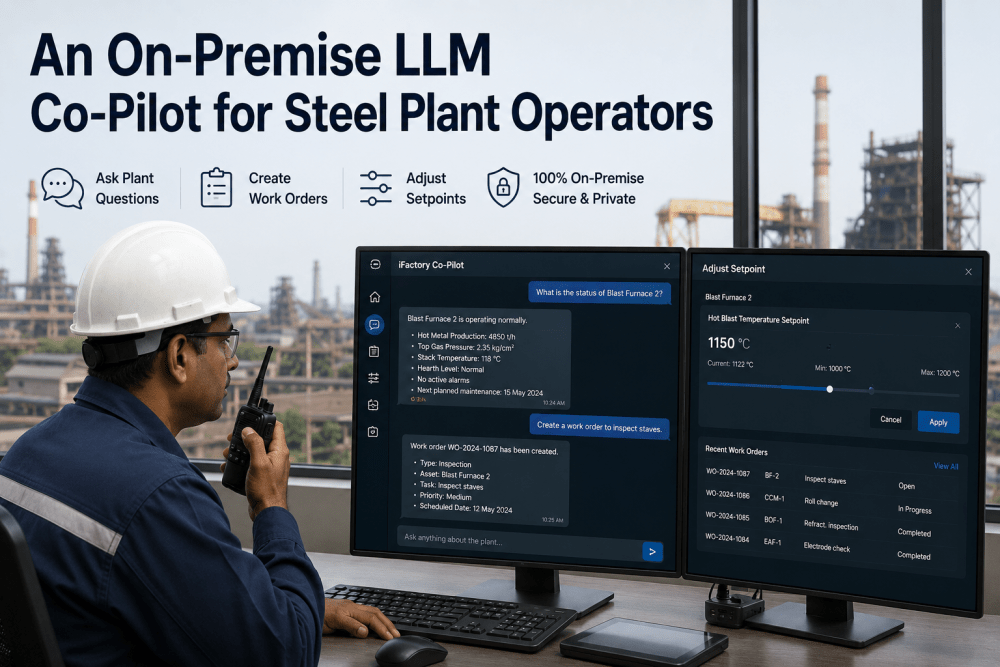
A steel plant operator manages hundreds of process parameters across multiple control systems during every shift — DCS screens for process control, CMMS for work orders, LIMS for quality results, scheduling boards for production planning, and equipment manuals for troubleshooting procedures — each with its own interface, login, and search logic. The cognitive load of navigating these disconnected systems while monitoring a live process means that even experienced operators spend 25 to 35 percent of each shift searching for information rather than acting on it. iFactory's Plant Co-Pilot LLM eliminates this friction by deploying a conversational AI assistant that operators can talk to in plain English — asking "what is the current finishing temperature on coil 8472?" or "create a work order for pump P-401 vibration" or "set the reheat furnace zone 3 temperature to 2,250 degrees" — and receiving accurate answers, completed actions, and confirmed setpoint changes within seconds. The LLM runs entirely on an on-premise NVIDIA appliance with no cloud connectivity, ensuring that plant data, process setpoints, and maintenance records never leave the facility. Senior operators evaluating the platform can book a demo to experience the co-pilot interface applied to their plant's specific systems and workflows.
What an On-Premise LLM Co-Pilot Does for Steel Plant Operators
The Plant Co-Pilot LLM is organized around four core capabilities that map directly to the most time-consuming tasks an operator performs during a shift: retrieving plant data, creating and updating work orders, adjusting process setpoints, and accessing operational knowledge. Each capability is powered by a combination of the underlying LLM's natural language understanding and purpose-built integrations with the plant's existing software systems. The table below maps each capability to the systems it connects to and the specific operator workflows it streamlines. Senior operators can book a demo to test these capabilities against their own shift routines.
