Every boiler tube failure in a power plant or industrial facility represents a preventable event — not in hindsight, but in the inspection data that was either never collected or never acted upon before the wall thinned past its minimum allowable thickness. Internal boiler tube inspection has historically required manual entry into confined spaces, scaffolding erection across multiple elevations, and destructive sample removal that leaves the vast majority of tube surface area uninspected. iFactory AI's integrated platform, spanning AI vision analytics, robotics orchestration, predictive maintenance, CMMS, and automated reporting, provides power plant operators with the unified technology stack needed to deploy, manage, and analyze crawler robot inspection data across their entire boiler fleet. Book a Demo to see the platform configured for your specific boiler configuration.
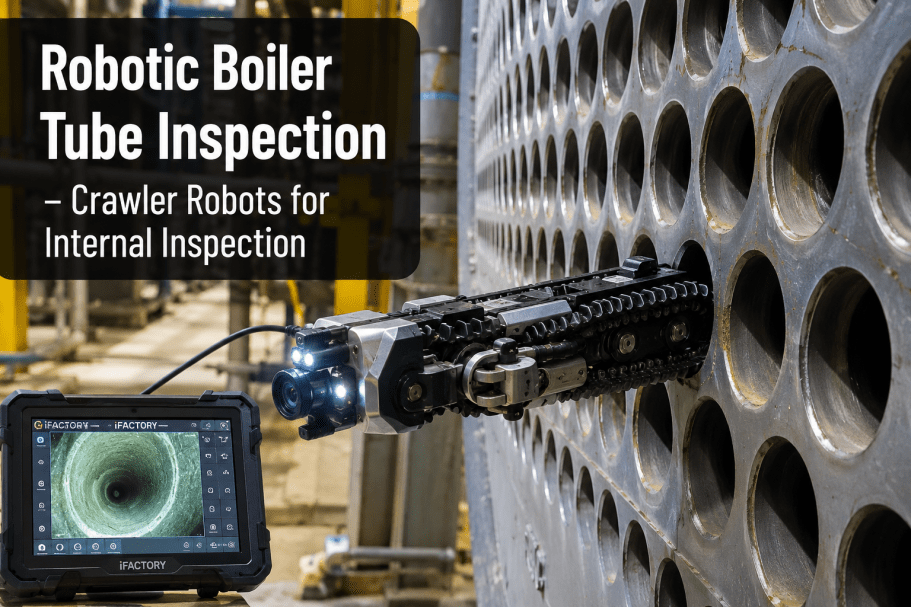
Deploy Crawler Robots for Internal Boiler Tube Inspection
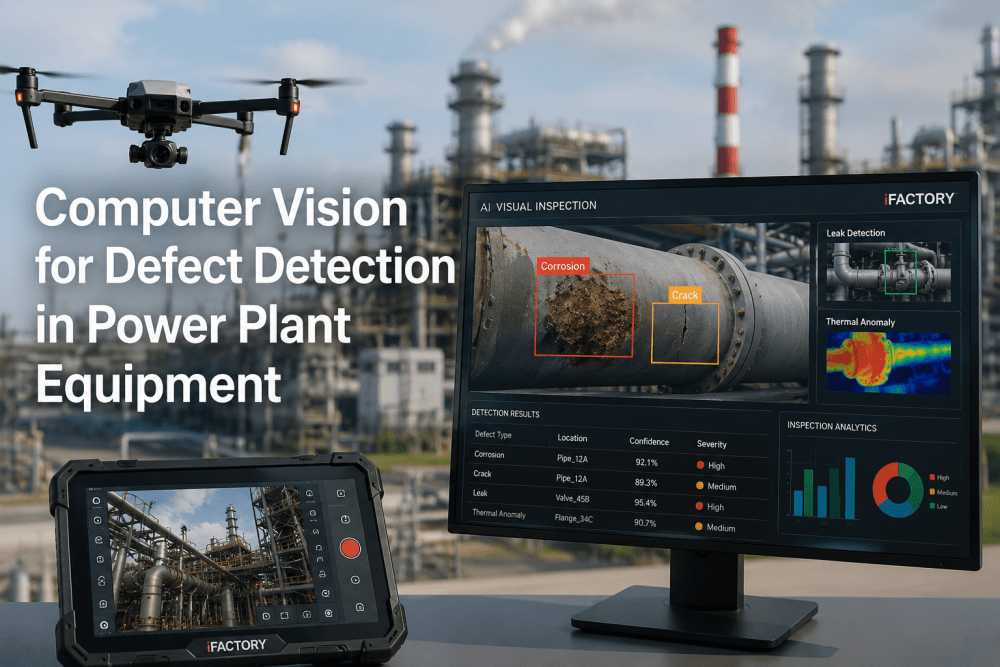
iFactory AI's integrated platform connects crawler robot inspection data with AI-powered defect classification, wall thickness analytics, and automated CMMS work order generation — giving boiler inspectors 100% tube coverage with zero confined space entry.
