plate degradation; the asset gets flagged for maintenance before a single contamination event occurs.
Defect Family 03
Fat-Protein Ratio Drift
Giveaway · downgrade · spec failure
What it looks like
Standardized batches drift outside spec ratio over the course of a shift. Either you overdose to stay safely above LCL (giveaway) or you drift past UCL and downgrade the batch.
Root causes AI links
Separator skim consistency drift, raw milk seasonal composition shift, cream metering valve V-position wear, inline NIR sensor calibration drift.
AI elimination signal
Ratio-aware multivariate SPC catches the relationship drift before either individual signal trips a single-variable chart. Operator trim adjustment applied 20–40 minutes before lab confirmation.
Defect Family 04
Homogenizer Texture Defects
Mouthfeel complaints · consumer panel rejects
What it looks like
Cream separation in finished product, grainy mouthfeel, inconsistent fat globule distribution. Often surfaces in consumer panels before it shows up in QC testing.
Root causes AI links
Homogenizer valve seat wear, pressure delivery drift below the 200–300 bar target, piston seal degradation, motor speed variance on positive displacement pump.
AI elimination signal
Pressure I-MR chart catches sub-spec pressure delivery long before texture defects form. Valve seat wear flagged for next planned stop; texture-defect complaint window closes.
Defect Family 05
Filler Underweight & Seal Defects
Reject rate · customer complaints
What it looks like
One head on a multi-head filler systematically underweighting. Or intermittent seal failures on a specific lane. Static SPC averages these signals across all heads and misses head-level drift.
Root causes AI links
Per-head nozzle wear, lane-specific sealing temperature drift, product viscosity feeding head non-uniformly, capper torque variance per lane.
AI elimination signal
Per-head P-chart segments out the failing head from the otherwise healthy line. Operator trims the specific nozzle; reject rate falls to baseline within the shift.
Want these five defect families mapped against your last 90 days of quality data? Book a defect mapping demo with our dairy SPC team.
The Elimination Loop — From Signal to Permanent Fix
Defect elimination is a different discipline from defect detection. Detection ends when the alarm fires. Elimination ends when that exact defect can’t happen again. Here’s the four-stage loop AI-native SPC runs continuously, in the background, behind every signal on every line.
01
Catch
AI flags the early signal — pressure drift, temperature wobble, ratio shift — before the defect forms. Eight Nelson rules running in parallel on every CTQ signal.
02
Trace
Multivariate correlation maps the signal back to its true upstream cause — not the visible symptom. Steam pressure, not hold-tube temp. Seat wear, not pressure delivery.
03
Act
Prescriptive action arrives on the operator HMI with the specific setpoint to adjust and the expected resolution time. No mental decision tree, no calling QA.
04
Remember
Pattern logged into the failure-pattern library. Next shift, next operator, next month — the same signal triggers the same proven fix. The recurrence cycle breaks.
From Recurring to Eliminated in 6–12 Weeks
iFactory ships a pre-configured AI server tuned for dairy — HTST, separator, homogenizer, filler, CIP. Integrates with your existing PLC and SCADA in 6–12 weeks. First validated defect-elimination signals arrive within 6–8 weeks of go-live.
What “70% Recurring Defect Elimination” Actually Looks Like
The headline number sounds dramatic until you break it down by where the defects live. Recurring defects aren’t evenly distributed — they cluster heavily in a few signal families that AI-native SPC handles disproportionately well. Here’s the math for a representative mid-sized dairy line over the first 90 days of deployment.
Defect Family
Pre-deployment / month
Post-deployment / month
Reduction
HTST temperature swings
~24 events
~6 events
75%
Post-pasteurization contamination
~2 events
0 events
100%
Fat-protein ratio drift
~18 batches
~6 batches
67%
Homogenizer texture defects
~12 events
~3 events
75%
Filler underweight & seal
~30 events
~10 events
67%
Total recurring defects
~86 / month
~25 / month
~70%
The downstream consequences of that reduction compound far beyond the quality department. A single avoided recall typically costs $10M+ in direct cost alone according to the Grocery Manufacturers Association, before brand and customer retention impact. With dairy products leading global food recalls in Q1 2025, the avoided-recall math by itself justifies the deployment in nearly every plant where it’s been documented.
Want this elimination math run against your specific defect history? Book a defect-elimination demo and we’ll model your numbers.
The Operator’s Role in the Elimination Loop
One of the most common operator questions about AI-native SPC: “Does this make my judgment irrelevant?” The honest answer goes the opposite direction. The AI handles the pattern-counting work that humans were never good at — tracking eight Nelson rules across hundreds of signals simultaneously — and frees the operator for the work humans excel at. Three roles get sharper.
Role 01
Judgment on Edge Cases
Most alerts arrive with a clear corrective action. The 5–10% that don’t — novel patterns, unusual interactions, equipment condition the AI hasn’t seen before — need operator interpretation. That’s where shop-floor experience compounds.
