Blast furnace ironmaking accounts for approximately 70% of global hot metal production, and in the United States, integrated steel producers operating blast furnaces at facilities like Gary Works, Burns Harbor, Great Lakes, and Mon Valley face intensifying pressure to reduce coke rates, extend campaign life, and improve hot metal quality consistency while managing increasingly variable raw material quality. A typical U.S. blast furnace producing 8,000 to 12,000 tons of hot metal per day generates over 200,000 individual process data points every hour — from burden profile radar measurements and stave cooling system temperatures to hot metal temperature and silicon content at each cast. The furnace operation is controlled by a combination of distributed control system logic, standard operating procedures developed over decades of operational experience, and the real-time judgment of the furnace manager and team of casthouse and stockhouse operators. AI-driven blast furnace optimization closes the gap between what the furnace data is telling the process control system and what the operating team can interpret, correlate, and act on in real time. By ingesting the full set of process variables — burden distribution parameters, blast conditions, pulverized coal injection rates, tuyere-level data, stave cooling system temperatures and heat flux, and casthouse casting parameters — AI models trained on 12 to 24 months of furnace operating history predict hot metal silicon content 30 to 45 minutes ahead of the actual tap analysis, detect developing burden descent irregularities before they manifest as hanging or slipping events, and identify stave cooling system degradation patterns 4 to 6 weeks before conventional threshold-based alarms would trigger. iFactory AI's Blast Furnace Optimization Module delivers a turnkey AI platform purpose-built for integrated steel plant blast furnace operations — deployed on pre-configured NVIDIA edge servers with process historians read-only connectivity, producing actionable predictions and alerts within 6 to 12 weeks of project initiation. Book a Demo to see how iFactory's blast furnace AI platform deploys on your furnace's process data architecture.
Is Your Blast Furnace Running on AI-Optimized Thermal, Burden, and Hearth Control?
iFactory AI's Blast Furnace Optimization Module delivers turnkey AI for silicon prediction, thermal profiling, burden distribution control, hearth health monitoring, and stave cooling system anomaly detection — pre-loaded on NVIDIA edge servers and live in 6 to 12 weeks.
How AI Transforms Blast Furnace Operations — From Reactive Threshold Alarms to Predictive Process Control
Blast furnace process control has evolved from manual tuyere observation and cast-to-cast chemistry management to distributed control systems with hundreds of thermocouples, burden profile radar sensors, stave cooling system flow meters, and continuous gas analysis. But the fundamental operating paradigm remains reactive: alarms are triggered when a process variable exceeds a predefined threshold, and the furnace crew responds by adjusting blast conditions, PCI rate, or burden distribution after the deviation has already occurred. AI-driven blast furnace optimization shifts this paradigm from reactive threshold management to predictive process control. Machine learning models trained on 12 to 24 months of furnace operating history learn the multivariate relationships between burden characteristics, blast parameters, thermal conditions, and hot metal quality outcomes. The AI predicts hot metal silicon content 30 to 45 minutes before the tap sample is taken, alerts the furnace manager to developing burden descent irregularities before they cause hanging or slipping events, detects stave cooling system degradation 4 to 6 weeks before conventional threshold alarms would trigger, and recommends optimized blast parameters and PCI rates based on the current furnace state and target hot metal quality.
Five AI Application Domains That Transform Blast Furnace Ironmaking Performance
AI blast furnace optimization extends across five interconnected application domains: hot metal silicon prediction and thermal control, burden distribution optimization, stave cooling system health monitoring, hearth erosion tracking and campaign life prediction, and pulverized coal injection optimization. Each domain ingests a specific subset of furnace process data and produces actionable outputs — predictions, alerts, and recommendations — that furnace managers and operators integrate into their real-time decision-making process.
