Burden distribution is the single most influential controllable variable in blast furnace operation — the radial placement of coke and ore layers at the furnace top determines gas flow distribution, thermal profile, reduction efficiency, and permeability throughout the furnace stack. A well-optimized burden distribution maximizes gas utilization by ensuring that the reducing gas ascending through the burden comes into uniform contact with the iron oxide at each reduction stage, minimizes the coke rate by achieving the optimal ore-to-coke ratio in each radial zone, and maintains smooth burden descent by preventing central or peripheral gas channeling that disrupts the permeability distribution. Despite this critical role, most blast furnaces today set their burden distribution programs based on a combination of standard operating procedures developed during furnace commissioning, periodic adjustments based on top gas temperature cross-section readings, and the charge engineer's experience interpreting the furnace response to previous charging pattern changes. The charge engineer reviews the top gas temperature profile, the CO utilization rate, the permeability index, and the stockrod descent pattern, then decides whether to adjust the number of rotations, the angle settings, or the material layer thickness in the charging matrix for the next sequence. The gap between what a human charge engineer can infer from hourly top gas temperature and CO utilization data and what an AI model can predict by correlating burden distribution parameters with gas utilization, thermal profile, and permeability outcomes across multiple furnace operating regimes is the gap that iFactory's AI Charging Model closes — enabling dynamic charging optimization based on real-time burden conditions, raw material quality variations, and target furnace operating parameters. Book a Demo to see iFactory's AI Charging Model configured for your furnace's burden distribution system and raw material configuration.
AI Burden Distribution and Charging Control for Blast Furnaces — Optimize O/C Ratio, Sinter-Pellet-Lump Mix, and Charging Pattern in Real Time
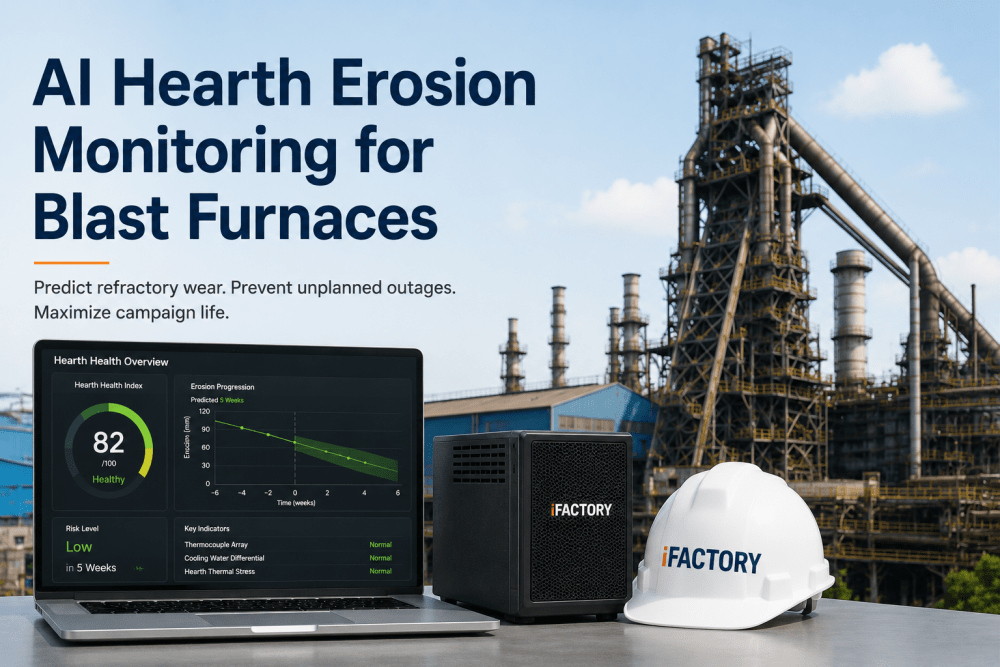
iFactory's AI Charging Model ingests burden profile radar data, top gas temperature cross-sections, stockrod traces, and raw material quality data to recommend charging matrix adjustments that optimize gas utilization, reduce coke rate, and maintain smooth burden descent — deployed as a turnkey NVIDIA appliance connected to your furnace Level 1 and Level 2 systems.