The Boiler Tube Inspection Challenge — Why Manual Methods Fall Short
Boiler tube inspection is among the most challenging non-destructive testing applications in industrial asset management. Boiler tube walls — typically 2-8 mm thick carbon steel or alloy steel — degrade through multiple mechanisms including fly ash erosion, fire-side corrosion, hydrogen damage, caustic gouging, and stress corrosion cracking, with degradation rates that vary across tube passes, burner zones, and bend sections. . Manual inspection methods — confined space entry, scaffolding erection, and destructive sample removal — cover less than 5% of total tube surface area in a typical outage, leaving the remaining 95% of tube condition to statistical extrapolation that routinely misses localized degradation. Book a Demo to see how crawler robots eliminate these coverage limitations.
Confined Space Entry & Personnel Safety
Manual boiler tube inspection requires personnel to enter confined spaces with limited egress, elevated temperatures that persist after boiler cool-down, residual ash and chemical deposits, and overhead obstructions that create trip and head-strike hazards. OSHA confined space entry requirements mandate atmospheric monitoring, standby attendants, and rescue plans that add complexity and cost to every inspection shift. Crawler robots eliminate confined space entry entirely by accessing tube interiors
Limited Coverage & Statistical Uncertainty
Manual UT spot-checking and destructive sample removal cover a tiny fraction of total tube surface area — typically 1-5% depending on accessibility and inspection budget. The remaining tube surface is assessed through statistical sampling that assumes uniform degradation within each tube pass, an assumption that routinely fails in areas with localized erosion from burner turbulence, sootblower impingement, or ash accumulation patterns that create non-uniform wall loss across the tube bundle.
Scaffolding & Outage Duration Impact
Accessing boiler tubes for manual inspection requires scaffolding erection across multiple elevations inside the boiler enclosure — a process that consumes 3-7 days of critical outage time before any inspection data is collected. Scaffolding costs for a typical utility boiler inspection range from $50,000 to $200,000 per outage depending on boiler height and tube bundle configuration. Crawler robots eliminate scaffolding requirements entirely by accessing tubes from headers at ground level or existing platforms.
Data Fragmentation & Missed Degradation Trends
Manual inspection data — UT thickness readings, visual observations, and sample lab results — is typically recorded on paper forms or spreadsheets that make trend analysis across sequential outages difficult or impossible. Without longitudinal data, operators cannot distinguish between gradual uniform wall loss and accelerating localized degradation that signals a developing failure risk.
Crawler Robot vs. Manual Boiler Tube Inspection — The Operational Gap
The difference between manual and robotic boiler tube inspection is not incremental — it is structural. The comparison below maps the specific failure points where manual inspection processes create safety risk, coverage gaps, and data quality limitations, against the outcomes delivered by crawler robot inspection equipped with NDT sensors and AI-powered data analytics. Book a Demo to benchmark your current inspection program against iFactory's crawler robot capability model.
| Inspection Parameter | Manual Approach | Crawler Robot (iFactory) | Operational Impact | Risk Level |
|---|---|---|---|---|
| Tube Surface Coverage | 1-5% spot-checking with UT thickness gauges | 100% internal surface coverage with continuous UT or EMAT scanning | Localized defects detected that statistical sampling would miss | High |
| Confined Space Entry Requirement | Full OSHA confined space protocol with standby rescue | Zero confined space entry — robot deployed through header hand hole | Personnel safety risk eliminated | High |
| Wall Thickness Measurement Accuracy | Single-point UT readings with ±0.1mm resolution | Continuous UT or EMAT scanning with <1mm axial resolution per tube | Minimum wall location identified with certainty | High |
| Scaffolding Requirement | Full boiler internal scaffolding for tube access | No scaffolding — robot deploys from headers at platform level | Scaffolding cost eliminated; outage duration reduced 3-7 days | Medium |
| Internal Diameter Measurement | Not routinely collected; requires tube removal | Continuous ID measurement along entire tube length | Swelling and ductile damage detected before rupture | Medium |
| Data Continuity Across Outages | Paper or spreadsheet records with limited searchability | Digital tube-by-tube wall thickness database per boiler | Degradation rate analysis enables predictive replacement planning | Lower |
5-Step Crawler Robot Deployment Roadmap for Boiler Tube Inspection
Deploying crawler robots for internal boiler tube inspection does not require replacing existing NDT equipment or re-engineering inspection procedures from scratch — it requires adapting proven robotic inspection technology to your specific boiler configuration, tube geometry, and degradation mechanisms. The roadmap below guides plant inspection managers through a deployment sequence that delivers measurable improvements in inspection coverage, data quality, and outage efficiency within the first inspection cycle.