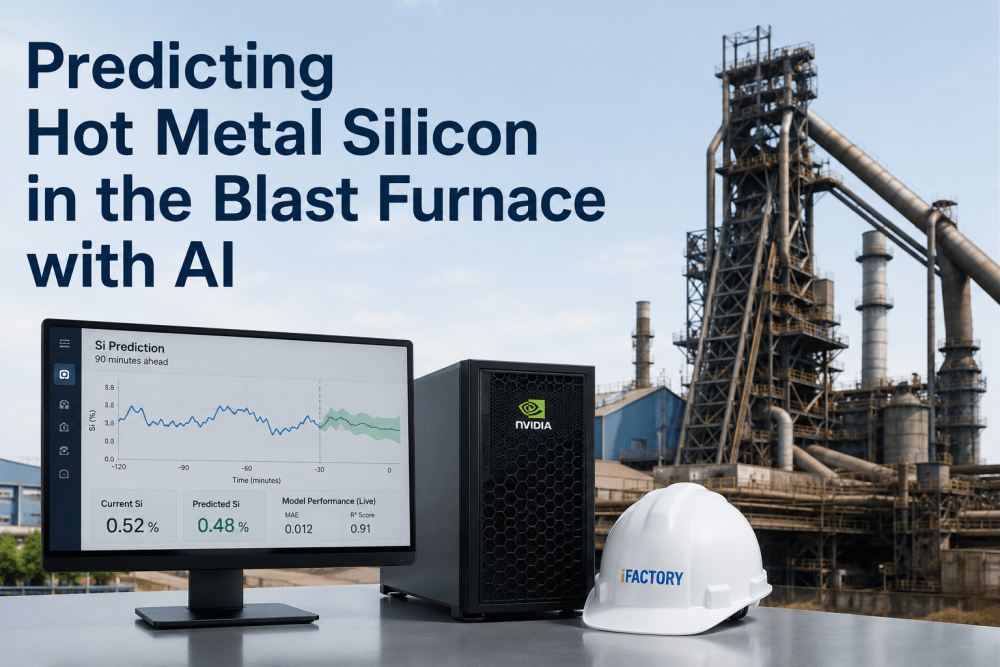
Hot Metal Silicon Prediction and Thermal Profile Control
Hot metal silicon content is the primary indicator of blast furnace thermal state and the most important quality parameter for downstream BOF steelmaking. Conventional silicon control relies on the furnace manager's assessment of tuyere brightness, cast temperature trends, and burden calculation adjustments that respond to the previous cast's silicon analysis — creating a one-to-two cast lag between a thermal disturbance and the corrective action. AI silicon prediction models ingest burden distribution data, blast temperature and moisture, PCI rate, top gas utilization, and stave cooling heat flux from the preceding 60 to 90 minutes to predict the silicon content of the upcoming cast 30 to 45 minutes before the tap sample is taken, enabling proactive blast parameter adjustment that maintains thermal stability.
