AI SPC Made Simple for Dairy Processing Food Manufacturing Operators
By Riley Quinn on May 26, 2026
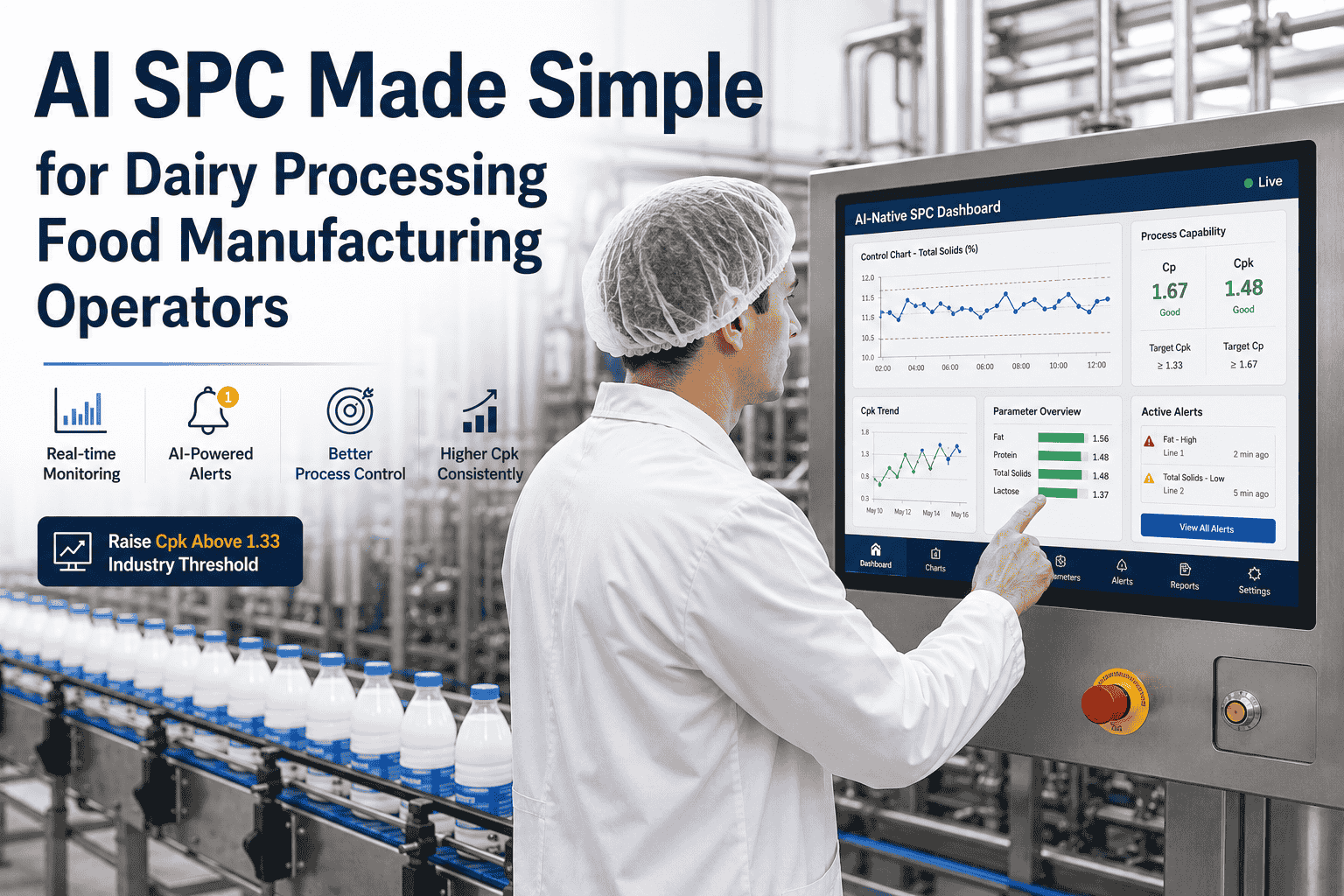
SPC stands for Statistical Process Control. It’s been around since 1924. Walk into any dairy quality engineer’s office and you’ll find textbooks full of Greek letters, Western Electric rules, Nelson rules, Cp, Cpk, Pp, Ppk, ±3 sigma, X-bar R, I-MR — pages and pages of mathematics that have been getting in the way of what SPC was always supposed to deliver:three simple answers an operator can act on, every shift, on every line. AI-native SPC strips out everything except those three answers and hands them to operators in plain language: Are we on target? Are we consistent? Are we capable? Get clear yes/no answers to those three questions in real time and the line runs better. This guide explains how AI-native SPC works without the jargon — using your separator, the most variation-sensitive asset on the line, as the running example throughout. Book a demo with us to see the three questions answered on your historian data.