Role 02
Physical Confirmation
When the AI flags valve seat wear or sensor drift, the operator confirms the physical reality — the algorithm doesn’t walk the line. That ground-truth feedback closes the loop and refines the model.
Role 03
Shift Handover Authorship
The morning huddle becomes a strategy conversation, not an excuse-finding session. Operators bring forward-looking context: which products are tracking risk, which signals need attention, which equipment is approaching its planned-stop window.
Expert Perspective
"A dairy quality program built on recurring defect elimination is fundamentally different from one built on defect detection. Detection-focused plants chase defects after they form — an endless loop of investigation, CAPA, retraining, and recurrence. Elimination-focused plants attack the upstream signal pattern, capture the proven fix in the AI’s failure-pattern library, and break the recurrence cycle permanently. That’s where the 70% reduction actually comes from. It’s not the AI being smarter than the operator — it’s the AI doing the pattern-tracking work that nobody on a moving shift can keep up with manually, so the operator can do the judgment work the AI can’t."
— Dairy Manufacturing Quality Practice, 2026 industry insight
$10M+
average direct cost of a single dairy product recall
228B lbs
annual U.S. dairy production under PMO compliance
Q1 2025
dairy products led global food recalls
Conclusion: The Shift Where Nothing Repeats
Recurring defects are the slow tax on every dairy line — the quiet bleed of yield, the rolling source of customer complaints, the chronic risk of the next recall. AI-native SPC ends the recurrence cycle by doing what no operator has the bandwidth to do manually: track all eight Nelson rules continuously across hundreds of signals, correlate the early indicators to their true upstream causes, deliver the proven fix the moment the pattern emerges, and remember it for every shift that follows. The headline numbers — 70% recurring defect elimination, 37% overall defect rate reduction, $10M+ recall risk avoided per event — are the visible result. The deeper change is cultural: the operator stops chasing defects after they form and starts preventing the patterns that produce them. The line gets quieter. The morning huddle gets shorter. The same problems stop coming back. Book a demo with us to see this on your line.
Stop the Recurrence Cycle on Your Line
iFactory’s dairy practice deploys AI-native SPC for defect elimination in 6–12 weeks against your existing PLC and SCADA. Get a free working session where we map your five biggest recurring defects to specific elimination signals.
Frequently Asked Questions
How does AI-native SPC actually eliminate recurring defects?
Through a four-stage continuous loop: catch the early signal before the defect forms, trace it to its true upstream root cause across hundreds of process tags, push the prescriptive corrective action to the operator HMI, and remember the pattern in a failure-pattern library so the same signal triggers the same proven fix on every future shift. The recurrence cycle breaks because the institutional memory of what worked stops living in one operator’s head and starts living in the platform. Documented results in dairy deployments include up to 70% reduction in recurring defects and 37% overall defect rate reduction.
Which defects on a dairy line does this address first?
Five families account for the overwhelming majority of recurring quality issues in dairy processing: HTST hold-tube temperature swings, post-pasteurization contamination, fat-protein ratio drift, homogenizer texture defects, and filler underweight or seal failures. AI-native SPC addresses all five simultaneously through multivariate correlation that catches upstream signals 6–40 minutes before defects form. The biggest wins typically come on HTST temperature swings (around 75% reduction) and post-pasteurization contamination (often 100% elimination once early-warning indicators are wired up). The combined effect lands at the ~70% recurring defect reduction headline.
Why is recurring defect elimination different from defect detection?
Detection ends when the alarm fires. Elimination ends when the same defect cannot happen again. Detection-focused programs chase defects after they form — investigation, CAPA, retraining, recurrence. Elimination-focused programs attack the upstream signal pattern, capture the proven fix in a permanent failure-pattern library accessible to every operator on every shift, and break the recurrence cycle structurally. The same SPC math underpins both approaches; what changes is whether the program treats each event as a one-off or as a signal that the underlying pattern needs to be eliminated.
Does this replace our existing PLC, SCADA, or HMI?
No. iFactory’s AI-native SPC sits above your existing controls stack. PLCs continue to run the control logic exactly as they do today. SCADA continues to display the alarms and trends operators are trained on. The HMI gets prescriptive alerts and an updated control chart view layered on top — the AI feeds smarter signals into the interface operators already know. Nothing in the control loop changes, no compliance documentation gets restructured, and no operator retraining on the controls layer is required. Deployment runs 6–12 weeks with first validated defect-elimination signals arriving within 6–8 weeks.
What does this mean for operator skill and authority on the line?
It sharpens both. The AI handles the pattern-tracking work humans were never built for — eight Nelson rules across hundreds of signals simultaneously, around the clock. The operator does the judgment work the AI cannot — interpretation of edge cases, physical confirmation of equipment condition, ownership of the line’s overall performance. Three operator roles get sharper: judgment on the novel patterns the algorithm hasn’t seen before, physical confirmation of upstream causes the AI flags, and shift handover authorship that becomes forward-looking instead of defensive. Most operators report higher engagement within the first month because the alerts they receive are finally worth acting on.