- Prediction accuracy of +/– 0.08% Si within a 0.30% to 1.20% Si operating range on furnace-specific trained models
- 30 to 45 minute advance prediction window enables proactive blast temperature and PCI rate adjustment before the cast
- Model retrained continuously on the most recent 90 days of furnace operating data to adapt to changing raw material sources
- Reduction in silicon variability of 25 to 35% documented at furnaces with 12+ months of AI model deployment
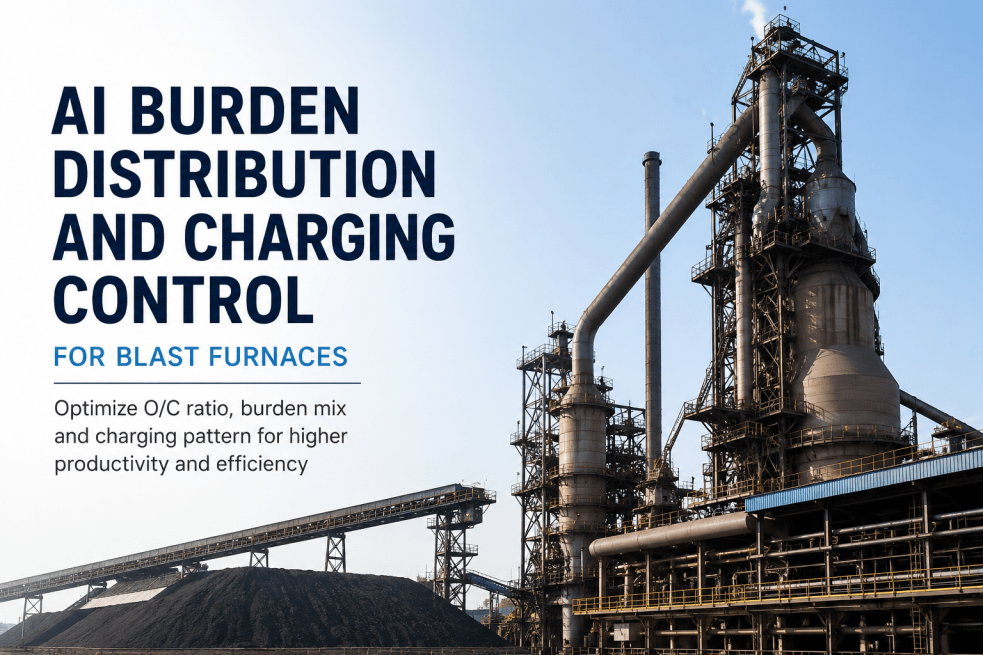
Burden Distribution Optimization and Gas Utilization Control
Burden distribution — the radial placement of coke and ore layers at the furnace top — determines gas flow distribution, thermal profile, and reduction efficiency throughout the furnace stack. AI burden optimization models correlate burden profile measurements from radar and mechanical stockrod sensors with top gas temperature cross-section measurements, CO utilization, and permeability index data to identify distribution patterns that maximize gas utilization while maintaining smooth burden descent. The AI recommends burden matrix adjustments — number of rotations, angle settings, and material layer thickness — based on the current furnace condition and target operating parameters, enabling the furnace manager to shift from reactive burden correction after a thermal disturbance to proactive burden planning based on predictive thermal models.
- Burden profile radar data and mechanical stockrod traces correlated with top gas temperature cross-section and CO utilization
- AI-recommended burden matrix adjustments based on current furnace thermal condition and target silicon level
- Gas utilization improvement of 1.5 to 3.0 percentage points documented, reducing coke rate by 8 to 15 kg/THM
- Burden descent irregularity prediction 20 to 30 minutes before hanging or slipping event detection
Stave Cooling System Health Monitoring and Anomaly Detection
Stave cooling systems protect the blast furnace shell from the extreme thermal loads of the smelting process. A stave failure — caused by localized overheating, erosion of the refractory lining, or mechanical degradation of the cooling channel — can force an unscheduled furnace stop that costs $500,000 to $2.5 million in lost production and repair expense depending on the severity and furnace size. Conventional stave monitoring relies on individual thermocouple readings and cooling water flow alarms that trigger only after significant degradation has occurred. AI stave health models analyze the full set of stave thermocouple arrays, cooling water temperature differentials, and heat flux calculations across all stave rows to detect anomalous thermal patterns that indicate refractory thinning, localized hot spots, or cooling channel blockage 4 to 6 weeks before any single thermocouple reading exceeds its alarm threshold.