AI-Native SPC · Reduced to Three Questions
What Every Operator Needs to Know — Nothing More
Q1
Are we on target?
Statistical name: Centering
Is the average value of the parameter sitting where the recipe says it should?
Q2
Are we consistent?
Statistical name: Variation
How much does each measurement bounce around the average? Tight or scattered?
Q3
Are we capable?
Statistical name: Cpk
Combining the first two: is the line good enough to meet spec consistently over time?
Everything else in SPC theory exists to answer one of these three. Everything.
Question 1: Are We on Target? — The Centering Question
This is the simplest of the three. The recipe says skim milk should leave the separator at 0.06% fat. The actual reading is 0.11%. You’re not on target. The size of the gap doesn’t matter at this question; only the direction. AI-native SPC monitors this in real time across every parameter on the line and gives you a one-glance answer: on target, drifting, or off.
Separator example
Skim fat content · Target 0.06% · Live reading
Question 1 answer
On target
0.058–0.062%
Mean sitting at target. No action required.
Question 1 answer
Drifting
0.07–0.09%
Mean walking off-target. Bowl discharge frequency or RPM adjustment recommended.
Question 1 answer
Off
>0.10%
Mean clearly off. Skim quality degraded. Immediate correction or stop required.
Question 2: Are We Consistent? — The Variation Question
Two batches can both be on target on average but feel completely different on the line. One batch reads 0.060, 0.061, 0.059, 0.060, 0.061 — tight. Another reads 0.040, 0.080, 0.045, 0.078, 0.057 — scattered. Both average 0.060. Both pass the “on target” test. Only one is consistent. AI-native SPC measures this scatter automatically and tells you whether your line is running tight or wide.
Tight
Consistent process
0.0600.0610.0590.0600.061
Spread: ±0.001%
Every batch lands close to the average. The line is behaving predictably. This is what tight variation looks like.
Wide
Inconsistent process
0.0400.0800.0450.0780.057
Spread: ±0.020%
Same average as the tight case, but individual batches scatter far. Something on the line is causing instability. This is the early warning sign.
Want to know if your separator is running tight or wide right now? Book a 30-minute working session and we’ll measure it from your historian.
Question 3: Are We Capable? — The Cpk Question
This is where the first two questions combine. Capability asks: given how on-target we’re running and how consistent we’re being, can the line meet spec reliably over time? The answer comes as a single number called Cpk. Think of Cpk as a school grade for your line. Anything under 1.0 is failing. 1.33 is the industry pass mark for FMCG. 1.67 is honors-level world-class.
F
Cpk < 1.0
Failing
Line cannot meet spec reliably. Chronic out-of-spec product. Operators add safety margin on every batch.
C
1.0 ≤ Cpk < 1.33
Marginal
Meeting spec for now but drifting backward without intervention. No safety margin against equipment wear or seasonal milk shifts.
B
1.33 ≤ Cpk < 1.67
Capable
Industry-standard pass mark for FMCG. Approximately 64 defects per million units. Most retail buyers require this minimum.
A
Cpk ≥ 1.67
World-class
Approximately 0.6 defects per million. Safety margin against drift during long runs. Target for regulated parameters like net weight and pasteurization.