Boiler Configuration Survey & Tube Geometry Mapping
Document every boiler section — furnace wall, superheater, reheater, economizer, and air heater — with tube outer diameter, wall thickness, material grade, bend radius, and inter-tube clearance measurements. Identify header locations, hand hole sizes, and access constraints that determine crawler robot deployment feasibility. Prioritize boiler sections with historical degradation issues or remaining life assessments that indicate elevated failure risk before the next planned outage.
Crawler Robot Selection & Sensor Configuration
Select crawler robot type based on tube diameter range and geometry complexity — magnetic wheel crawlers for carbon steel boiler tubes down to 1-inch ID, articulated track crawlers for tight-radius bends and vertical riser sections, and push-cable crawlers for long horizontal runs in superheater and reheater tubes. Configure NDT sensor payload — ultrasonic thickness (UT) for general wall loss, electromagnetic acoustic transducer (EMAT) for coated or scaled surfaces, magnetic flux leakage (MFL) for pitting detection, and high-resolution camera for internal visual inspection.
Field Deployment & Tube-by-Tube Data Collection
Deploy crawler robots through header hand holes with automated tube navigation that maintains consistent sensor coupling and travel speed across the entire tube length. Collect continuous wall thickness profiles, internal diameter measurements, and visual inspection video for every tube in the targeted boiler section. iFactory's AI-powered data acquisition platform validates sensor data quality in real time, flagging coupling loss or speed variation that could compromise measurement accuracy before the robot exits the tube.
AI-Powered Defect Classification & Wall Loss Mapping
AI computer vision and signal processing models analyze UT and EMAT waveform data to classify wall loss by mechanism — fly ash erosion (smooth, gradual wall reduction), fire-side corrosion (irregular pitting with oxide layer), hydrogen damage (blistering and micro-cracking), and caustic gouging (localized deep wastage at tube supports). Each defect is mapped to its exact tube and axial location with remaining wall thickness and estimated remaining life based on historical degradation rate data from the same boiler.
Automated Reporting & CMMS Work Order Integration
Generate comprehensive boiler tube condition reports for each inspected section — tube-by-tube wall thickness maps, defect location plots with severity classification, remaining life estimates based on measured degradation rates, and prioritized tube replacement recommendations. iFactory's platform integrates directly with CMMS to generate work orders for tubes requiring replacement during the current outage and predictive inspection tasks for tubes approaching minimum wall thickness at the next scheduled outage interval.
Industry Expert Perspective: Why Crawler Robots Are Transforming Boiler Tube Inspection
We asked Michael Torres, former Director of NDT and Inspection Services at a top-tier power generation services provider with over 28 years of boiler inspection experience across coal, gas, and biomass-fired utility boilers, to assess where crawler robot inspection stands across the power generation industry and what plant managers should prioritize.
Torres has overseen boiler tube inspection programs for over 200 utility and industrial boilers across North America, ranging from 50 MW industrial units to 1,300 MW supercritical utility boilers. His perspective on the transition from manual to robotic inspection is grounded in direct experience with the failure modes that manual methods consistently miss.
"I have investigated dozens of boiler tube failure events where the root cause was not that the degradation was unpredictable — it was that the manual inspection program had not collected data from the specific tube location where the failure occurred. A typical manual UT inspection samples 50 to 100 readings per boiler section on a grid pattern that the inspector selects based on accessibility, not degradation risk. The burner belt area where fly ash erosion is most aggressive might receive 15 UT readings across 200 tubes. A crawler robot scanning every tube continuously from inlet to outlet generates 10,000 to 50,000 wall thickness data points per boiler section. The probability of missing a localized thin spot shifts from nearly certain with manual methods to essentially zero with robotic coverage."
Deploy Crawler Robot Inspection on Your Next Boiler Outage
iFactory AI's integrated platform connects crawler robot inspection data with AI-powered defect classification, wall thickness analytics, and automated CMMS work order generation — delivering 100% tube coverage with zero confined space entry and no scaffolding requirements.