| Capability | What the Operator Says | What the Co-Pilot Does | Systems Connected | Time Saved per Shift |
|---|---|---|---|---|
| Plant Data Retrieval | "What was the BOF end-point temperature on heat 4412?" or "Show me the last 10 caster speeds for grade SAE 1006." | Translates natural language into database queries, retrieves the requested data from the historian or quality system, and returns the answer in plain English — with units, timestamps, and comparison to target values. | DCS historian, LIMS, process data warehouse | 45–75 minutes per shift eliminated from manual data lookup across multiple systems |
| Work Order Management | "Create a priority 2 work order for excessive vibration on caster mold oscillator." or "What is the status of work order WO-42831?" | Creates, reads, updates, and queries work orders in the CMMS using natural language. Extracts equipment IDs, problem descriptions, and priority levels from the operator's phrasing without requiring form navigation. | CMMS, asset hierarchy database, maintenance history | 15–25 minutes per shift eliminated from CMMS form navigation and data entry |
| Setpoint Adjustment | "Set reheat furnace zone 3 temperature to 2,250 degrees." or "Increase caster mold level setpoint by 2 millimeters." | Validates the requested setpoint against safety limits and process constraints, displays the current and requested values for confirmation, and writes the approved change to the DCS. All setpoint changes are logged with operator ID and timestamp. | DCS, safety interlock system, audit log | 5–10 minutes per setpoint change eliminated from multi-screen navigation and manual entry |
| Knowledge Access | "What is the standard operating procedure for a tundish change?" or "Show me the troubleshooting guide for finisher stand chatter marks." | Searches the plant's knowledge base — SOPs, equipment manuals, troubleshooting guides, and shift handover logs — and returns the relevant section in context, with links to full documents. | Document management system, SOP library, shift log database | 20–35 minutes per shift eliminated from searching shared drives and paper binders |
How the Co-Pilot Works — From Natural Language to Plant Action
The Plant Co-Pilot LLM processes each operator request through a five-stage pipeline that converts natural language into validated plant actions — retrieving data, creating records, or adjusting setpoints — with safety checks at every stage. The entire pipeline runs on an on-premise NVIDIA AI appliance, ensuring that no plant data leaves the facility and that response latency stays under two seconds for the most common operator queries. Plant managers and senior operators evaluating the platform can book a demo to walk through this pipeline applied to their plant-specific systems.
On-Premise Deployment: Keeping Plant Data Secure and Available
Steel plant operators work with data that cannot leave the facility — process setpoints, equipment condition records, quality results, and maintenance histories are proprietary information that plant managers and IT security teams are understandably unwilling to send to cloud-based AI services. iFactory's Plant Co-Pilot LLM addresses this requirement by running entirely on an on-premise NVIDIA AI appliance, with no cloud API calls, no internet connectivity required for inference, and no plant data ever transmitted outside the facility's network. The comparison below shows how the on-premise approach differs from cloud-based LLM alternatives that steel plants have evaluated and rejected.
- Plant data transmitted to cloud servers for inference — process parameters, equipment IDs, and quality results leave the facility network and are processed on third-party infrastructure
- Internet connectivity required for every interaction — a network outage or latency spike renders the co-pilot unavailable for the duration of the disruption, which can last hours in a steel plant environment
- LLM model updates controlled by the cloud provider — the plant cannot control when the model changes, what data it was trained on, or how its behavior may differ after an update
- Subscription pricing based on usage volume — costs scale with the number of operator queries, making unlimited deployment across all shifts and operators expensive
- No integration with plant-floor control systems — cloud LLMs cannot write setpoints to the DCS or create work orders in the CMMS because they have no direct connectivity to plant systems
- All inference runs on the on-premise NVIDIA AI appliance — plant data never leaves the facility and is processed entirely within the plant's network boundary, meeting the strictest security requirements
- Zero dependency on internet connectivity — the co-pilot operates continuously even during network outages, with full functionality available as long as the on-premise appliance and plant systems are running
- LLM model versioning controlled by the plant — models are updated on the plant's schedule after validation against plant-specific workflows, ensuring consistent behavior across shifts
- Fixed-cost appliance model with no per-query pricing — unlimited operator queries across all shifts and operators at a predictable annual cost that does not increase with usage
- Direct integration with DCS, CMMS, LIMS, and scheduling systems — the co-pilot reads and writes to plant-floor systems with safety validation, enabling full action execution not just information retrieval
Measured Impact on Operator Efficiency and Plant Performance
The metrics below represent average results from iFactory Plant Co-Pilot LLM deployments across steel plants over 6-month validation periods. Individual results vary based on operator adoption rate, existing system integration maturity, and deployment scope.