How AI-Native SPC Answers These Three Questions in Real Time
Legacy SPC asks the three questions weekly or monthly — a quality engineer pulls samples, runs the calculations, prints a report Friday afternoon. AI-native SPC asks them continuously, on every signal, in real time, across every asset on the line. The technical work is the same. The speed is fundamentally different.
1
Reads every sensor
Pulls live data from PLC and SCADA on every parameter that matters — fat %, protein %, TS, viscosity, separator RPM, discharge frequency.
2
Runs the math
Calculates centering, variation, and Cpk continuously. Applies Western Electric and Nelson rules in parallel. No engineer required.
3
Answers the 3 questions
Outputs the three plain-language answers: on target / consistent / capable — with current values and trend direction.
4
Prescribes action
When an answer changes from green to amber, the HMI shows the specific setpoint to adjust. Operator confirms; line stays in spec.
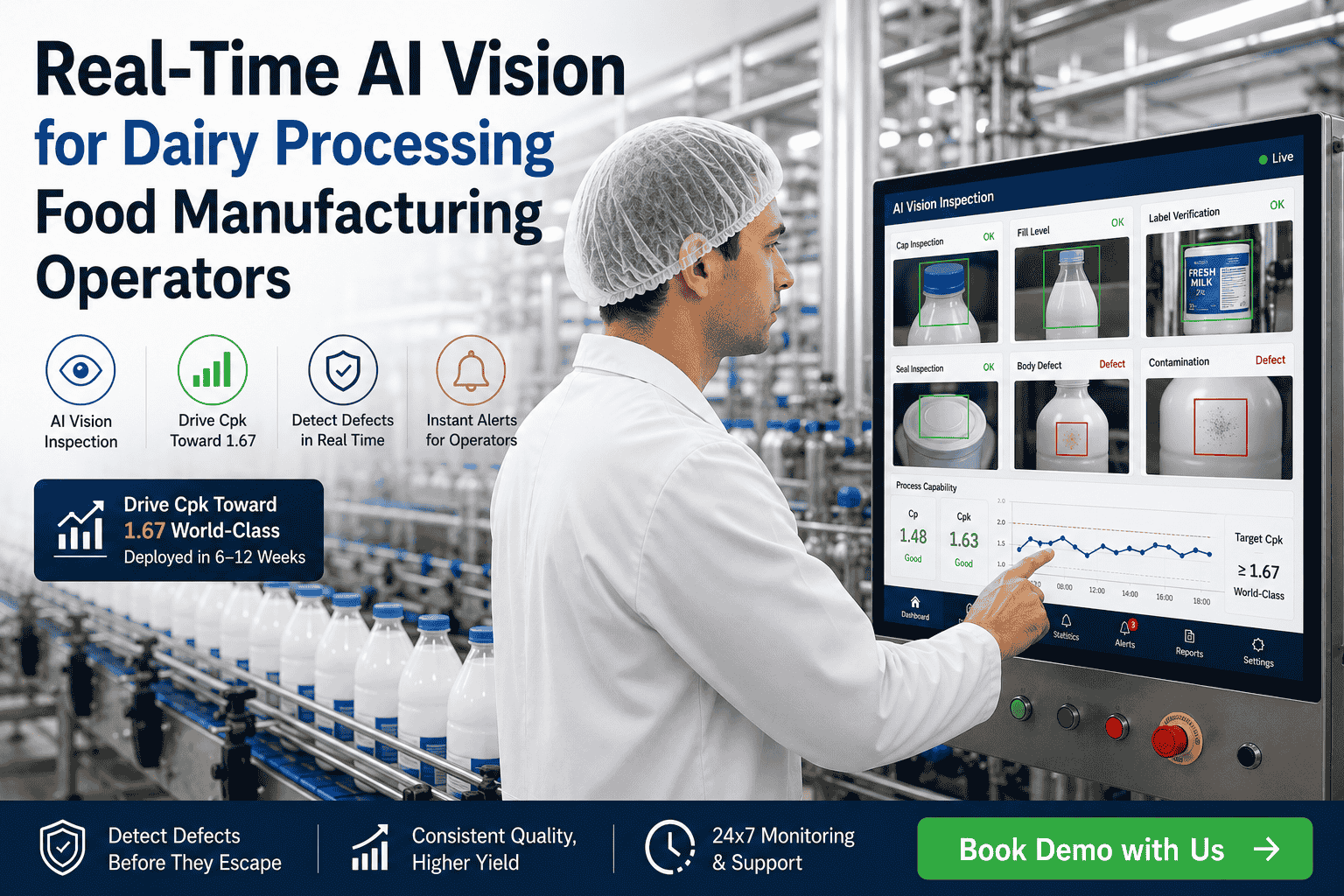