- Multi-variate analysis of stave thermocouple arrays, cooling water delta-T, and calculated heat flux per stave row
- Anomaly detection identifies thermal pattern deviations 4 to 6 weeks before individual thermocouple threshold alarms
- Heat flux trend monitoring distinguishes between normal stave surface conditions and developing refractory erosion
- AI-generated stave health scores guide inspection prioritization and planned maintenance scheduling
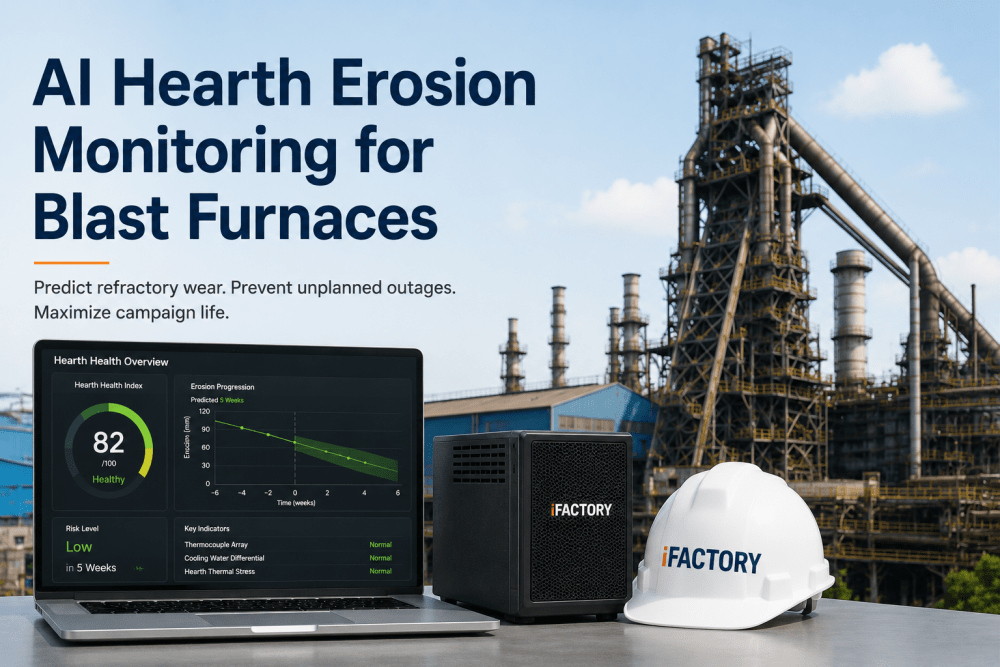
Hearth Erosion Tracking and Campaign Life Prediction
Hearth refractory erosion determines blast furnace campaign life. The hearth is the highest-temperature zone of the furnace and the area where refractory wear is most difficult to measure directly. Conventional hearth monitoring relies on thermocouple arrays embedded in the hearth refractory and mathematical wear models based on thermal conductivity assumptions. AI hearth erosion models ingest the full pattern of hearth thermocouple readings, cooling system data, and cast parameter data (tap duration, hot metal temperature, slag chemistry) to generate a real-time hearth erosion profile that identifies asymmetric wear patterns and predicts remaining refractory life with greater accuracy than thermal conductivity models alone. The AI model detects developing erosion hot spots 8 to 12 weeks before they reach critical refractory thickness, enabling the furnace manager to plan a hearth repair campaign rather than react to a breakthrough event.
- Real-time hearth erosion profile generated from thermocouple array pattern analysis and cast parameter correlation
- Asymmetric wear pattern detection identifies localized erosion that conventional axisymmetric models miss
- Remaining refractory life prediction updated weekly based on actual measured wear rate vs. design assumptions
- Erosion hot spot development detected 8 to 12 weeks before critical refractory thickness is reached
Pulverized Coal Injection Optimization and Coke Rate Reduction
Pulverized coal injection is the primary tool for reducing coke consumption in blast furnace operations, but PCI rate optimization is constrained by the complex trade-off between coal injection rate, combustion efficiency at the tuyere level, and the resulting thermal and chemical conditions in the furnace raceway and hearth. AI PCI optimization models correlate injection parameters — coal type, grind fineness, injection lance position, blast temperature and oxygen enrichment, and raceway temperature — with furnace performance metrics including permeability, silicon variability, and total carbon rate to identify the maximum PCI rate achievable without destabilizing furnace operation. The AI model recommends PCI rate adjustments 20 to 30 minutes in advance of expected thermal changes, enabling the furnace manager to maintain the highest practical PCI rate while avoiding the thermal disturbances that Force coke rate increases.
