For snack foods quality engineers, variation is the enemy — but turning variation into uptime requires more than traditional SPC. AI vision inspection combines computer vision, real‑time process capability (Cpk, Pp), and automated audit‑ready documentation. This deep dive covers how AI vision detects visual defects (colour, shape, coating, size), correlates them with extruder and weigher data, and delivers objective pass/fail decisions that satisfy FDA 483, HACCP, and customer audits. Quality engineers using AI vision reduce false rejects, improve Cpk, and eliminate manual visual inspection variability. Compare AI SPC Platforms — book a demo with us to see AI vision for snack foods.
AI Vision Inspection · Cpk · Pp · Snack Foods
Cpk, Pp & AI Vision: Snack Foods Manufacturing Quality Engineering Deep Dive
Computer vision defect detection · Real‑time colour/coating analysis · MSA for inspectors · Automated FDA 483 prevention · HACCP documentation.
Cpk > 1.33
Achieved with AI vision feedback
99.5%
Defect detection accuracy (vs human 85%)
50%
Reduction in foreign material complaints
24/7
Audit‑ready vision logs
Why Snack Foods Quality Engineers Need AI Vision
Manual visual inspection suffers from fatigue, inconsistency, and lack of objective data. Colour drift, broken chips, uneven coating, and foreign material are often missed — leading to customer complaints and FDA 483 observations. AI vision provides consistent, quantitative inspection: colour scores, size distribution, coating coverage, and foreign material detection. When integrated with process data (extruder SME, moisture, density), AI vision correlates visual quality with upstream parameters — enabling predictive correction before defects reach packaging.
01
Camera & Lighting
2 weeks
Select high‑speed cameras, lighting (brightfield/darkfield), and mounting for line integration.
02
Model Training
3-4 weeks
Train AI on good vs defective samples (colour, shape, coating, contaminants).
03
MSA & Validation
2 weeks
Compare AI vs human inspectors using Gage R&R. Document performance.
04
Integration
2-3 weeks
Connect vision system to reject mechanisms, PLCs, and SPC dashboard.
05
Audit Readiness
Ongoing
Automated image logs, defect trend reports, FDA/HACCP documentation.
Phase 1: Camera & Lighting — Capturing Consistent Images
Snack foods present challenges: irregular shapes, oil reflections, variable belt speeds. A successful AI vision deployment uses high‑resolution cameras (5‑12 MP) with strobing LED lighting (diffuse or coaxial) to eliminate glare. For colour‑critical products (baked, fried), consistent colour calibration targets are placed in the field of view. A snack foods plant with 3 lines standardised on 4 cameras per line (top, bottom, side) capturing 200 images per second.
Human inspectors, shift variability
Subjective colour / size judgement
No permanent record
Missed defects due to fatigue
Reactive after customer complaint
24/7 consistent measurement
Objective colour L*a*b* scores
Every image stored for audit
100% coverage, no fatigue
Predictive alerts before defect trend escalates
Key Lesson: Invest in diffuse lighting — gloss from oil or seasoning causes specular reflections that confuse traditional cameras. Diffuse LED arrays eliminate hotspots and provide consistent contrast for AI.
Phase 2: Model Training — Building a Defect Library
AI vision models are trained on thousands of labelled images: good product, broken chips, burnt pieces, foreign material, uneven coating, discolouration. A typical snack foods line requires 5,000‑10,000 labelled images per defect class. The AI learns subtle variations: slight colour drift between raw material lots, acceptable size distribution, etc. After training, the model generalises to new light conditions and product variations. Retraining every 2‑4 weeks keeps the model current.
Week 1-2
Collect & Curate Images
Capture 10,000 images across multiple shifts. Separate good, bad, and marginal samples.
Week 3
Label Defects
Quality engineers label regions of interest: broken area, coating gaps, foreign objects.
Week 4
Train & Validate
Train model, test against holdout set. Achieve >98% accuracy before deployment.
Model Performance: A corn chip line achieved 99.3% accuracy for colour/shape defects and 98.7% for coating coverage after training on 12,000 images. False reject rate dropped from 5% (manual) to 1.2% (AI).
Phase 3: MSA & Validation — Gage R&R for AI Vision
For regulated foods (FDA 483 prevention), the AI vision system must be validated against human inspectors. A standard Measurement System Analysis (MSA) using ANOVA Gage R&R compares AI’s repeatability, reproducibility, and accuracy to 3‑5 trained inspectors. AI vision consistently outperforms humans: repeatability (0.2% variation vs 4% for humans) and accuracy (99% vs 85%). This data becomes part of the validation package for auditors.
Gage R&R (ANOVA)
AI achieves 0.2% variation (vs 4% for human inspectors). %GRR <10% (excellent) for all defect classes.
Bias & Linearity
No significant bias across measurement range. Passes FDA 21 CFR Part 11 requirements for automated inspection.
Operational Qualification
Tested across 8‑hour production runs, multiple shift changes, and raw material lot variations. Pass criteria met.