Senior Operator's Perspective: How the Co-Pilot Changes a Shift
I have been operating on a hot strip mill finishing line for 17 years, and the single most frustrating part of every shift has never been the process itself — it is the time wasted navigating computer systems that were designed by people who have never stood on a plant floor. If I need to check the last 10 coils of a specific grade, I have to log into the historian, find the right tag, set the time window, format the output, and then manually compare the numbers to the grade specification. That is five steps and four minutes of clicking through screens. The co-pilot does it in five seconds: I say 'show me the finishing temperature and coiling temperature for the last 10 coils of SAE 1006,' and it gives me the answer in plain English. If the temperatures are trending toward the specification limit, it tells me that too. Creating a work order used to mean finding the right equipment code in the CMMS hierarchy, navigating through five screens, and typing the problem description into a small text field that never had enough space. Now I say 'create a work order for finisher stand F2 chatter' and the co-pilot pulls the equipment ID, creates the record, and tells me the work order number. I was skeptical about an AI assistant when the plant manager first showed it to me, but after two shifts I was using it for almost everything. It does not replace operator judgment — it removes the computer friction that gets between the operator and the process.
Conclusion: Conversational AI Is the Natural Interface for Steel Plant Operations
The industrial control room of 2026 still relies on interfaces designed in the 1990s — hierarchical menus, cryptic tag names, multi-step form workflows, and search functions that require exact syntax knowledge. Operators have adapted to these systems through years of experience and muscle memory, but the adaptation comes at a cost: hundreds of hours per year spent navigating interfaces instead of managing the process. iFactory's Plant Co-Pilot LLM demonstrates that conversational AI — powered by a modern LLM running on an on-premise appliance — can eliminate this interface tax by letting operators interact with plant systems the same way they interact with each other: by asking questions and giving instructions in plain English. For plant managers evaluating how to improve operator efficiency, reduce training time for new hires, and reduce the cognitive load that contributes to operator fatigue and error, the co-pilot represents a fundamentally different approach to human-machine interaction in steel manufacturing — one that puts the operator's natural language at the center of the interface rather than requiring the operator to learn the language of each separate system.
Frequently Asked Questions
The co-pilot uses purpose-built connectors that interface with each system via its native API — OPC-UA for DCS, REST or SOAP for CMMS and LIMS, and ODBC for relational databases. Connector configuration typically requires one to two days per system with the plant's IT or automation team, and no system replacement is required.
Yes. The LLM is trained on steel plant operational language and classifies each request into one of four action types — data query, work order action, setpoint change, or knowledge search. Each action type follows a different execution path with appropriate validation, confirmation, and logging rules.
If the LLM cannot confidently parse the intent, it asks clarifying questions rather than guessing. If a setpoint change or work order request fails validation, the co-pilot explains the specific constraint violated — "the requested temperature of 2,350 degrees exceeds the furnace zone 3 maximum of 2,300 degrees" — and the operator can adjust the request.
The co-pilot supports both voice and text input. Operators can speak requests through a headset or plant-floor microphone and receive spoken responses, or type and read through the dashboard interface. Voice input uses the same on-premise inference appliance with no cloud speech processing required.
During deployment, iFactory engineers provide the LLM with the plant's equipment hierarchy, tag name conventions, process parameter definitions, and common operator phrases. The model is fine-tuned on this plant-specific vocabulary before going live, and the plant can update the training data as equipment or naming conventions change.