- Raceway temperature and combustion efficiency calculated from injection parameters and blast conditions in real time
- PCI rate optimization model trades off injection rate against permeability, silicon stability, and total carbon cost
- PCI rate increase of 15 to 25 kg/THM achievable without increasing silicon variability or reducing permeability
- Coke replacement ratio improvement of 0.05 to 0.10 kg coke per kg PCI through optimized injection parameters
Conventional Blast Furnace Control vs. AI-Augmented Operations — The Performance Gap Across Six Domains
Blast furnace operators have refined conventional control methods over decades of production experience, but the performance ceiling of threshold-based process control and manual data interpretation has structural limits. AI-augmented blast furnace operations achieve measured improvements across every dimension of furnace performance — from silicon variability reduction and coke rate savings to stave failure avoidance and campaign life extension — that conventional methods cannot deliver regardless of the furnace manager's experience level.
| Operation Domain | Conventional Method | AI-Augmented Method | Measured Improvement |
|---|---|---|---|
| Hot Metal Silicon Control | Post-cast analysis drives blast adjustments; one-to-two cast lag in thermal response | AI predicts Si 30–45 min before tap; proactive blast parameter adjustment | 25–35% reduction in Si variability; +/– 0.08% prediction accuracy |
| Burden Distribution | Operator-adjusted matrix based on top gas temperature profile and permeability trends | AI recommends matrix adjustments based on multi-variable correlation with gas utilization and thermal state | 1.5–3.0% gas utilization improvement; 8–15 kg/THM coke rate reduction |
| Stave Cooling Health | Individual thermocouple threshold alarms; thermal camera surveys during maintenance stops | Multi-variate AI anomaly detection on full stave thermocouple array and heat flux data | 4–6 week early detection window; 60–70% reduction in unplanned stave-related stops |
| Hearth Erosion Tracking | Thermal conductivity wear models; annual hearth thermocouple data review by refractory engineers | AI erosion profile generation from thermocouple patterns and cast data; weekly wear rate update | 8–12 week hot spot early warning; 15–25% campaign life extension through proactive repair planning |
| PCI Optimization | Operator-set PCI rate based on furnace thermal condition and cast silicon trend | AI PCI rate recommendation based on real-time combustion efficiency and thermal impact prediction | 15–25 kg/THM PCI rate increase; 0.05–0.10 coke replacement ratio improvement |
| Burden Descent Stability | Permeability index monitoring; operator response to hanging or slipping after detection | AI burden descent irregularity prediction 20–30 min before event; proactive blast or burden adjustment | 50–65% reduction in burden descent events; fewer cast-to-cast thermal swings |
Deploying AI Blast Furnace Optimization — A Phased Approach from Data Connection to Full Production Use
iFactory AI's Blast Furnace Optimization Module is deployed on a pre-configured NVIDIA edge server installed in the furnace control room or data center, with read-only connectivity to the existing process historian database. The deployment sequence below reflects the typical timeline for a blast furnace with an established process historian and accessible instrumentation — from initial data architecture assessment to live AI predictions on the furnace manager's dashboard.
Process Data Architecture Assessment and Connectivity
iFactory engineering teams conduct a remote or on-site assessment of the blast furnace's process data architecture — identifying the historian database structure (OSIsoft PI, Aspen InfoPlus.21, or equivalent), data tag naming conventions, sampling frequencies, and data quality for each process variable required for AI model training including burden distribution parameters, blast conditions, stave cooling data, hearth thermocouples, PCI system data, and cast analysis results. Read-only connectivity is established between the process historian network and the NVIDIA edge server. Book a Demo to discuss your furnace's specific data architecture and historian configuration.