Three Key Outcomes Crawler Robot Inspection Delivers Across Boiler Operations
Beyond eliminating confined space entry and scaffolding costs, crawler robot inspection creates structural improvements in how power plants manage boiler tube asset integrity, plan replacement outages, and demonstrate compliance to insurers and regulators. The outcomes below represent the measurable impact that plant operators achieve after transitioning from manual spot-checking to robotic 100% coverage inspection.
Continuous wall thickness scanning of every tube eliminates the statistical uncertainty inherent in manual spot-checking. Plant operators know the minimum wall thickness of every tube in the inspected section, can identify localized erosion zones that grid sampling would miss, and make tube replacement decisions based on complete data rather than extrapolation — eliminating the risk of in-service failure from undetected localized degradation.
Digital wall thickness data accumulated across sequential outages enables precise degradation rate calculation for every tube, distinguishing between gradual uniform wall loss and accelerating localized degradation that signals a developing failure risk. Plant operators can schedule tube replacement during planned outages based on measured remaining life rather than calendar-based schedules, eliminating both premature replacement costs and emergency outage events from undetected wall loss.
Crawler robot inspection eliminates the two highest-cost and highest-risk elements of manual boiler tube inspection — confined space entry with full OSHA rescue protocol and internal boiler scaffolding erection across multiple elevations. Plant operators achieve 100% inspection coverage with zero personnel entry into the boiler enclosure, eliminating confined space permit costs, rescue team standby charges, and the scaffolding expense that can exceed $200,000 per outage for large utility boilers.
Critical Crawler Robot Inspection Implementation Pitfalls to Avoid
Even well-planned crawler robot inspection deployments can encounter predictable and costly implementation problems — issues that not only delay the benefits of robotic inspection but can produce incomplete or misleading wall thickness data that undermines the confidence that 100% coverage should provide. These failure patterns are preventable when deployment follows a structured approach grounded in boiler inspection operational reality. Book a Demo to discuss how iFactory's deployment methodology eliminates these risks from your robotic inspection program.
Deploying crawler robots without precise documentation of tube internal diameter, bend radius, and inter-tube clearance at every boiler section leads to robot selection errors — crawlers that cannot navigate tight-radius return bends, push-cable systems that exceed cable length limits in long superheater tubes, or magnetic crawlers that lose traction on scaled or corroded internal surfaces.
UT wall thickness measurement accuracy depends on sensor calibration matched to the specific tube material grade, wall thickness range, and internal surface condition. Deploying crawler robots with factory-default calibration settings produces thickness data with accuracy that may not meet ASME or insurance requirements for remaining life calculations.
Collecting 100% coverage wall thickness data from a single outage without a data management platform that supports cross-outage comparison defeats the primary advantage of robotic inspection — the ability to calculate tube-specific degradation rates and predict remaining life. Raw data files stored on disconnected hard drives provide no trend analysis capability.
Crawler robot deployment requires header hand hole access at the tube inlet and outlet elevations. Boilers that have not had hand holes removed and inspected for thread condition during the pre-outage planning phase can face delays while corroded or seized hand hole studs are cut out and replaced — consuming critical outage time that could have been avoided with simple pre-outage inspection coordination.
Heavy internal scaling, magnetic magnetite deposits, or debris accumulation in boiler tubes can prevent crawler robots from achieving full insertion depth or maintaining consistent sensor coupling. Pre-inspection tube flushing requirements are frequently underestimated, leading to partial inspection coverage and the false assumption that 100% of tubes were successfully scanned.
The most sophisticated crawler robot inspection generates no value if the wall thickness data cannot flow into the maintenance planning system that schedules tube replacement and orders materials. Inspection results that require manual transcription into CMMS or spreadsheet-based replacement lists create latency and transcription errors that erode the advantage of digital data collection.
The Robotic Inspection Decision That Determines Your Boiler Fleet's Next Decade of Reliability
The gap between manual spot-checking and robotic 100% coverage boiler tube inspection is not closing — it is widening with every boiler failure that could have been prevented with complete wall thickness data, every forced outage that results from localized erosion that statistical sampling missed, and every NDE technology advancement that robotic platforms can deploy and manual inspection cannot. Plant managers who continue to rely on manual UT grid sampling and visual spot-checking are not only accepting confined space entry risk and scaffolding costs — they are making a structural decision to operate their boiler fleet with a 90-95% blind spot in tube condition data that robotic inspection would eliminate in a single outage.