Get the Three Answers on Your Line in 6–12 Weeks
iFactory ships a pre-configured AI server tuned for dairy — separator, pasteurizer, homogenizer, filler, CIP. Reads your existing PLC and SCADA over standard protocols. First validated answers to centering, variation, and capability arrive within 6–8 weeks of go-live.
Why the Separator Is the Asset Where the Three Questions Matter Most
Every dairy line has parameters that drift gradually and parameters that drift suddenly. The separator sits at the intersection — a high-speed centrifuge spinning at around 6,000 RPM, generating 4,000–5,000g of centrifugal force, with bowl skimming efficiency that wears continuously over thousands of operating hours. Get the separator’s three answers right and the downstream line behaves; get them wrong and every asset downstream amplifies the drift.
Skim fat content
Target: ≤0.06% in skim
Watches: bowl discharge frequency, RPM stability, raw milk composition drift
Cream fat content
Target: 35–42% depending on use
Watches: cream port pressure, throughput rate, hydrohermetic seal performance
Standardized fat (whole/2%/1%)
Target: 3.25% / 2.00% / 1.00%
Watches: blending valve position, inline NIR readings, recipe match accuracy
Inline acoustic flowmeters monitoring milk concentrate viscosity and total solids content have been demonstrated to track protein and TS content with R² > 0.96 accuracy in peer-reviewed dairy research. That accuracy is what makes the three-question framework operational rather than theoretical.
Want your separator’s three answers mapped against last month’s historian data? Book a separator SPC demo with our dairy team.
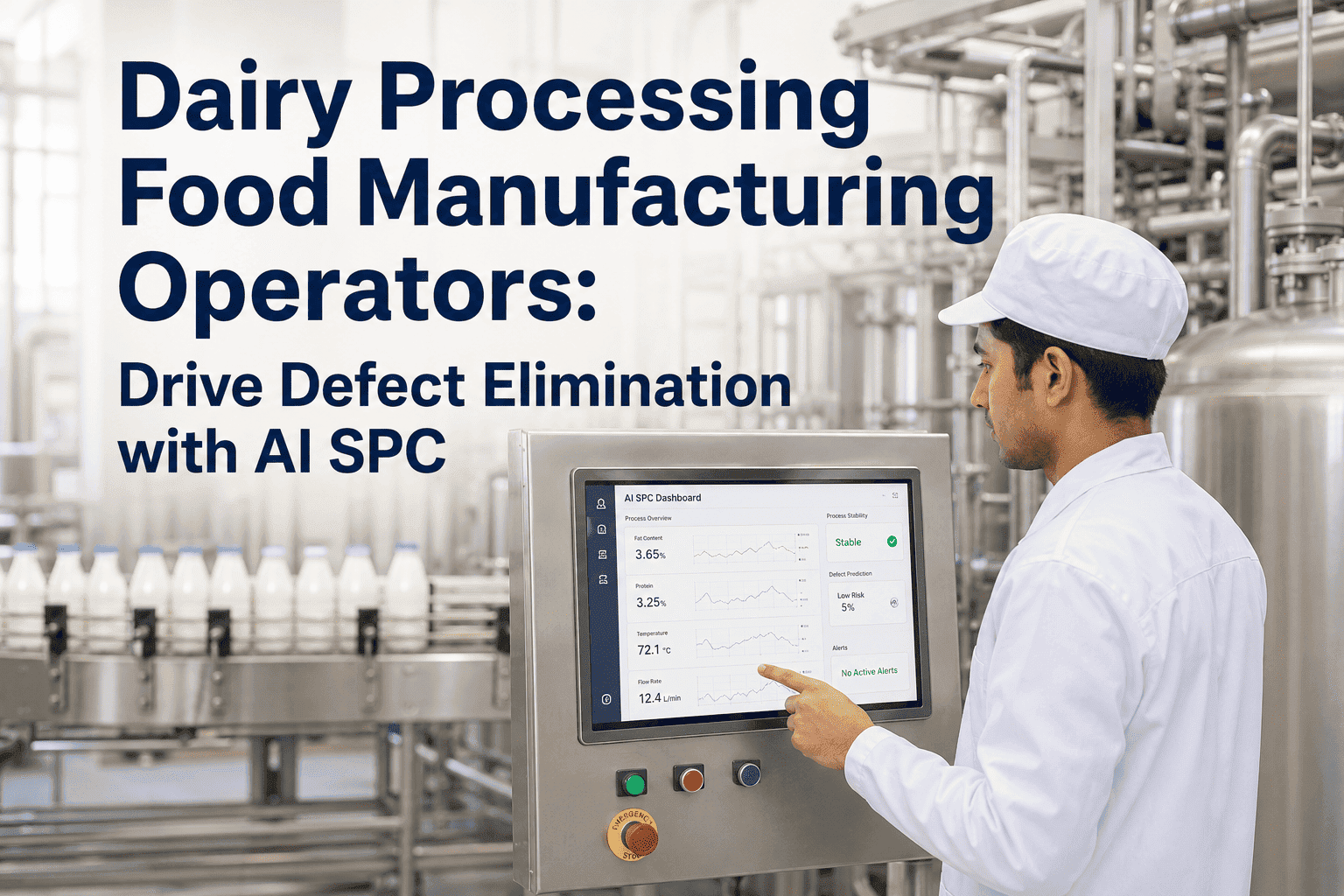
What This Looks Like on Your Shift Dashboard
The whole point of stripping SPC down to three questions is that the answers fit on one screen. No quality engineer required to interpret. No certification course required to use. Just three signals, four assets, one glance.
Shift Dashboard · 14:22 · B Shift
LIVE
Asset
