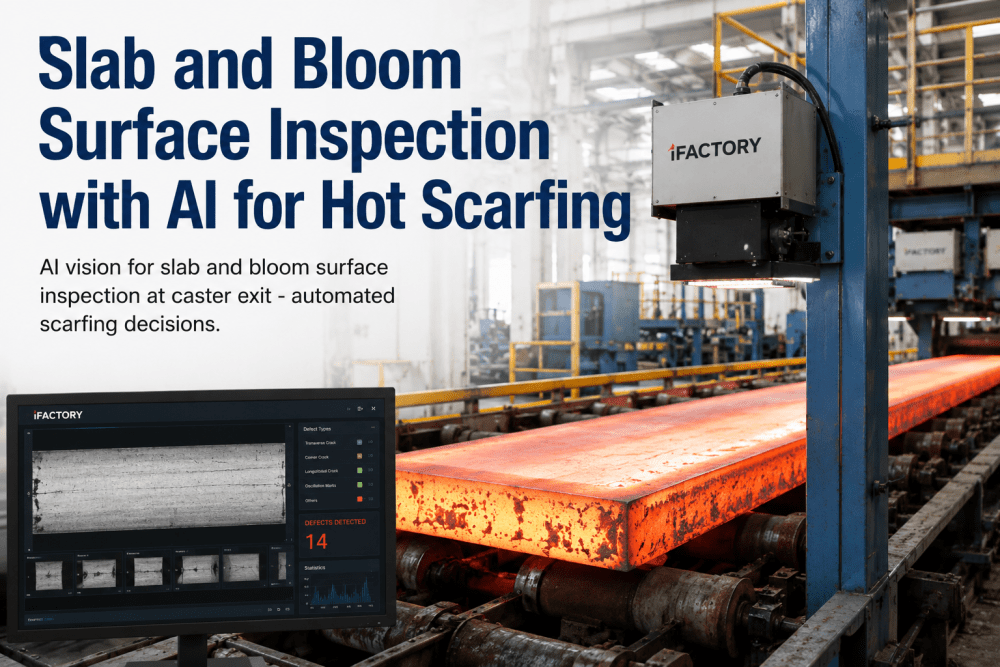
Continuous casters producing slabs and blooms for downstream hot rolling and forging operations operate at the highest temperatures in the steel production chain — with surface temperatures at the caster exit ranging from 850 degrees C to over 1,000 degrees C depending on grade, section size, and casting speed. At these temperatures, surface defects in the as-cast slab — transverse corner cracks, longitudinal facial cracks, oscillation marks, scabs, and blowholes — are actively forming and propagating under thermal and mechanical stresses that the caster operator cannot see and cannot measure with conventional pyrometers or visual inspection systems. The window for detecting and classifying these defects before the slab is transferred to the downstream mill or scarfing station is measured in minutes, and the cost of missing a defect that propagates through the rolling process into a finished product rejection routinely exceeds $5,000 per incident for slabs destined for plate, sheet, or structural applications. iFactory's Slab Vision AI platform deploys high-resolution thermal and visible-spectrum cameras at the caster exit — operating at slab temperatures above 900 degrees C — with NVIDIA edge inference that detects, classifies, and maps transverse cracks, longitudinal cracks, oscillation marks, and scabs across the full slab surface at casting speed, enabling automated scarfing decisions and slab grade assignment that eliminate defect propagation to downstream processes. Book a caster exit vision assessment to evaluate how AI-driven slab surface inspection can improve your caster's defect detection and reduce downstream defect-related downgrades.
Why Slab and Bloom Surface Inspection at Caster Exit Requires AI Vision
The surface inspection challenge at the caster exit is fundamentally different from inspection at downstream rolling mill stages because the defects present on the as-cast slab are actively evolving under thermal gradients, phase transformation stresses, and mechanical straightening loads. A transverse corner crack that is 0.5 mm wide at the mold exit can propagate to 3 mm width by the time the slab reaches the torch cut station, and a longitudinal facial crack that is invisible to the human eye at 950 degrees C can open into a rejectable defect during slab cooling on the yard. Conventional caster quality control relies on operator visual inspection from a safe distance — typically 5 to 10 meters from the slab surface — using color-tuned glasses to judge surface quality from the thermal color of the as-cast surface. The limitations are fundamental: the human eye cannot detect sub-millimeter cracks at 950 degrees C from 8 meters away, oscillation marks are routinely misclassified as cracks, and the operator's defect detection rate drops below 40 percent after 30 minutes of continuous inspection due to thermal glare and visual fatigue. iFactory's Slab Vision AI replaces this human-limited inspection with continuous AI-powered thermal and visible-spectrum imaging that detects and classifies every defect type at the resolution and speed required for real-time scarfing decisions. Schedule a caster exit vision audit to benchmark your current slab surface inspection capability against AI-optimized detection performance.
Slab Surface Defect Types Detected by AI Vision at Caster Exit
iFactory's Slab Vision AI platform is trained on over 500,000 labeled slab surface images from continuous casters producing slabs from 150 mm to 350 mm thickness and blooms from 200 mm to 400 mm section size. The platform's deep learning models detect and classify the full spectrum of as-cast surface defects across all steel grades including peritectic, microalloyed, and advanced high-strength steel grades that present the most challenging inspection conditions due to their crack sensitivity.
Transverse corner cracks form during the straightening operation as the slab bends through the caster radius, with the crack depth and frequency determined by the steel composition, mold powder performance, and straightening temperature. AI thermal imaging at the straightening exit captures the thermal signature of crack opening in real time — cracks appear as dark lines against the hot slab surface because the crack cavity radiates at a lower effective temperature than the surrounding solid surface. The AI model measures crack depth from the thermal contrast profile and classifies cracks into three severity categories: cosmetic (surface-only, acceptable for all grades), conditional (requiring scarfing for surface-critical grades), and reject (requiring complete removal or slab diversion).