Crawler robot inspection transforms boiler tube integrity management from a statistical exercise based on fragmented spot-check data into a deterministic assessment based on complete wall thickness measurement of every tube. The robots are ready, the NDT sensors are proven, and the AI analytics platform to convert 100% coverage data into actionable remaining life calculations is operational. The only remaining variable is whether your next boiler outage includes crawler robot deployment — or whether the inspection program continues operating with a 5% data coverage assumption that every boiler failure investigation proves was inadequate.
Robotic Boiler Tube Inspection — Frequently Asked Questions
What types of boiler tubes can crawler robots inspect, and what size range do they accommodate?
Crawler robots are available for internal boiler tube inspection across a wide diameter range — from 1-inch ID water wall tubes in industrial boilers up to 4-inch ID superheater and reheater tubes in large utility boilers. Magnetic wheel crawlers are preferred for carbon steel tubes with diameters from 1.5 to 4 inches, providing positive traction on vertical risers and the ability to navigate tight-radius return bends. Articulated track crawlers handle smaller diameters (1.0 to 2.5 inches) with the flexibility to navigate multiple bends in complex tube circuits. Push-cable crawlers are used for long, straight horizontal tube runs in superheater and economizer sections where self-propelled crawler battery life may be insufficient for the full tube length.
How does crawler robot wall thickness measurement compare to manual UT in accuracy and reliability?
Crawler robot wall thickness measurement using UT or EMAT sensors achieves equivalent or superior accuracy compared to manual UT spot-checking — typically ±0.05 mm for UT and ±0.08 mm for EMAT on carbon steel boiler tubes with wall thicknesses from 2 to 12 mm. The key advantage is not single-point accuracy but measurement density: a single crawler robot pass generates 200-500 wall thickness readings per meter of tube length versus 2-5 readings per meter in a manual UT grid. This measurement density ensures that the minimum wall thickness location — the point that determines tube remaining life and failure risk — is captured with certainty rather than estimated between discrete measurement points.
What is the typical impact on boiler outage duration when deploying crawler robots?
Crawler robot inspection typically reduces boiler outage duration by 5-10 days compared to manual inspection methods for a large utility boiler. The reduction comes from three sources: elimination of internal scaffolding erection and dismantling (3-7 days), elimination of confined space entry setup and permit requirements (1-2 days), and faster data collection — a crawler robot inspects 15-25 tubes per shift with 100% coverage versus 5-10 tubes per shift with manual spot-checking. For a typical 500 MW utility boiler with 2,500 tubes across four boiler sections, crawler robot inspection can be completed in 5-7 shifts versus 15-20 shifts for manual inspection, representing a 60-70% reduction in inspection time.
Can crawler robots detect all boiler tube degradation mechanisms, or are there limitations?
Crawler robots equipped with appropriate NDT sensor payloads detect the most common and most critical boiler tube degradation mechanisms — fly ash erosion (smooth, gradual wall reduction), fire-side corrosion (irregular pitting), hydrogen damage (blistering with micro-cracking detectable through UT back-wall echo analysis), caustic gouging (localized deep wastage at tube supports), and creep damage (wall thinning with internal diameter increase). Limitations include difficulty detecting stress corrosion cracking initiation sites below the UT detection threshold (typically 0.5 mm depth for standard UT), challenges with heavy internal scaling that attenuates
What is the ROI of deploying crawler robot inspection compared to maintaining manual inspection programs?
The ROI of crawler robot boiler tube inspection is driven by three primary sources. First, avoided forced outage costs — a single boiler tube failure that causes an unplanned outage can cost $500,000 to $2,000,000 per day in replacement power and lost production for a utility boiler, and the 100% coverage provided by robotic inspection eliminates the statistical sampling gap that causes most undetected localized degradation events. Second, scaffolding cost elimination — internal boiler scaffolding for a large utility boiler costs $50,000 to $200,000 per outage. Third, outage duration reduction — each day of outage duration reduction saves $100,000 to $500,000 in outage labor, equipment rental, and financing costs depending on boiler size. Most utilities report full ROI within the first two inspection cycles, with payback periods under 12 months for boilers with significant historical degradation or high forced outage costs. Book a Demo to model the specific ROI for your boiler configuration and outage cost structure.
Deploy Crawler Robot Boiler Tube Inspection with iFactory AI
Power plant operators across North America trust iFactory AI's integrated platform to deploy crawler robot inspection with AI-powered defect classification, wall thickness analytics, and automated CMMS work order generation — delivering 100% tube coverage with zero confined space entry.