On target?
Consistent?
Capable?
Separator
Yes
Tight
Cpk 1.52
Pasteurizer
Yes
Tight
Cpk 1.41
Homogenizer
Drifting
Tight
Cpk 1.18
Filler
Yes
Tight
Cpk 1.38
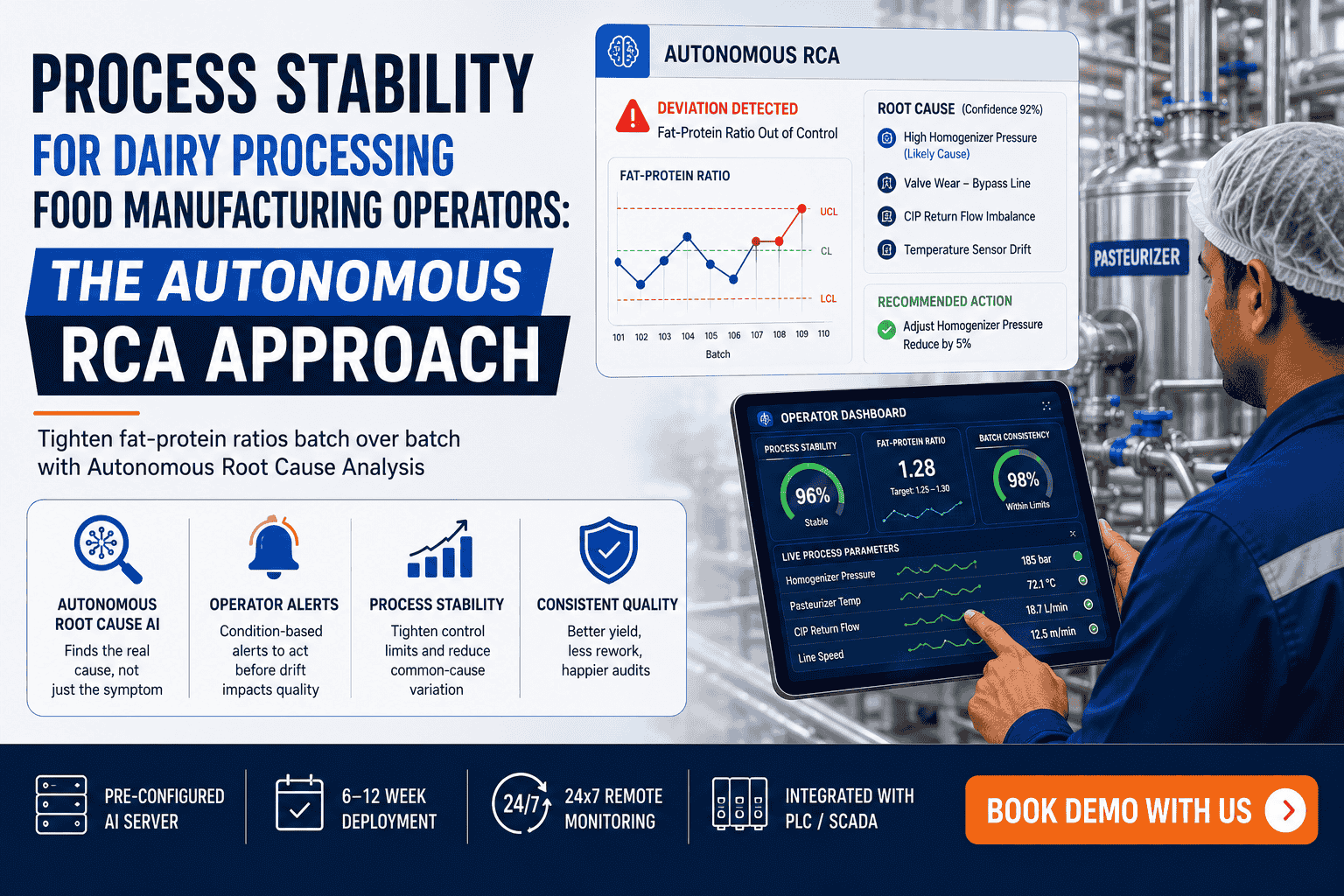
Homogenizer pressure drifting below 218 bar target
Recommended: piston seal inspection at next planned stop · Confidence 92%
Expert Perspective
"The fastest way to get adoption of advanced manufacturing analytics on a dairy floor is to stop asking operators to learn statistics. They don’t need to know what a control chart looks like, what Greek letter represents standard deviation, or what the difference between Cp and Pp is. They need to know three things: is the line on target, is it consistent, and is it capable. Translate the entire SPC discipline into those three answers and adoption happens within the first shift. The operators we work with start running their lines better the day they stop being asked to do the math — and AI-native SPC is the first generation of tooling that finally lets them stop."