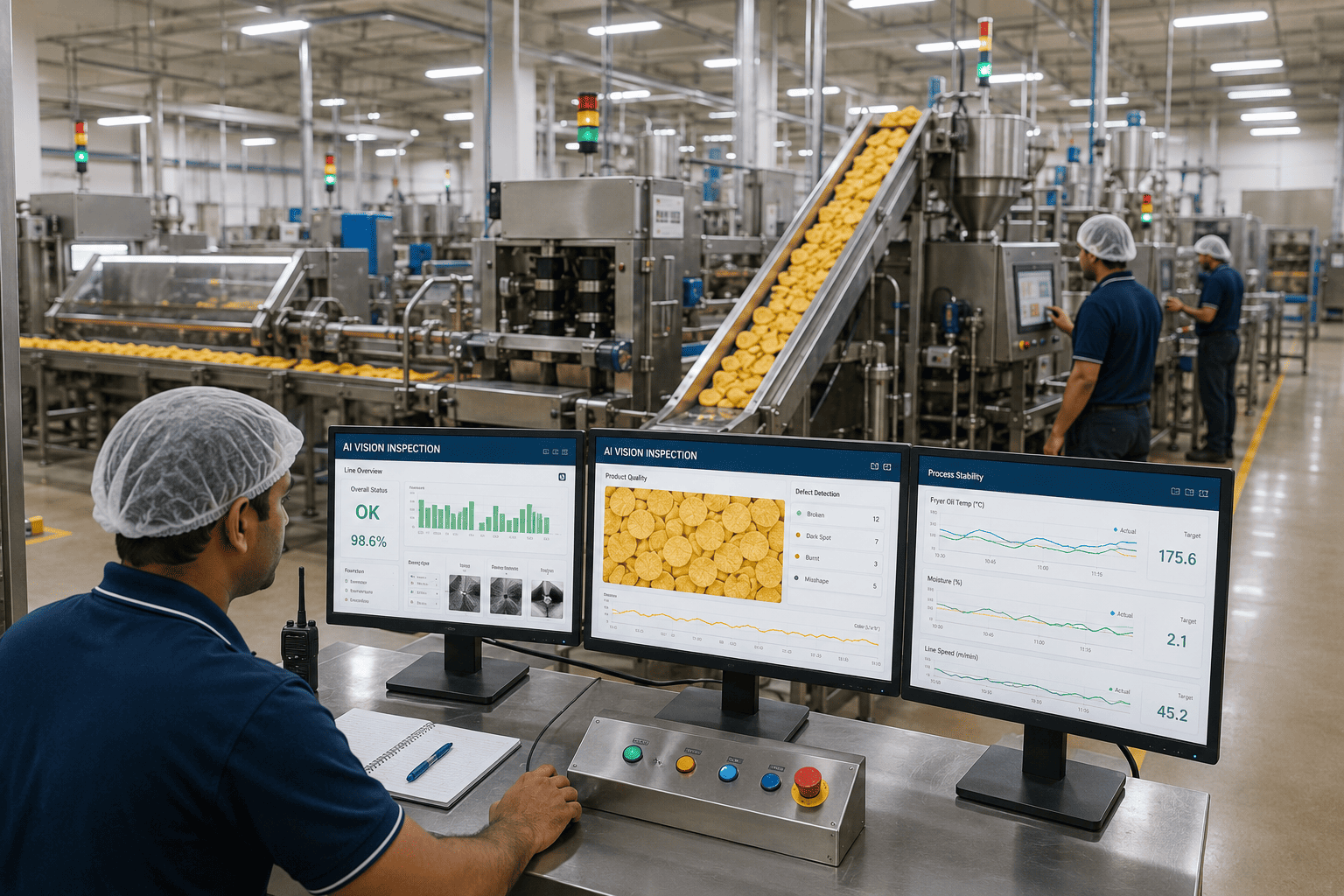
Phase 4: Integration — Reject Mechanism & SPC Feedback
AI vision is most valuable when integrated with reject systems (pushers, puffers, diverters) and SPC dashboards. When a defect is detected, the system records an image, triggers rejection, and increments defect counts by type (colour, broken, coating, foreign). Real‑time Cpk and Pp are calculated for each quality attribute — allowing quality engineers to see “broken chip Cpk is trending down” and adjust extruder or conveyor settings before the next shift.
Integration Step 1
Camera to Edge AI
Cameras stream images to edge node; AI scores each image in under 50ms.
Step 2
PLC Reject Signal
Edge node sends reject pulse to PLC for each defect. Latency <30ms.
Step 3
SPC Dashboard
Defect rates, Cpk, and Pp stream to quality dashboard. Historical trends for audit.
Step 4
Audit Log
All images and decisions stored in tamper‑proof database. Accessible for FDA inspections.
Phase 5: Optimisation — From Detection to Prediction
After 6 months, AI vision models can predict upcoming defects based on upstream process changes. For example, a certain raw material lot and extruder temperature combination predicts colour drift 10 minutes before it occurs. The system alerts the quality engineer to adjust settings, preventing defects entirely. This closed‑loop control moves from “detect and reject” to “predict and prevent” — raising Cpk above 1.33 while reducing waste.