Longitudinal cracks on the slab broad face propagate along the casting direction and can extend for meters along the slab length, making them the most consequential defect type for downstream plate and sheet quality. AI detection of longitudinal cracks requires analysis of both the thermal contrast signature and the crack line geometry — distinguishing genuine cracks from cooling pattern artifacts and scale patches that can mimic crack appearance in thermal images. The AI model tracks crack propagation across consecutive image frames to determine whether the crack is actively propagating under straightening stresses or is a stable defect that will not worsen during slab handling and reheating.
Oscillation marks are periodic transverse surface depressions produced by the mold oscillation cycle — typically spaced at 5 to 15 mm intervals depending on casting speed and oscillation frequency. Normal oscillation marks are acceptable surface features that are rolled out during hot rolling, but deep oscillation marks with sharp root geometry can initiate transverse cracking during straightening and must be detected and classified before the slab is released to the rolling mill. AI analysis of oscillation mark depth and root sharpness from thermal profile data enables automated classification of oscillation mark severity and flagging of slabs requiring oscillation mark surface inspection before release.
Scabs and blowholes originate from subsurface defects in the as-cast slab — argon bubbles, mold powder entrapment, or sub-surface porosity — that are often invisible on the as-cast surface but open during reheating in the reheat furnace and propagate into surface laminations during rolling. AI detection of scabs and blowholes uses multi-spectral thermal imaging that captures the localized thermal gradient anomaly created by the subsurface void or inclusion — the defect creates a region of reduced thermal conductivity that appears as a persistent thermal anomaly across multiple consecutive image frames. Slabs with detected subsurface anomalies above the severity threshold for the scheduled product grade are flagged for surface inspection or scarfing before furnace charging.
AI Slab Vision System Architecture — From Caster Exit to Scarfing Decision
The iFactory Slab Vision AI platform is engineered for continuous operation at the caster exit — the most thermally demanding environment in the steel plant — with radiation-hardened camera enclosures, active air cooling, and automated lens cleaning systems that maintain inspection capability across extended casting sequences without maintenance intervention. The system architecture spans from image capture through to scarfing machine integration and slab tracking system updates.
Proven Results from AI Slab Vision Deployment
Continuous casters deploying iFactory's Slab Vision AI platform have documented measurable improvements across slab surface quality, scarfing efficiency, and downstream product yield. The following metrics represent aggregate results from installations at slab casters producing carbon, microalloyed, and peritectic steel grades for plate, sheet, and structural applications.
Slab Surface Inspection Comparison — Manual Inspection vs Traditional Machine Vision vs AI Slab Vision
The following table compares the three approaches to slab surface inspection at caster exit. Manual inspection relies on operator visual assessment from a safe distance. Traditional machine vision uses rule-based thermal thresholding with limited defect classification. AI Slab Vision uses deep learning models trained on labeled slab defect images for automated detection, classification, and scarfing decision support across all defect types and steel grades.
| Inspection Parameter | Manual Operator Inspection | Traditional Machine Vision | iFactory Slab Vision AI |
|---|---|---|---|
| Defect detection method | Visual assessment from 5-10 meter distance using color-tinted glasses | Thermal thresholding with fixed temperature deviation parameters | Deep learning CNN models trained on 500K+ labeled slab defect images across all grades |
| Crack measurement accuracy | Qualitative detection only — no crack depth or width measurement | ±2 mm crack width estimation from thermal contrast | ±0.3 mm crack width and depth measurement from thermal profile analysis |
| Scarfing decision basis | Operator judgment based on visual crack appearance | Fixed crack width threshold with no grade-specific adaptation | Grade-specific crack severity model with scarfing depth recommendation per defect zone |
| Grade assignment | Operator assigns Prime/Condition/Reject based on visual assessment | Binary pass/fail based on crack count threshold | AI grade assignment with defect map, severity scoring, and product-grade compatibility check |
| Response time | 15-30 second visual assessment per slab at caster exit | 5-10 second image processing with manual review latency | <3 seconds from image capture to grade assignment — real-time at casting speed |
| Data integration | No digital record — operator verbal or written report | Standalone defect log with no downstream system connection | Full integration with caster PLC, scarfing machine, slab tracking, and MES systems |
What Caster Quality Managers Say About iFactory Slab Vision AI
Frequently Asked Questions: Slab and Bloom Surface Inspection with AI Vision
Conclusion: The Slab Surface Quality Visibility Your Caster Has Been Missing
The gap between what a continuous caster is capable of producing and what it actually delivers on any given cast is a surface inspection visibility problem before it is a caster equipment or process problem. Transverse corner cracks that are propagating at the straightening exit are undetected until they produce a surface defect claim at the plate mill or pickling line weeks later. Oscillation marks that are deeper than the rolling reduction capability for the scheduled product grade are not measured at the caster exit and not flagged for scarfing. Scabs and blowholes that are present in the as-cast slab but invisible to the human eye at 950 degrees C are not detected until they open during reheating and produce slivers in the finished product — at which point the slab has already consumed reheat furnace energy and rolling mill capacity that could have been applied to a prime-quality slab.
iFactory's Slab Vision AI platform brings continuous, AI-powered surface inspection to the caster exit — the earliest point in the production chain where defects can be detected, classified, and acted upon before they propagate through downstream processes. The thermal and visible-spectrum cameras that capture the slab surface at 950 degrees C, the NVIDIA edge GPUs that classify defects in sub-3 second latency, and the scarfing machine integration that automates defect removal decisions together form a complete slab quality control system that transforms the caster exit from a visual inspection bottleneck into a continuous quality gate that protects downstream processes from defect propagation.