— Dairy Manufacturing AI Practice, 2026 industry insight
6,000 RPM
typical dairy separator centrifuge speed
0.06%
target maximum fat in skim from modern separators
R² > 0.96
inline acoustic flowmeter accuracy for TS monitoring
Conclusion: Three Questions, One Confident Shift
SPC was never supposed to be hard. It started as a discipline for helping operators run better lines, not a graduate-school subject for quality engineers. AI-native SPC restores the original intent — stripping out the jargon, the manual calculations, and the weekly reports, and replacing them with three plain-language answers updated continuously on every signal across every asset. Are we on target? Are we consistent? Are we capable? When all three answers are green, the operator’s confidence on shift is total. When one turns amber, the platform tells them exactly what to adjust. The fat-protein-TS consistency the customer experiences in finished product. The Cpk number climbing past 1.33 the plant manager cares about. The chronic separator drift quietly going away. All of it follows from those three questions, asked correctly, asked often, asked by the AI. Book a demo with us to see the three answers running on your line.
Bring the Three Questions to Your Dairy Line
iFactory’s dairy practice deploys AI-native SPC in 6–12 weeks against your existing PLC and SCADA — three plain-language answers per asset, prescriptive operator alerts, 24x7 monitoring. Get a free 30-minute working session built around your separator and downstream assets.
What are the three questions AI-native SPC actually answers?
Are we on target (centering — is the average value where the recipe says it should be), are we consistent (variation — how tight is the spread of measurements around the average), and are we capable (Cpk — combining the first two into a single number that tells you whether the line can meet spec reliably over time). Every concept in traditional SPC theory exists to answer one of these three questions. AI-native SPC strips the discipline down to those answers and delivers them continuously in plain operator language on the HMI — no statistical interpretation required. Plants typically see operators acting confidently on the platform within the first shift of go-live.
Why is the separator highlighted as the key asset in this framework?
Because the separator sits upstream of nearly everything else on a dairy line and propagates drift directly into downstream assets. A high-speed centrifuge spinning at around 6,000 RPM generating 4,000–5,000g of centrifugal force has continuous bowl skimming efficiency wear, raw milk composition that shifts seasonally, and standardization functions that affect fat, protein, and total solids in finished product. Modern separators target skim fat at 0.06% or less — a number that drifts up as bowl efficiency degrades. Catching the drift early on the separator prevents downstream amplification through homogenizer, pasteurizer, and filler. The three-question framework applied to the separator is the highest-leverage place to deploy it first.
What Cpk should we target on a dairy line?
Cpk 1.33 is the industry-standard minimum for FMCG processes — corresponds to roughly 64 defects per million units and is required by most major retail buyers’ technical standards. Cpk 1.67 is world-class — about 0.6 defects per million — the target for parameters with direct regulatory or safety consequence (net weight, pasteurization time-temperature, allergen content). On the school-grade analogy in this guide: below 1.0 is failing, 1.0–1.33 is marginal/C, 1.33–1.67 is capable/B, above 1.67 is world-class/A. Dairy plants deploying AI-native SPC typically see chronic SKUs lift from baseline 0.8–1.0 into the 1.33+ range within 12 weeks of go-live.
Do operators need to learn statistics to use AI-native SPC?
No. That’s the entire point of the three-question framework. The platform handles every statistical calculation in the background — centering math, variation math, Cpk math, Western Electric rules, Nelson rules, control limit recalculation, multivariate correlation — and outputs three plain-language answers per asset. Operators interpret the answers and execute the recommended actions. Training is typically a 60–90 minute walkthrough plus shift-side support during the first week. No statistical background required, no certification course needed. The operators who succeed fastest are the ones who already understand the line; the math sits underneath where it belongs.
How does deployment work on our existing PLC, SCADA, and HMI?
As an additive layer, not a replacement. iFactory’s AI-native SPC reads from any PLC vendor and SCADA system through standard industrial protocols, runs the three-question math on a pre-configured AI server tuned for dairy, and pushes the centering / consistency / capability answers plus prescriptive alerts back to your existing operator HMI or mobile dashboards. PLCs continue to run control logic exactly as today. SCADA continues to display threshold alarms operators are trained on. Your existing SPC software, if any, continues to function — the AI feeds it smarter, continuously updated control limits and the three plain-language answers that legacy SPC tools can’t produce. Deployment runs 6–12 weeks with first validated answers within 6–8 weeks.