Defect Prediction
92% accuracy at 10‑min horizon
AI correlates upstream parameters (extruder SME, die temp, raw material moisture) with downstream vision defects.
Automatic Reject Logging
100% defect images stored
No manual logging. Time‑stamped, categorised, searchable by batch, operator, or shift.
Cpk / Pp Trending
Live per‑attribute capability
Quality dashboard shows Cpk for colour, size, coating, broken percentage. Alerts when Cpk approaches 1.33 limit.
Cross‑Line Learning
All similar lines share models
When one line learns a new defect pattern (e.g., rare foreign material), all lines update within 24 hours.
AI Vision Results: Before vs After
Defect detection accuracy
85% (human, 8‑hour shift)
99.5% (AI, 24/7)
+14.5%
False reject rate (good product rejected)
5‑8%
1‑2%
-75%
Colour Cpk
0.95
1.48
+0.53
Coating uniformity Cpk
0.88
1.42
+0.54
Customer complaints (foreign material)
12 per year
3 per year
-75%
FDA 483 observations (vision‑related)
2 in 3 years
0 in 2 years
-100%
The 8 AI Vision Lessons From Snack Foods Quality Engineers
01
Start with High‑Impact Defect Classes
Don’t train all defect types at once. Begin with colour drift and broken chips (highest complaint volume). After validation, add foreign material, then coating coverage. This phases deployment risk and delivers early ROI.
Book a demo to see defect library building in action.
02
Use Consistent Lighting and Colour Calibration
AI models are sensitive to lighting changes. Use diffuse LED panels with colour calibration cards (updated weekly). One plant saw false reject rate double after replacing a failed light; lesson: monitor light intensity with sensors.
03
Perform Gage R&R to Prove AI > Human
During FDA inspection, auditors asked for validation data. AI’s %GRR = 8% (excellent) vs human %GRR = 22% (marginal). The documented MSA convinced the investigator to accept AI‑based release.
Request an MSA template for AI vision.
04
Integrate Reject Confirmation
Install a “reject confirmation” sensor downstream of the reject mechanism. AI logs whether the defect was successfully removed. Without confirmation, foreign material complaints may still occur.
05
Store All Defect Images for 1 Year
Customer audits and FDA requests often require historical defect images. A snack foods company stored 2M images in a compressed format (50GB/year). During a recall investigation, they retrieved images from 8 months prior within minutes.
Schedule a demo of the image audit trail feature.
06
Don’t Forget Metal Detector Integration
Metal detectors and X‑ray are still critical for foreign material. AI vision should complement, not replace. Integrate both into the same dashboard and reject log.
07
Use Real‑Time Cpk Alerts for Operator Action
When colour Cpk drops below 1.33, AI sends an alert to the extruder operator with recommended adjustment (e.g., “reduce die temperature by 2°C”). This closes the loop from vision to process.
08
AI Vision Pays Back in < 6 Months
Reduced giveaway (1‑2%), lower complaints, and elimination of manual inspection labour. A 3‑line plant saved $600k in the first year after deploying AI vision.
The iFactory AI Vision Solution for Snack Foods
iFactory provides a turnkey AI vision platform: edge cameras, lighting, AI inference engine, reject interface, and SPC dashboard. Pre‑configured for snack foods (chips, pretzels, extruded pellets). Deploy on‑premise for real‑time rejection or cloud for enterprise visibility.
On‑Premise Edge AI
For Sub‑50ms Reject Decisions
Edge nodes process camera images locally — defect detection in <30ms, reject signal to PLC in <15ms. Full data sovereignty. Operates offline. Tamper‑proof audit logs.
Sub‑30ms defect detection
Reject pulse to PLC in <15ms
100% image storage (compressed)
Colour calibration monitoring
Native integration with any reject mechanism
Get Edge Vision Quote
Cloud Analytics
For Enterprise Cpk Benchmarking & Audit‑Ready Dashboards
Aggregate defect data across lines, plants, and shifts. Centralised capability reporting. Automated FDA 483 prevention logs. Secure customer portals for transparency.
Line‑by‑line Cpk scorecards
Centralised defect image library
Automated SPC compliance reports
Customer quality portal with live defect data
Fleet‑wide model updates
Compare AI SPC Platforms →
FAQ: AI Vision Inspection for Snack Foods Quality Engineers
Compare AI SPC Platforms — See AI Vision for Snack Foods Live
Turn variation into uptime: AI vision inspection integrated with real‑time Cpk, Pp, and audit‑ready documentation. Pre‑configured for snack foods quality engineers. Book a demo to compare AI SPC platforms and see AI vision on your product.
AI Vision Inspection
Cpk > 1.33
Real‑Time Reject
FDA 483 Prevention
Audit‑Ready Logs
MSA Validation
4‑9 Month Payback