Why Burden Distribution Optimization Is the Highest-Impact AI Application in Blast Furnace Ironmaking
Burden distribution optimization has the highest ROI of any AI application in blast furnace ironmaking because it affects every major furnace performance metric simultaneously. The radial distribution of ore and coke determines the gas flow profile through the furnace stack, which controls the heat transfer and reduction kinetics that determine the thermal profile, the CO utilization rate, the permeability index, the burden descent smoothness, and ultimately the hot metal quality and coke rate. A charging matrix that delivers the optimal gas utilization for a given burden mix and production rate can reduce coke consumption by 10 to 15 kg per ton of hot metal, increase productivity by 2 to 3%, and reduce silicon variability by 15 to 25% — all without any capital investment in furnace equipment modifications.
The challenge is that the optimal burden distribution is not static — it changes with raw material quality variations, furnace campaign progression, seasonal ambient conditions, and production rate changes. A charging matrix optimized for a sinter-heavy burden with high reducibility may produce poor gas utilization and central gas channeling when the burden shifts to a pellet-heavy mix with different reduction characteristics. The charge engineer must continuously adjust the charging program to maintain optimal gas utilization as conditions change, but the frequency and complexity of these adjustments exceed what human operators can manage across multiple burden parameters simultaneously.
The table below compares how burden distribution parameters are managed in conventional operation versus AI-optimized operation across the five key charging dimensions.
| Charging Dimension | Conventional Approach | AI-Optimized Approach | Performance Improvement |
|---|---|---|---|
| O/C Ratio Setting | Fixed per burden type, adjusted based on weekly Si trends | Dynamic O/C per radial zone, updated every 30 min based on gas utilization and thermal profile | 3–5% O/C optimization |
| Charging Matrix Design | Manual angle and rotation adjustment, reviewed per shift | AI-recommended matrix based on current burden profile and gas distribution | Charging precision improved |
| Raw Material Blend | Sinter-pellet-lump ratio set by stockyard plan, adjusted daily | AI recommends blend adjustments based on real-time reducibility and degradation data | 2–5% permeability improvement |
| Gas Utilization Target | Fixed target range reviewed monthly | Dynamic CO utilization target based on current burden and fuel injection rate | 1.5–3 point CO utilization gain |
| Permeability Management | Reactive — adjust charging after hanging or slipping events | Predictive — detect developing permeability loss before it affects burden descent | 60–80% fewer burden slips |
How the AI Charging Model Optimizes Burden Distribution in Real Time
The iFactory AI Charging Model is a multi-layer machine learning architecture that ingests data from five sensor categories — burden profile radar, top gas temperature cross-section thermocouples, mechanical stockrod traces, raw material quality analysis, and furnace operating parameters — and produces charging matrix recommendations optimized for the current furnace condition and target operating parameters. The model operates on a continuous cycle: data ingestion and burden state estimation, model-based charging optimization, recommendation delivery to the charge engineer, and feedback learning from the furnace response to the implemented charging changes.
Burden Profile and Gas Distribution Sensing
The model ingests real-time data from burden profile radar sensors that measure the surface profile of the stockline after each charging sequence, top gas temperature cross-section thermocouples that measure the radial temperature distribution across the furnace throat, mechanical stockrod traces that track burden descent rate in each radial zone, and raw material quality data from the stockyard laboratory. The data ingestion layer validates sensor quality, detects anomalous readings, and reconstructs missing data points through spatial and temporal interpolation.
Burden State Estimation and Gas Flow Modeling
The first AI processing layer estimates the current burden state — the radial distribution of ore and coke, the layer thickness in each zone, the burden surface profile, and the permeability distribution across the furnace cross-section. A physics-informed gas flow model estimates the gas distribution through the burden based on the estimated radial permeability distribution, predicting the top gas temperature profile and CO utilization that would result from the current burden distribution. The model compares the predicted gas distribution against the measured top gas temperature and CO utilization data, adjusting the burden state estimate to minimize the prediction error.
Charging Matrix Optimization
The second AI processing layer uses the estimated burden state and the gas flow model to compute the optimal charging matrix for the next sequence. The optimization targets a set of furnace objectives defined by the charge engineer — target CO utilization range, target top gas temperature profile shape (central, intermediate, or peripheral gas flow bias), target permeability index range, and target silicon level. The model evaluates the expected impact of each possible charging matrix adjustment — number of rotations, angle range, material layer thickness, and charging sequence order — on the predicted gas distribution and selects the matrix that maximizes the objective function while respecting operating constraints such as maximum charging time per sequence and minimum burden layer thickness requirements.