AI Model Training and Furnace-Specific Calibration
iFactory's machine learning engineers train AI models on 12 to 24 months of the furnace's historical process data. Separate models are developed for each application domain — silicon prediction, burden optimization, stave health monitoring, hearth erosion tracking, and PCI optimization — using the specific data tags and parameter ranges relevant to each domain. Model accuracy is validated against a hold-out dataset representing the most recent 3 to 6 months of furnace operation, and the models are calibrated to the furnace's specific instrumentation configuration, raw material sources, and operating strategy.
Live Prediction Validation and Operator Dashboard Configuration
AI models run in parallel with existing furnace operations, generating predictions and alerts that are displayed on a read-only operator dashboard but not yet incorporated into the furnace control strategy. The furnace management team validates the AI's silicon predictions against actual tap sample results over a minimum of 200 consecutive casts, and the stave health and hearth erosion alerts are compared against scheduled inspection findings and thermocouple trend analyses configured in the existing monitoring system. The 4-week validation period ensures that the furnace team is confident in the AI model's performance before the predictions are used for process adjustment recommendations.
Full Production Deployment and Continuous Model Retraining
AI predictions are displayed on the furnace manager and operator workstations in real time — silicon forecast for the upcoming cast, burden distribution optimization recommendations, stave health scores with anomaly alerts, hearth erosion profile with campaign life projection, and PCI rate optimization guidance. The AI platform runs continuously, retraining the prediction models every 90 days on the most recent furnace operating data to adapt to changes in raw material quality, operating strategy, and equipment configuration. iFactory's ironmaking support team reviews model performance metrics quarterly and provides monthly progress reports comparing key furnace KPIs against the pre-deployment baseline.
See iFactory AI's Blast Furnace Optimization Module Deployed on a Real Production Furnace
iFactory AI delivers turnkey AI for silicon prediction, burden optimization, stave health monitoring, hearth erosion tracking, and PCI optimization — pre-loaded on NVIDIA edge servers and live in 6 to 12 weeks from process historian connection.
Expert Perspective: What Changes When AI Augments Blast Furnace Process Control
The most significant operational shift that AI blast furnace optimization creates is not the silicon prediction accuracy or the stave health anomaly detection in isolation — it is the change in the furnace manager's decision-making timeline. In a conventional blast furnace operation, the furnace manager is constantly reacting to the most recent cast analysis, adjusting blast parameters and burden distribution in response to conditions that have already occurred. AI optimization shifts the furnace manager's role from reactive process correction to proactive process planning, with predictions that provide 30 to 45 minutes of advance notice on thermal state changes and 4 to 6 weeks of early warning on equipment degradation.
I have managed blast furnace operations for 28 years at three different integrated steel plants in the United States, and in that time I have seen every kind of furnace thermal event, burden descent problem, and stave cooling failure that a blast furnace can produce. The common thread across all of them is that the data that would have predicted the event was already in the process historian — it just was not connected, correlated, or interpreted as a predictive signal. A stave cooling failure that costs $1.8 million in lost production and repair does not happen in an instant. It develops over weeks as a pattern of thermocouple readings diverging from the expected heat flux curve. That pattern is detectable. The conventional monitoring system just is not designed to detect it until one thermocouple crosses a fixed alarm limit. The AI system detects the pattern — the set of thermocouple readings that are all trending in the same direction but no individual reading has exceeded its alarm threshold — and alerts the team 4 to 6 weeks before the conventional system would trigger. That is the difference between an unscheduled furnace stop and a planned stave repair during a scheduled maintenance outage. On the silicon prediction side, the capability that changed our furnace management approach was the 30 to 45 minute advance window. When you know what the silicon content of the next cast is going to be before the tap hole is opened, you can adjust blast temperature or PCI rate while the hot metal is still accumulating in the hearth. That is a fundamentally different control paradigm from adjusting after you get the lab result back 15 minutes after the tap. The first time the AI predicted a hot metal temperature drop that the conventional thermal model had not yet detected, and we adjusted the blast temperature before the drop affected the cast silicon, the furnace manager on shift described it as having a sixth sense for the furnace thermal state.