Recommendation Delivery and Feedback Learning
The AI Charging Model delivers its recommended charging matrix to the charge engineer through a dedicated dashboard integrated into the Level 2 console. The recommendation includes the expected impact on CO utilization, top gas temperature profile, and permeability index, with confidence indicators. The charge engineer can accept the recommendation, modify it based on operational judgment, or reject it. The furnace response data following the implemented charging change flows back to the model as a feedback signal, enabling continuous improvement of the burden state estimation and charging optimization models through automated retraining.
Five AI-Driven Charging Capabilities That Transform Burden Distribution Performance
The AI Charging Model delivers five discrete optimization capabilities that address the specific burden distribution challenges at each level of the furnace — from the charging system at the furnace top through the gas utilization zone in the stack to the thermal profile in the bosh and hearth.
O/C Ratio Optimization by Radial Zone
The model determines the optimal ore-to-coke ratio for each radial zone of the furnace — center, intermediate, and periphery — based on the current gas utilization profile and thermal condition. The radial O/C distribution is the primary determinant of gas flow distribution: a higher O/C in the center zone reduces central gas flow and increases peripheral gas flow, while a lower O/C in the center zone promotes central gas flow and reduces peripheral flow. The AI model adjusts the radial O/C distribution to achieve the target gas flow profile for the current burden mix and production rate, maximizing CO utilization while maintaining smooth burden descent.
Sinter-Pellet-Lump Blend Optimization
The model incorporates raw material quality data — sinter reducibility and degradation index, pellet swelling index and compression strength, lump ore granulometry and chemical composition — and recommends blend adjustments that optimize the overall burden quality for the current furnace condition. When sinter quality deteriorates (higher degradation index), the model may recommend increasing the pellet ratio to maintain bed permeability. When pellet quality is high (low swelling index, high compression strength), the model may recommend increasing the pellet ratio to improve reducibility and reduce the coke rate. The blend recommendation is delivered to the stockyard management system for implementation at the next burden change.
Charging Sequence and Pattern Control
The model recommends the optimal charging sequence — the order in which ore and coke are discharged into the furnace, the number of rotations of the rotating chute at each angle setting, and the material layer thickness for each charging step. The charging sequence determines the burden layer structure: the number and thickness of ore and coke layers in each radial zone, the degree of mixing between layers at the layer boundaries, and the overall stockline profile after each sequence. The model evaluates the expected impact of alternative charging patterns on gas distribution and selects the pattern that achieves the target gas flow profile with the minimum coke rate.
Raw Material Quality Adaptation
Raw material quality variations are the primary source of burden distribution instability in blast furnace operation. A sudden change in sinter quality — a reduction in cold compression strength, an increase in the degradation index, or a shift in the granulometry — alters the permeability of the burden layers and changes the gas distribution through the furnace. The AI model detects raw material quality changes from the stockyard laboratory data and from the furnace response data (changes in permeability index, top gas temperature profile, and burden descent rate) and recommends charging matrix adjustments that compensate for the quality change before it affects furnace stability. This capability is particularly valuable for furnaces that receive raw materials from multiple suppliers with varying quality profiles.
Permeability Prediction and Slip Prevention
Burden descent irregularities — hanging and slipping — are the most disruptive events in blast furnace operation, causing production losses of 2 to 6 hours per event and thermal disturbances that require 12 to 48 hours to stabilize. The AI model predicts developing permeability loss by monitoring the relationship between the burden descent rate measured by the mechanical stockrods, the blast pressure trend, and the permeability index. When the model detects a pattern that precedes a hanging event — a deceleration in the stockrod descent rate combined with a rise in blast pressure and a narrowing of the permeability index — it recommends a preventive charging matrix adjustment that redistributes the gas flow and restores smooth burden descent before the hang develops.
Is Your Burden Distribution Optimized for Current Raw Material Quality and Operating Conditions?
A 30-minute review of your furnace's burden profile radar data, top gas temperature cross-sections, and CO utilization trends reveals what the AI Charging Model would recommend for your current operating conditions. We will analyze two weeks of your furnace data at no cost and deliver a quantified charging improvement assessment.
How AI Optimizes the Ore-to-Coke Ratio and Raw Material Blend for Maximum Gas Utilization
The ore-to-coke ratio is the fundamental lever for controlling gas distribution in the blast furnace because coke has a significantly higher permeability than ore — a coke layer offers approximately 10 to 20 times lower resistance to gas flow than an ore layer of the same thickness. The radial distribution of O/C determines where gas flows preferentially through the burden: higher O/C zones restrict gas flow and direct gas toward lower O/C zones, creating the radial gas flow profile that determines thermal distribution, reduction efficiency, and fuel rate. The AI Charging Model optimizes the radial O/C distribution by adjusting the charging matrix to achieve the gas flow profile that maximizes CO utilization for the current burden type, production rate, and fuel injection rate.
Sinter-heavy burdens — typical in integrated mills with captive sinter plants — have high bed permeability in the sinter layer but suffer from degradation during handling and charging that generates fines that reduce gas flow. The AI Charging Model optimizes the charging program for sinter-heavy burdens by adjusting the chute angle sequence to distribute the sinter uniformly across the furnace cross-section while creating a coke-rich central chimney that maintains gas flow through the center of the furnace. The model targets a CO utilization of 48% to 52% for sinter-heavy burdens with a PCI rate of 150 to 200 kg/THM. The model recommends O/C ratios of 4.5 to 5.5 in the central zone, 3.5 to 4.5 in the intermediate zone, and 4.0 to 5.0 in the peripheral zone, depending on the sinter quality and the target gas utilization.
Pellet-heavy burdens — common at mills where pellet purchases supplement or replace sinter production — have higher reducibility than sinter but lower bed permeability due to the spherical pellet shape that creates tighter packing. The AI Charging Model optimizes the charging program for pellet-heavy burdens by increasing the number of coke layers to improve bed permeability and adjusting the chute rotation pattern to create a more open central gas flow. The model targets a CO utilization of 45% to 50% for pellet-heavy burdens, recognizing that the higher reducibility of pellets compensates for the lower gas utilization. The model recommends O/C ratios of 5.0 to 6.5 in the central zone, 4.0 to 5.0 in the intermediate zone, and 4.5 to 5.5 in the peripheral zone, adjusted based on the pellet swelling index and compression strength.
High lump ore burdens — typically 20% to 35% of the burden at mills using direct shipping ore to reduce raw material costs — present the most challenging burden distribution problem because lump ore has variable granulometry, lower reducibility than sinter or pellets, and a tendency to generate fines during charging that accumulate in the center of the furnace and restrict gas flow. The AI Charging Model optimizes the charging program for lump ore burdens by concentrating the lump ore in the intermediate and peripheral zones where gas flow is naturally higher, reserving the center zone for sinter or pellets with higher reducibility. The model targets a CO utilization of 42% to 48% for high lump ore burdens and recommends O/C ratios that shift the gas flow toward the center to compensate for the lower lump ore reducibility in the intermediate and peripheral zones.
What a Blast Furnace Charge Engineer Learned Deploying AI Burden Distribution Control on a 9,500-THD Furnace
AI Burden Distribution Control Delivers the Highest-Impact Charging Optimization in Blast Furnace Ironmaking
Burden distribution is the most influential controllable variable in blast furnace operation and the variable with the highest potential for AI-driven improvement because the optimal charging program is a function of continuously changing raw material quality, furnace thermal conditions, and production requirements that exceed the human charge engineer's capacity for multi-variable optimization. The iFactory AI Charging Model addresses this optimization gap through a machine learning architecture that estimates the burden state from furnace sensor data, predicts the gas distribution impact of alternative charging programs, and recommends the charging matrix that maximizes gas utilization and furnace stability for the current operating conditions.
The documented results from furnace deployments — 1.5 to 3 percentage point CO utilization improvement, 10 to 15 kg/THM coke rate reduction, 2 to 3% productivity increase, and 60 to 80% reduction in burden slip events — demonstrate that AI-driven burden distribution optimization delivers measurable and repeatable operating cost savings within 6 to 12 months of deployment. The AI Charging Model appliance connects to the furnace burden profile radar system, top gas temperature cross-section sensors, stockrod position sensors, and stockyard raw material quality database through standard interfaces, operates on a pre-configured NVIDIA server on the plant network, and delivers charging recommendations through a dedicated dashboard that augments the charge engineer's existing workflow without modifying the furnace charging control system. Book a Demo to see iFactory's AI Charging Model configured for your furnace's burden distribution system and raw material supply chain, or contact support to schedule a furnace-specific deployment assessment with the iFactory ironmaking AI team.
Deploy AI-Driven Burden Distribution Control on Your Blast Furnace — Connected to Your Charging System and Raw Material Data in 8 to 14 Weeks
iFactory's AI Charging Model delivers continuous AI-driven burden distribution optimization with dynamic O/C ratio adjustment, sinter-pellet-lump blend optimization, and charging pattern control — deployed on a pre-configured NVIDIA server connected to your furnace's burden profile radar, top gas temperature sensors, stockrod position system, and raw material quality database. No cloud dependency, no modifications to your charging control system required.