AI Blast Furnace Optimization Is Not a Future Technology — It Is Deployable Today on Pre-Configured Edge Infrastructure
The case for AI blast furnace optimization is measurable and repeatable across integrated steel producers who have deployed machine learning models on their blast furnace process data. Silicon variability reduction of 25 to 35%, gas utilization improvement of 1.5 to 3.0 percentage points, PCI rate increases of 15 to 25 kg/THM, stave failure early detection 4 to 6 weeks before conventional alarms, and campaign life extension through proactive hearth erosion management — these are not theoretical benefits projected from simulation models. They are documented outcomes from AI models trained on 12 to 24 months of actual blast furnace operating data and deployed on production furnaces.
iFactory AI's Blast Furnace Optimization Module delivers a turnkey AI platform purpose-built for integrated steel plant blast furnace operations — deployed on pre-configured NVIDIA edge servers with read-only process historian connectivity, producing actionable predictions and alerts that furnace managers and operators integrate into their real-time decision-making process within 6 to 12 weeks of project initiation. The platform covers silicon prediction, burden optimization, stave health monitoring, hearth erosion tracking, and PCI rate optimization in a single system designed for the data architecture and operating environment of U.S. integrated steel plant blast furnaces. Book a Demo with iFactory's ironmaking team to build a site-specific deployment plan and begin the path to AI-augmented blast furnace operations at your facility.
Deploy AI Blast Furnace Optimization at Your Integrated Steel Plant
iFactory AI delivers turnkey AI for silicon prediction, burden optimization, stave health monitoring, hearth erosion tracking, and PCI optimization — purpose-built for U.S. blast furnace operations and deployed on pre-configured NVIDIA edge servers.
AI Blast Furnace Optimization for Steel Plants — Frequently Asked Questions
Does iFactory's AI platform require modifications to the blast furnace DCS or PLC control system?
No. iFactory's Blast Furnace Optimization Module connects to the existing process historian database through read-only connectivity. No modifications to the DCS, PLC, or any control system logic are required. The AI platform reads process historian data, generates predictions and alerts, and displays them through a read-only operator dashboard that does not write back to any control system component.
How much historical blast furnace data is required to train the AI models for acceptable prediction accuracy?
A minimum of 12 months of continuous blast furnace process historian data is recommended for AI model training, with 18 to 24 months preferred for optimal prediction accuracy across all five AI domains. The training dataset must include representative ranges of furnace operating conditions including different burden types, seasonal blast conditions, and campaign phases to ensure the models generalize properly.
What is the predicted ROI for AI blast furnace optimization at a typical U.S. integrated steel plant?
Documented ROI from comparable AI blast furnace deployments shows full platform payback within 9 to 14 months at a 10,000 THM/day furnace. The primary ROI drivers are coke rate reduction (8 to 15 kg/THM at $180 to $250 per metric ton), stave failure avoidance ($500,000 to $2.5 million per event), and silicon variability reduction that improves BOF steelmaking process consistency.
Can the AI platform operate on blast furnaces with limited instrumentation or older process historian systems?
Yes. iFactory's platform is designed to operate with the instrumentation and historian systems that are already installed on the blast furnace. The Phase 1 data architecture assessment identifies the available data tags and their quality, and the AI model scope and prediction accuracy targets are calibrated to the furnace's specific instrumentation configuration. Additional sensors are not required, though they can be integrated if installed in future upgrade programs.
How does iFactory handle data security and process historian connectivity at steel plant facilities?
The NVIDIA edge server deployed by iFactory establishes outbound read-only connectivity to the process historian through the plant's existing firewall rules. The server has no inbound ports open from the plant network, and data flows only from the historian to the edge server. All AI model training data remains on the edge server within the plant's network perimeter, meeting steel plant information security requirements.